Центр
Твердосплавного
Инструмента
- 8 (812) 407-37-03
- 197348, г. Санкт-Петербург, улица Аэродромная, д. 8, литер А, офис 418
- order@carbidetool.ru
Сверление.
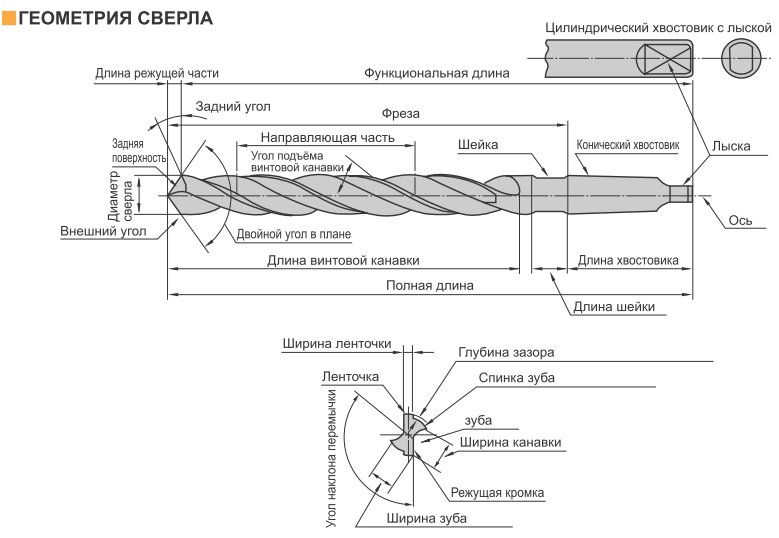
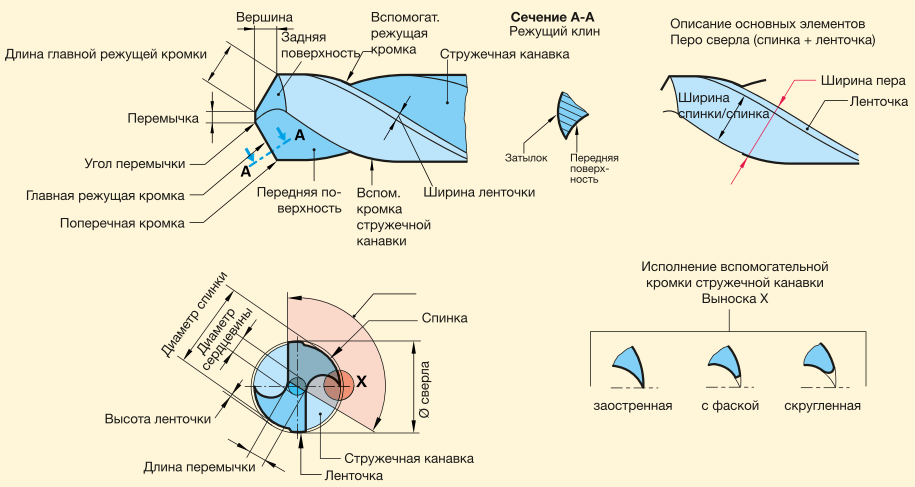
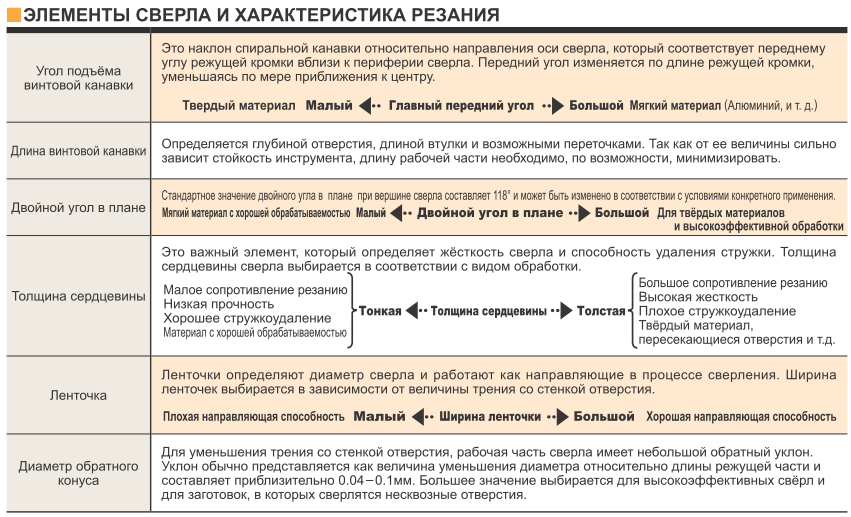
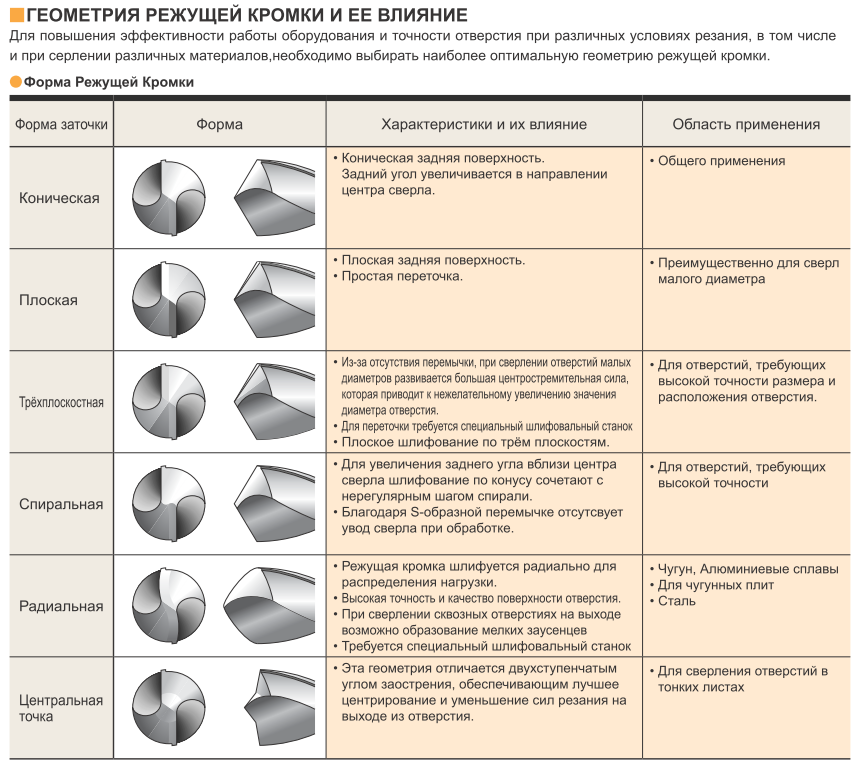
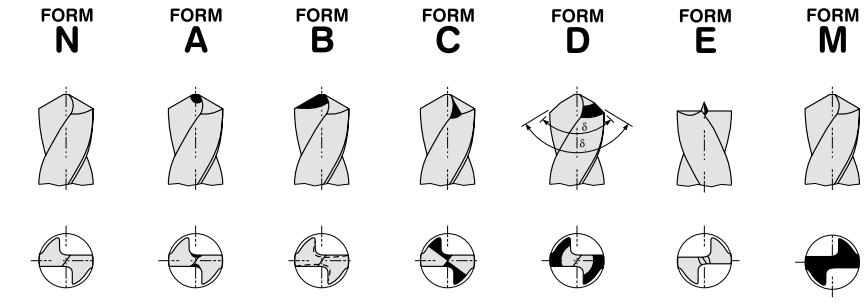
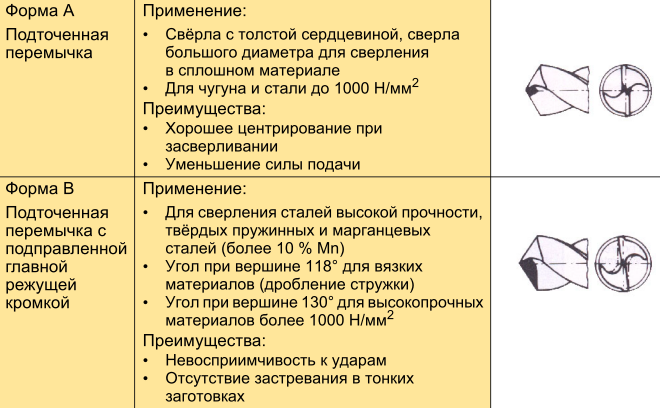
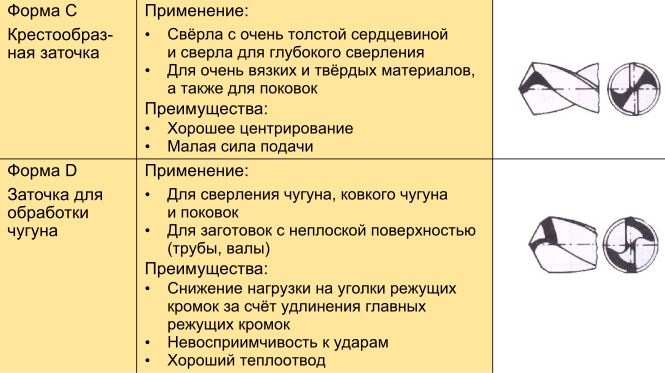
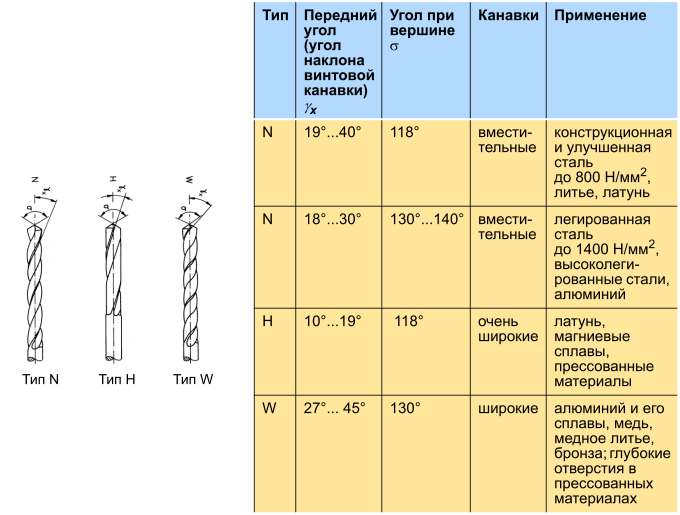
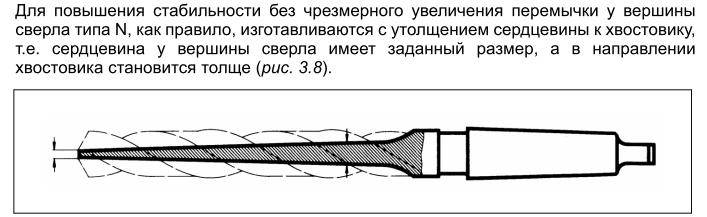
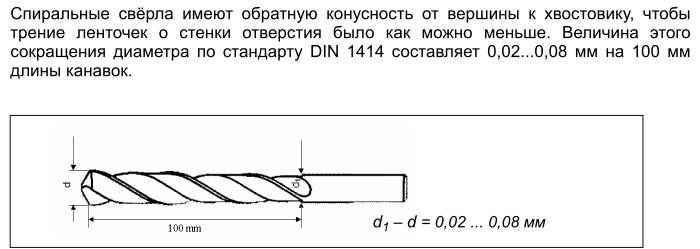
Конструктивные особенности сверл, углы заточки и формы подточек определяются видом обрабатываемого материала и имеют разнообразные виды у различных производителей.












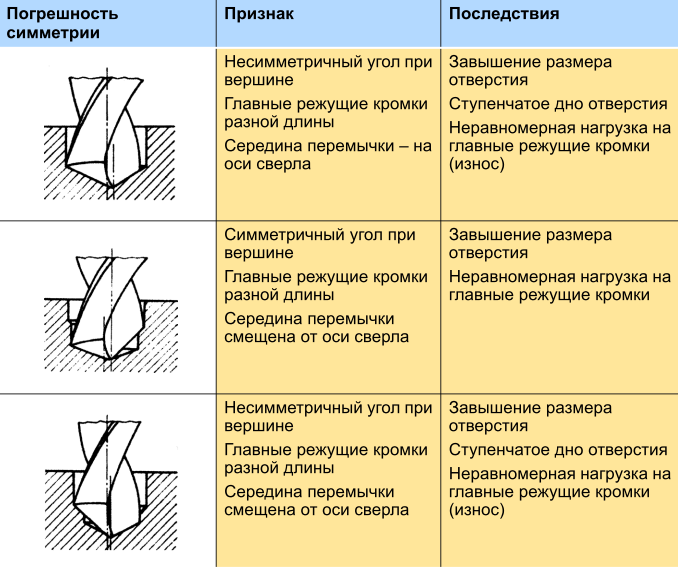
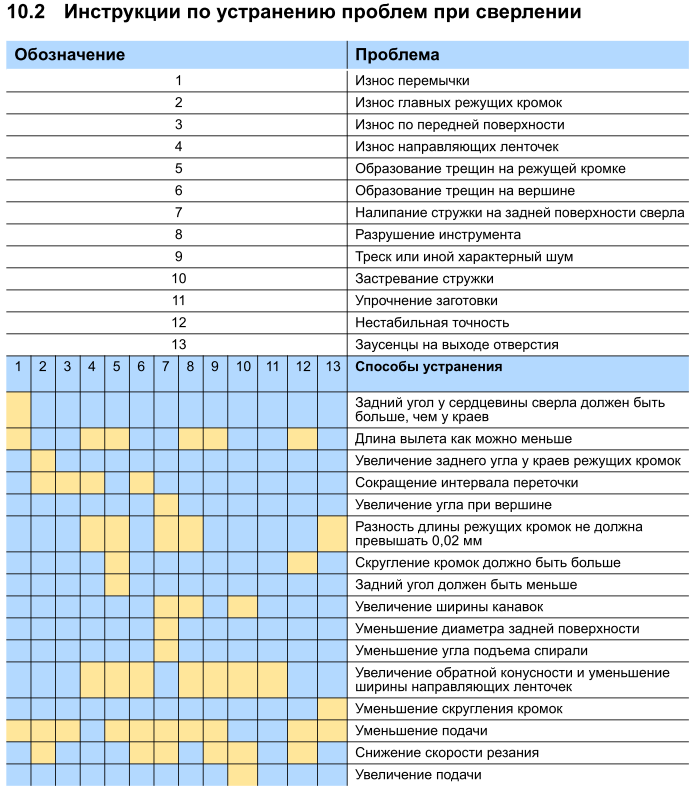
Проблемы связанные с неправильной заточкой сверл.
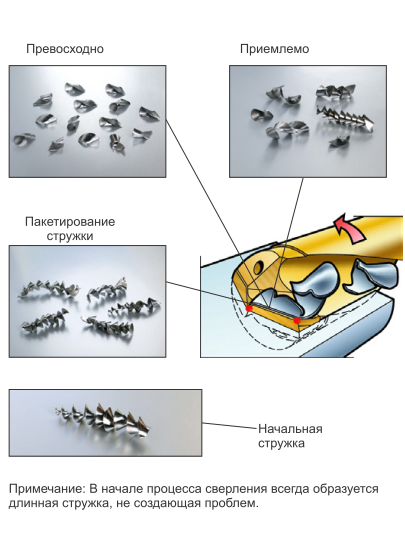
Стружкообразование и удаление стружки являются первоочередными вопросами операции сверления. Они зависят от материала заготовки, геометрии инструмента, давления/объема СОЖ и режимов резания. Пакетирование стружки может вызвать радиальное смещение сверла, что влияет на качество отверстия, долговечность и надежность сверла.
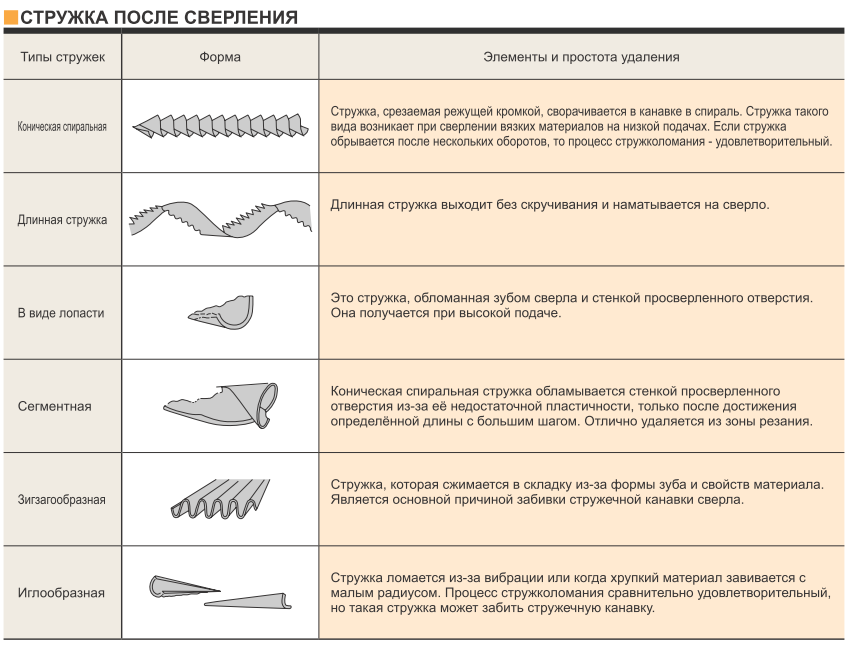

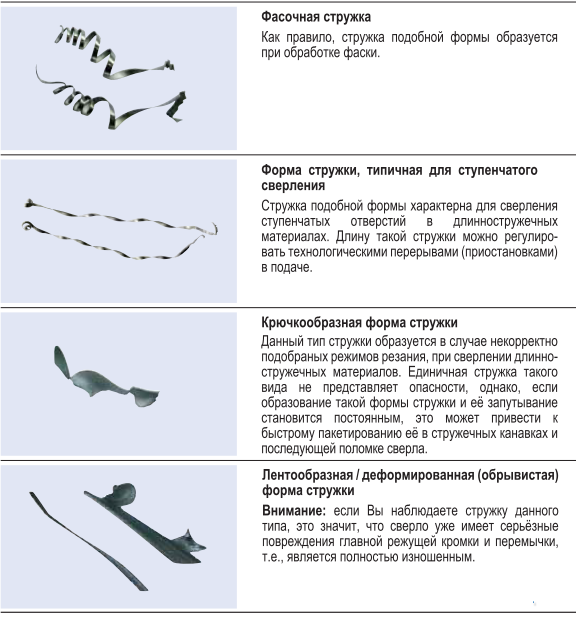
Стружкообразование считается удовлетворительным, когда стружка легко удаляется из отверстия. Индикатором беспрепятственного отвода стружки является звук, распространяющийся во время сверления. Ровный гул означает нормальное протекание процесса, а прерывистый звук указывает на защемление стружки. В этом случае рекомендуется проверить нагрузку по приводам и шпинделю. Неравномерность усилий может быть причиной закупоривания стружки. Также возможной причиной проблем является длинная изогнутая форма стружки. Взгляните на полученное отверстие - следы неровностей и зазубрины скажут вам о происшедшем защемлении стружки.

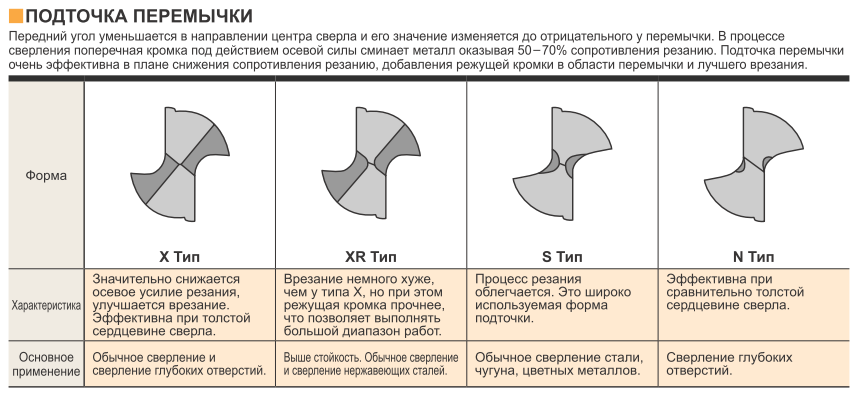
Сложность стружкодробления способствовала разработке особых конструкций стружкоотводящих канавок, стружколомов и видов заточки сверл.
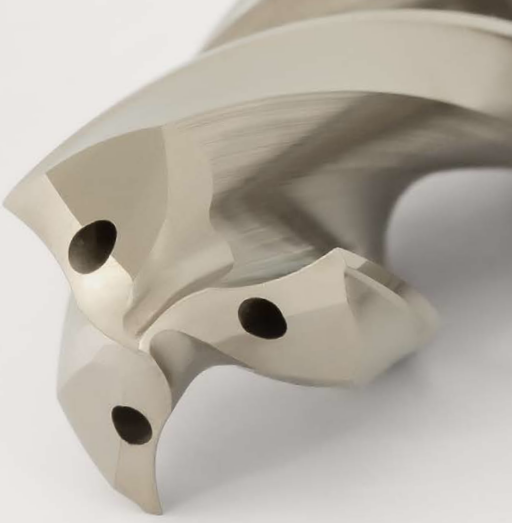
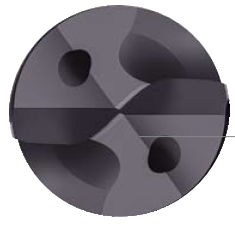
Разработка Somta+OSG повышает эффективность сверления за счет улучшенного контроля стружки. По всей длине канавок расположено ребро для измельчения стружки, которое скручивает и дробит длинный материал, образующий стружку, на мелкие элементы, которые легко поддаются удалению. Стружка не забивается в канавки, так как мелкая стружка свободно проходит по канавкам. Таким образом, сверло для измельчения стружки режет более свободно, чем стандартные сверла.



Сверла со стружкоразделительными канавками, располагаемыми на передней и задней поверхностях, для облегчения отвода стружки, позволяют уменьшить теплообразование в зоне резания и повысить стойкость сверла. Выполнение стружкоразделительных канавок по передней поверхности трудоемко, но не требуется их периодического восстановления, как при расположении канавок на задней поверхности.


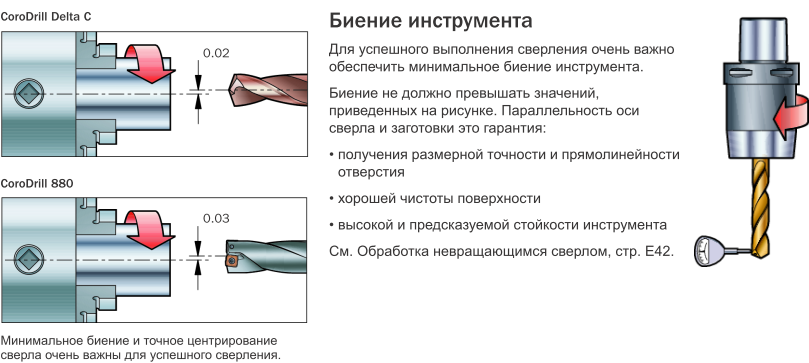
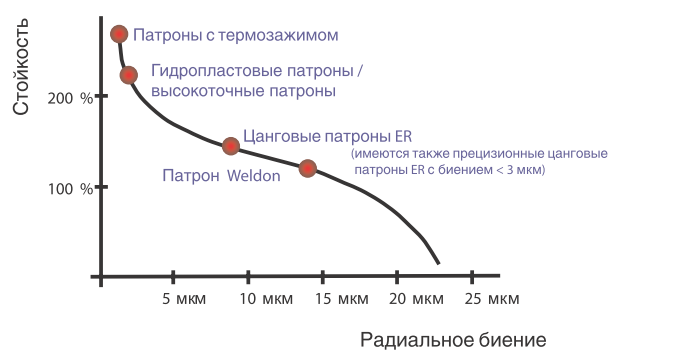
Сильное влияние на допуски сверления оказывает радиальное биение сверла в шпинделе. На рисунке показана зависимость стойкости сверлильного инструмента от допуска на радиальное биение зажимного приспособления. Умеренное влияние на результат сверления оказывают общее состояние станка и износ вершины сверла. Сравнительно мало допуски сверления зависят от скорости подачи инструмента и свойств материала.
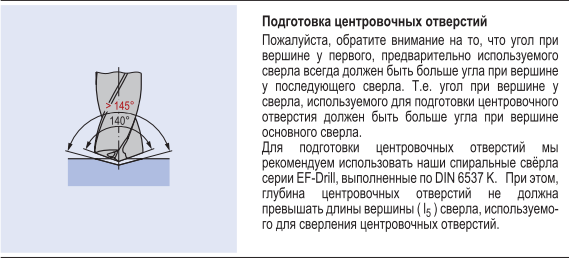
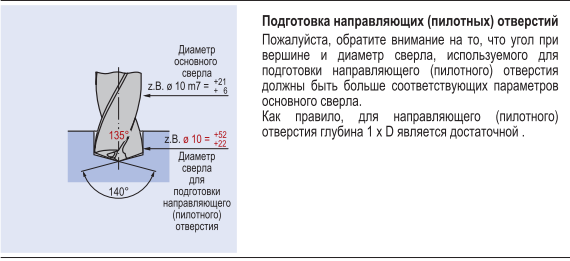
Центровочное или направляющее (пилотное) отверстие.
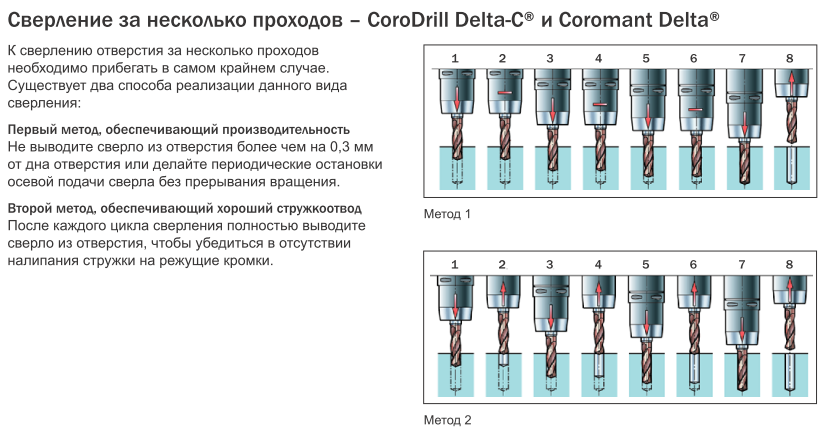
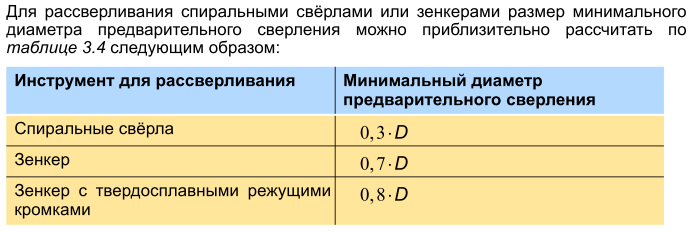
Если сверло (наладка) имеет увеличенную длину (вылет), то перед сверлением отверстия необходимо предварительно подготовить центровочное, либо направляющее (пилотное) отверстие. При использовании сверла с длиной превышающей 8 x D помимо центровочного, либо направляющего отверстия, в начале процесса сверления, настоятельно рекомендуется использовать также уменьшенную подачу.
При сверлении отверстий глубиной более 2 x D рекомендуется (желательно) использовать внутренний подвод СОЖ, а при глубине сверления более 5 x D его использование является уже необходимым условием для обеспечения успешного процесса сверления!
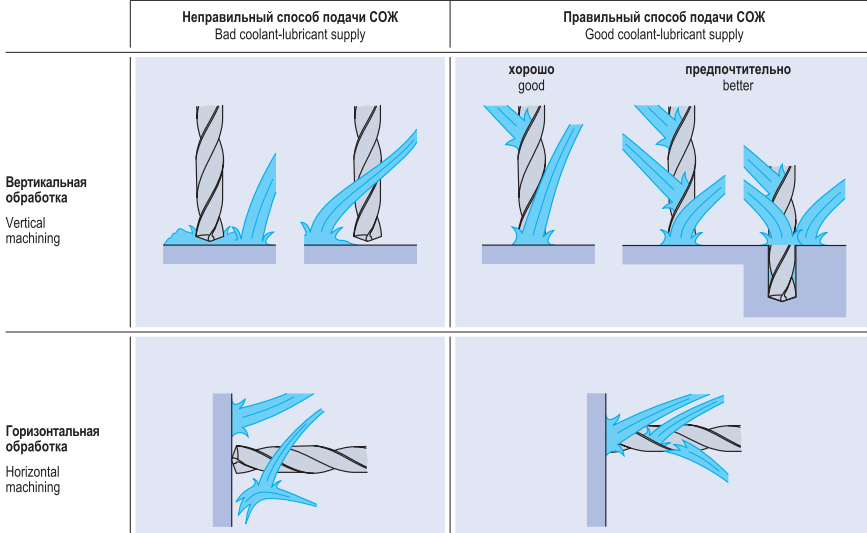
При организации наружного подвода СОЖ, пожалуйста, удостоверьтесь не только в обеспечении достаточного давления в системе подачи СОЖ, но и в правильной организации её подвода.
Старайтесь всегда, когда это возможно, направлять три струи СОЖ непосредственно на сверло (как показано на рисунке ниже).
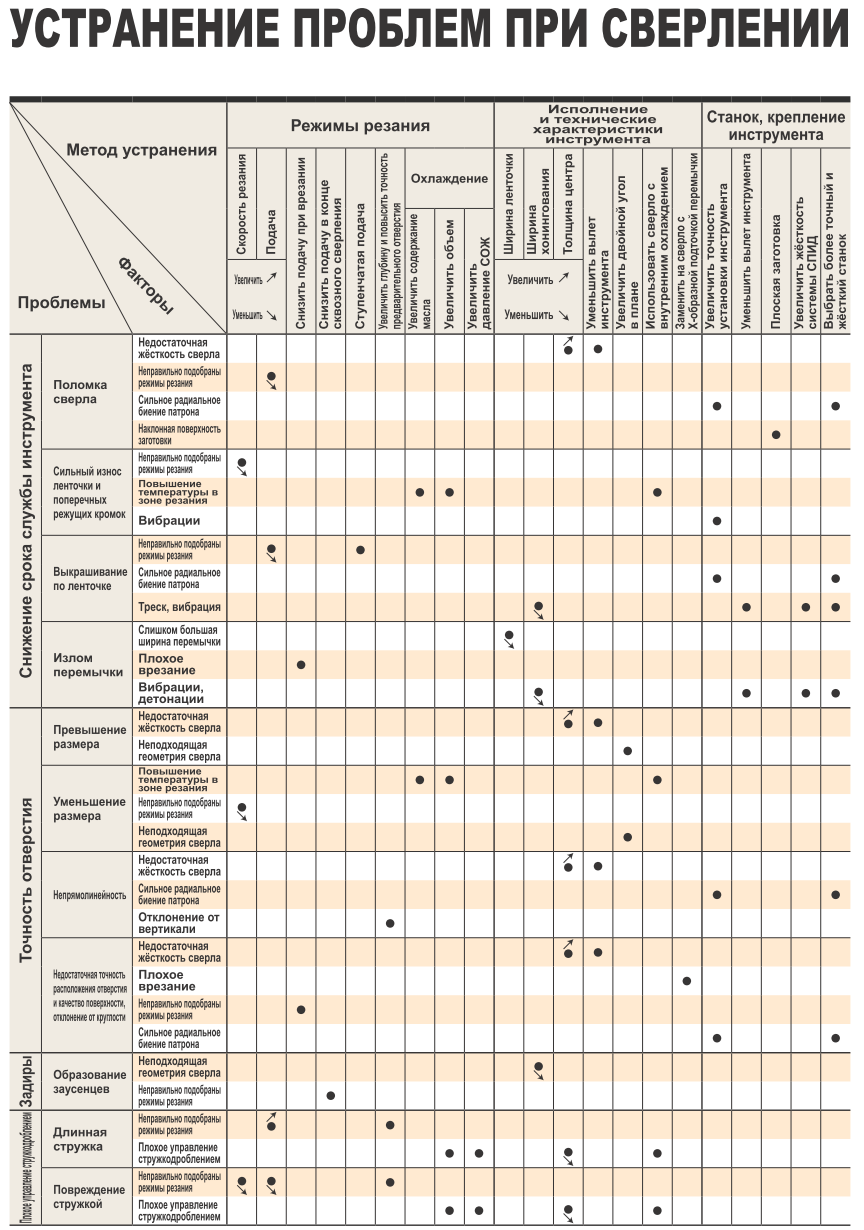
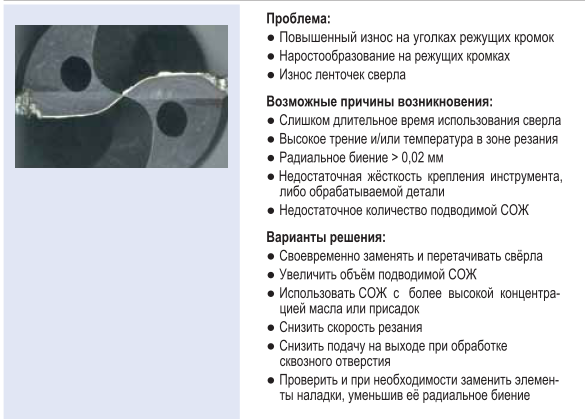
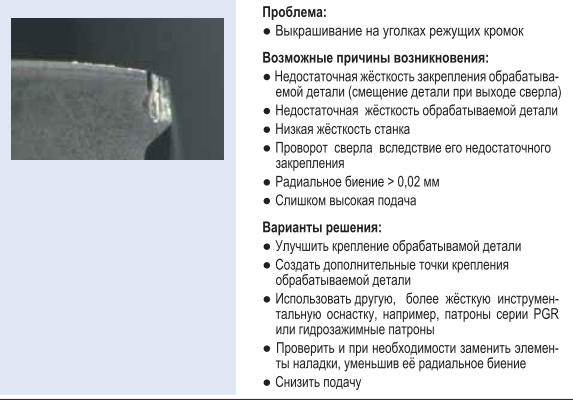
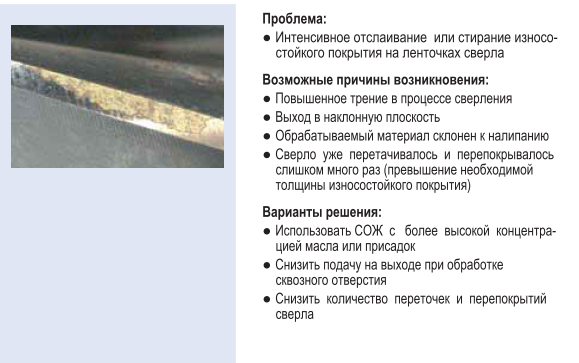
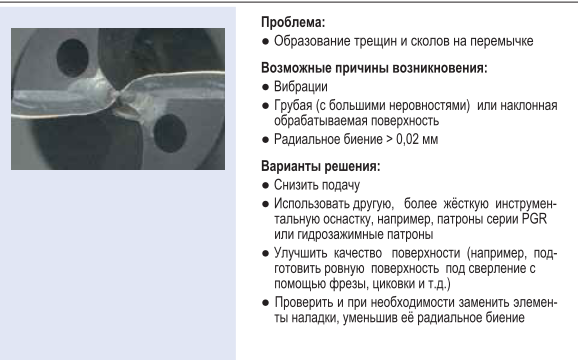
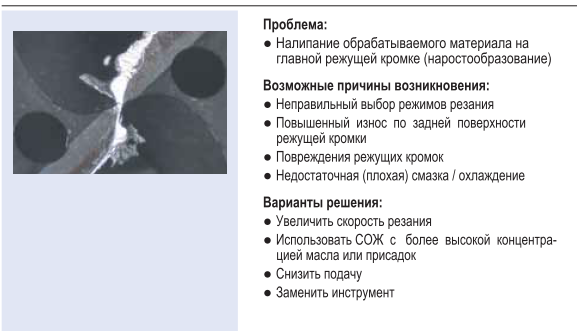
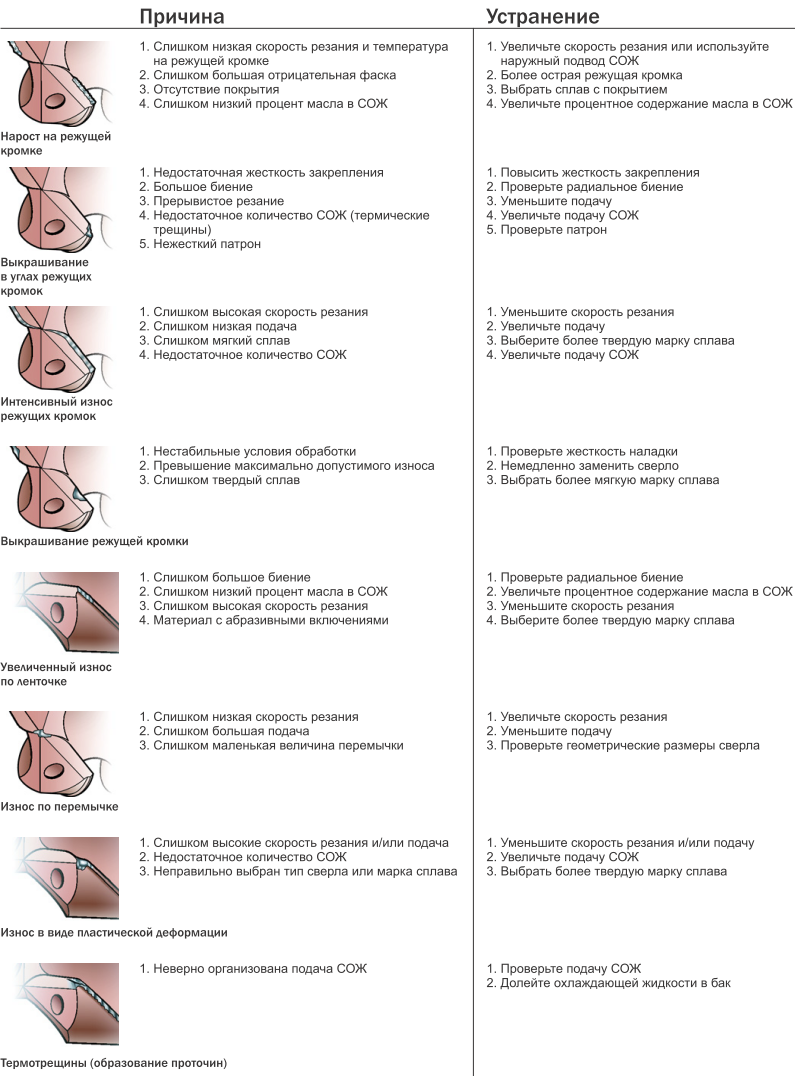
Проблемы при сверлении, возможные причины их возникновения и варианты их решения
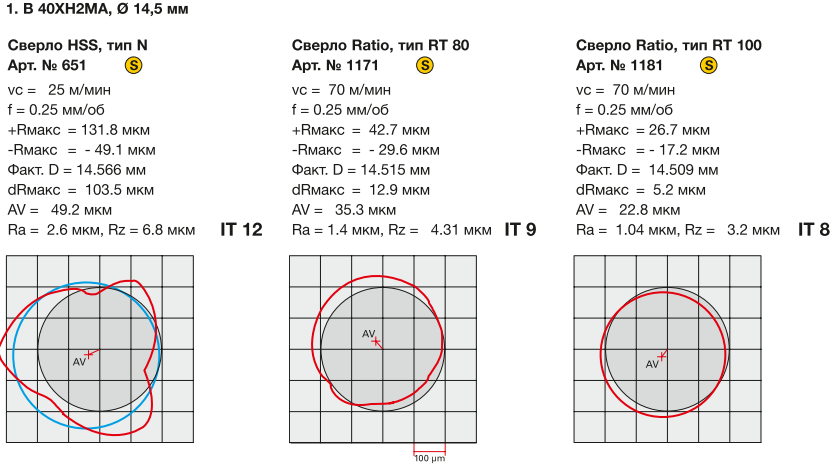
Пример точности обработанного отверстия
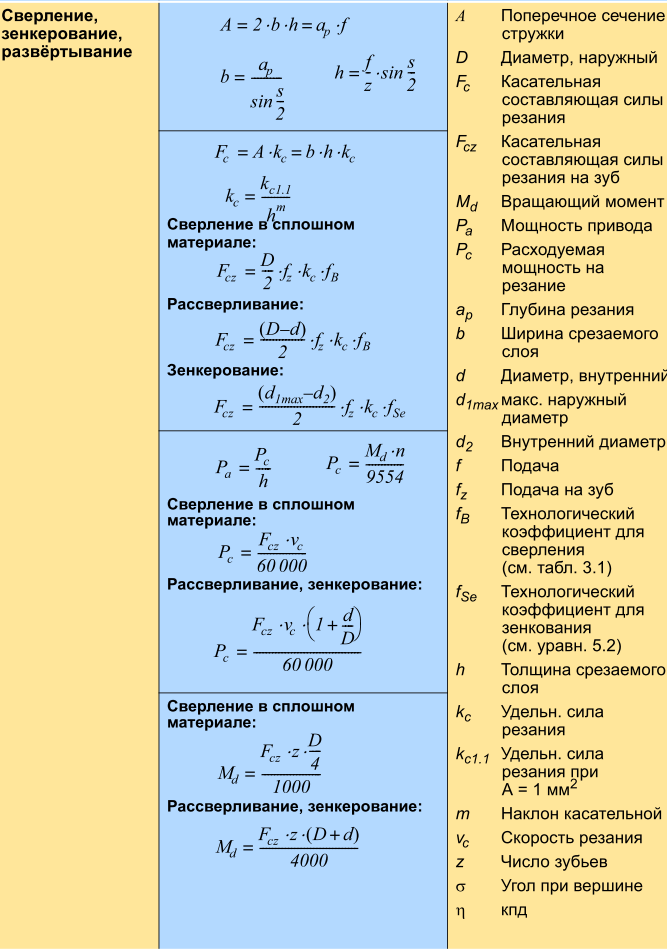
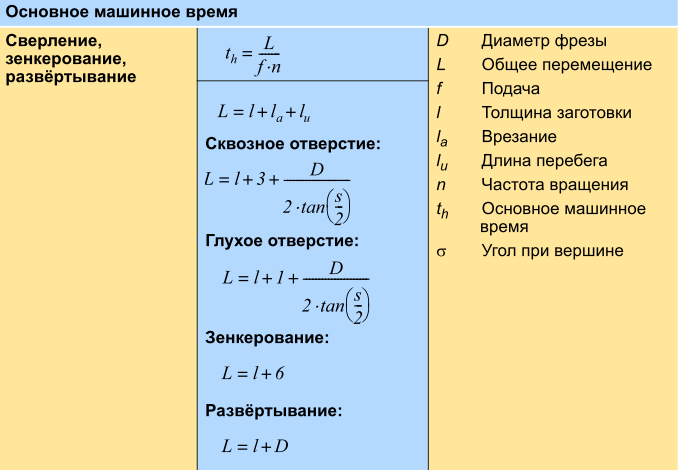
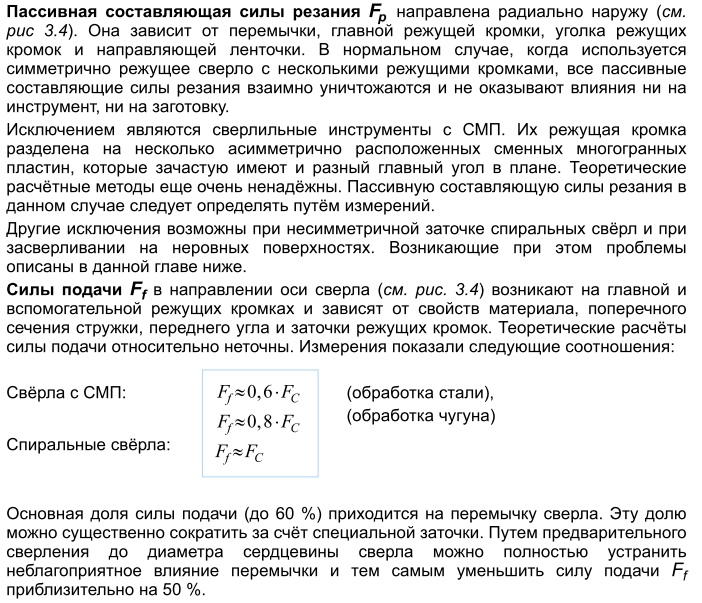
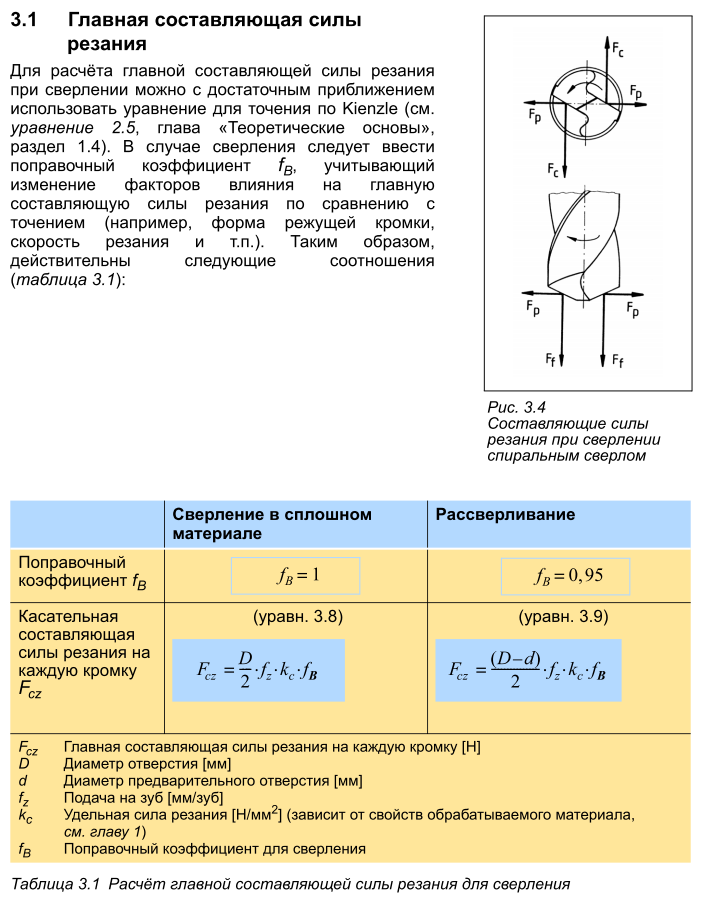
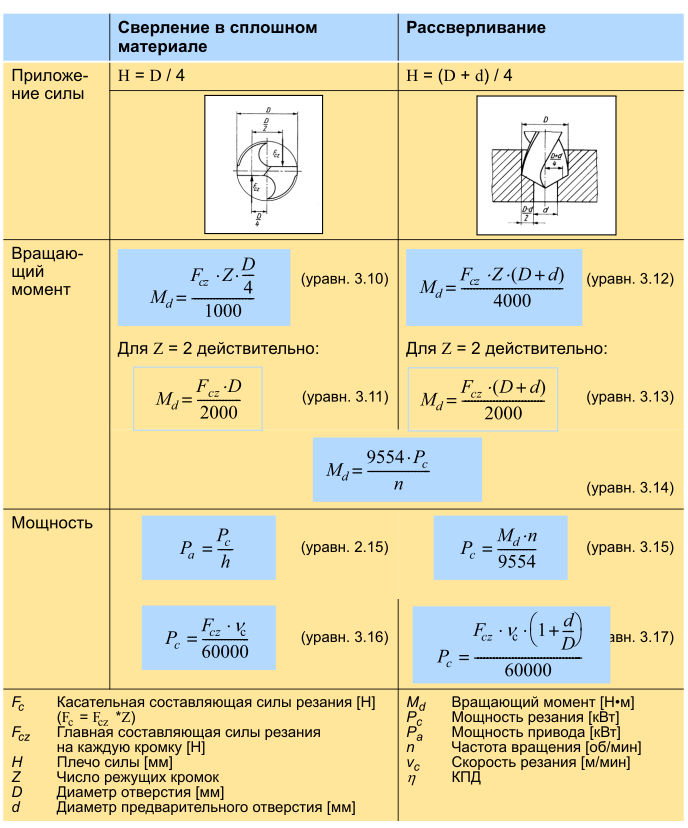
Формулы расчетов при сверлении отверстий.



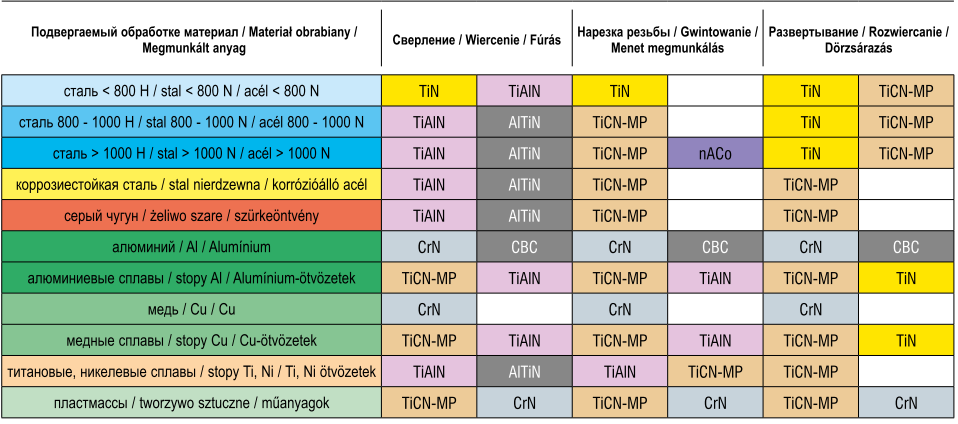
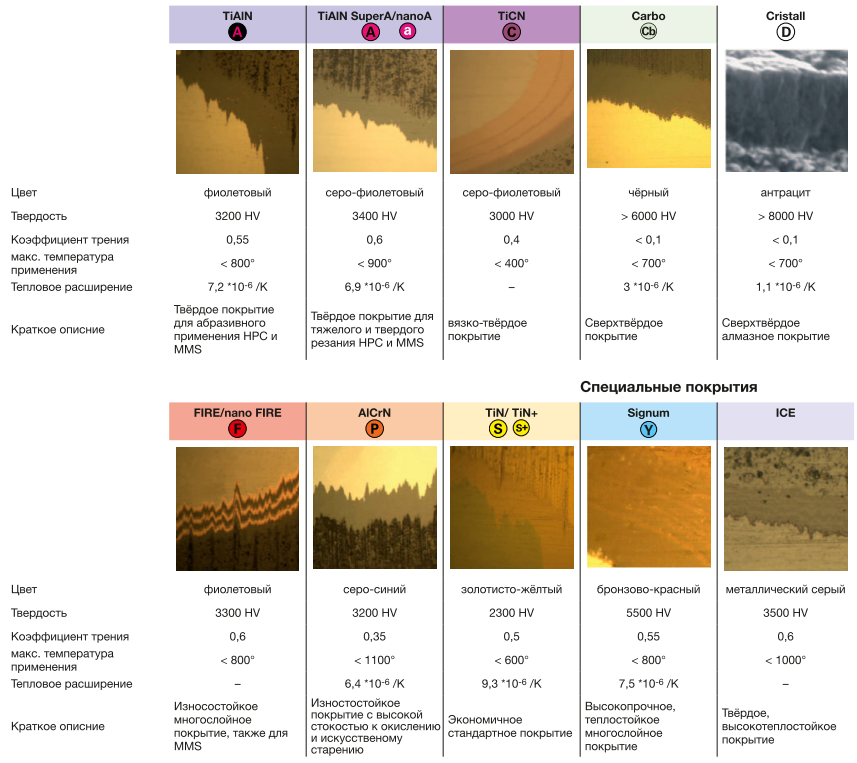
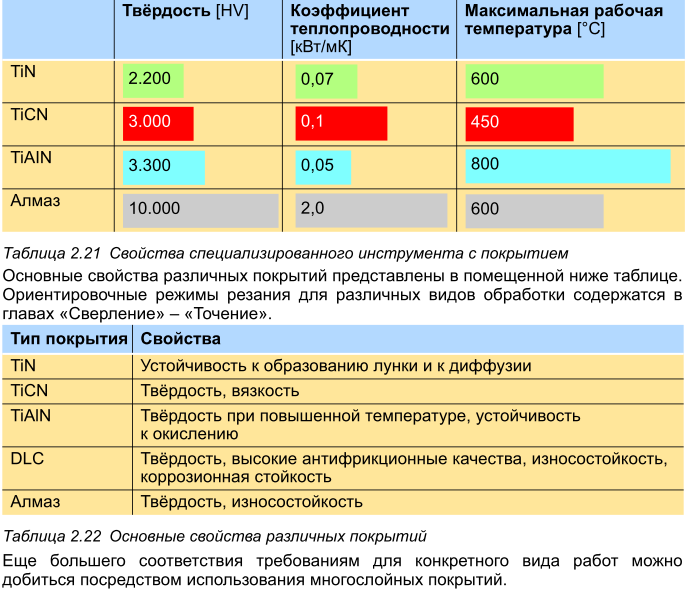
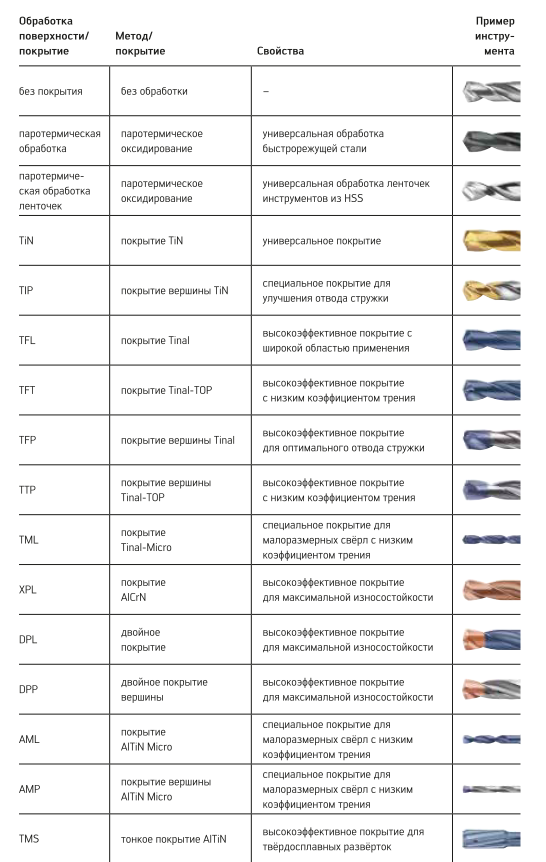
Применяемые типы покрытий для сверл различных производителей.
Свяжитесь с нами
Оставьте свое сообщение и мы свяжемся с вами, чтобы предложить лучшие условия сотрудничества!
Звоните: (812) 407-37-03
Пишите: order@carbidetool.ru
ООО «ТУЛЭКС» ИНН 7838092179, г. Санкт-Петербург, улица Аэродромная, д. 8, литер А, офис 418