Центр
Твердосплавного
Инструмента
- 197348, г. Санкт-Петербург, улица Аэродромная, д. 8, литер А, офис 418
- 8 (812) 407-37-03
- order@carbidetool.ru

Что новенького?
Данный раздел носит только информационно-новостной характер и не преследует целей рекламы, продажи и продвижения продукции каких-либо конкретных производителей. Информация собрана из различных источников, имеет субъективный характер в оценке новизны и актуальности тех или иных инструментов, оснастки и прочей продукции, рассмотренной в данном разделе.
В данном разделе умышленно не освещаются все появляющиеся новые продукты, которые по сути не являются интересными по каким-либо критериям, или реализуют только как дополнение ассортимента того или иного производителя, или подобные конструкции ранее уже были представлены у других производителей. Статьи дополняются по мере поступления новой информации.
Редакция сайта благодарна читателям, присылающим свои новости, дополнения, исправления, отзывы и прочий материал, касающийся данной тематики. Мы надеемся на обратную связь и Вашу помощь, а также считаем что, совместными усилиями, получится более всесторонне полно осветить значимые и интересные новинки из области инструмента и технологической оснастки. Заранее приносим извинения если чей-то материал по тем или иным причинам не полно был освещен или не попал в данный раздел.
У многих производителей большинство разработок можно охарактеризовать как дополнение ассортимента каталога, появляются конструкции по многим критериям схожие с конструкциями конкурентов, предложенными ранее. Но все же постараемся выделить наиболее интересные новинки и представить их в данной статье.
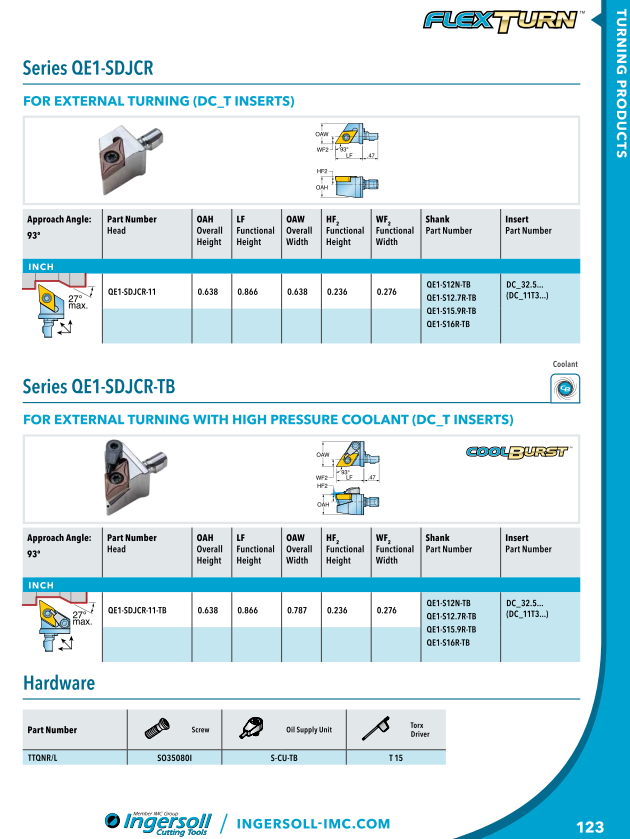
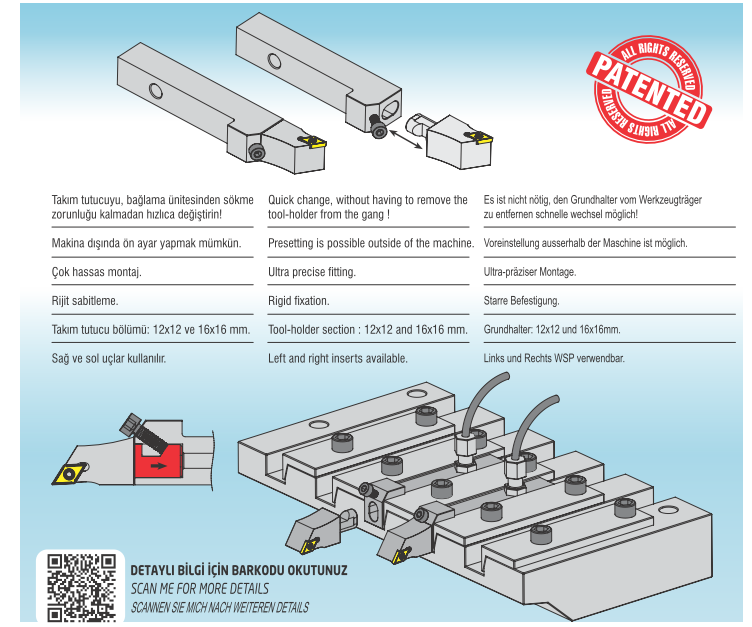
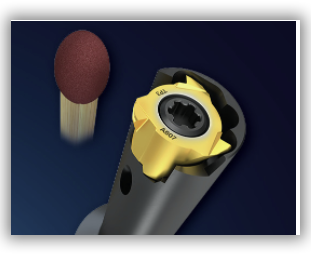
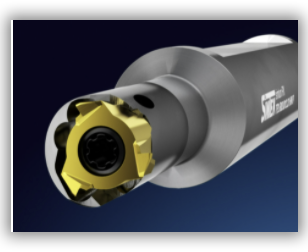
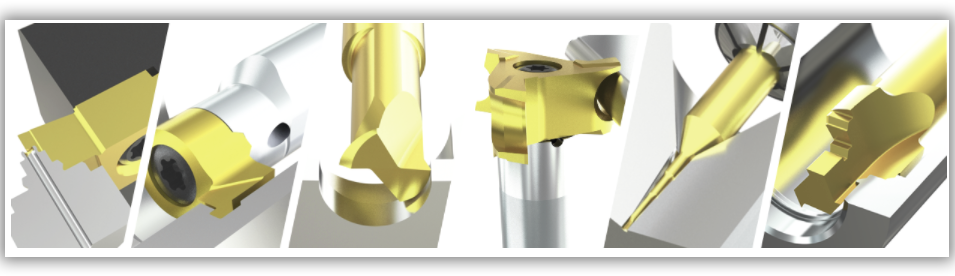
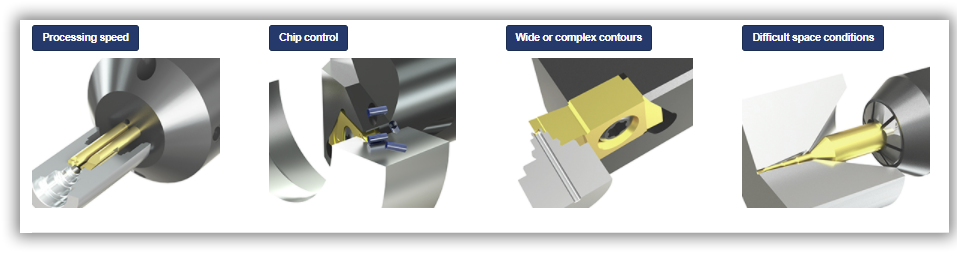
Все больше набирает популярность модульная система оснащения инструментом автоматов продольного точения. Конструкция резцов позволяет без больших затрат времени произвести смену (или переналадку) пластин (резцов). Производители гарантируют точность позиционирования после переустановки по осям X и Z в пределах 0,005 мм. Точность позиционирования, жесткость соединения, ассортимент различных резцовых вставок каждый производитель в рамках своей программы.


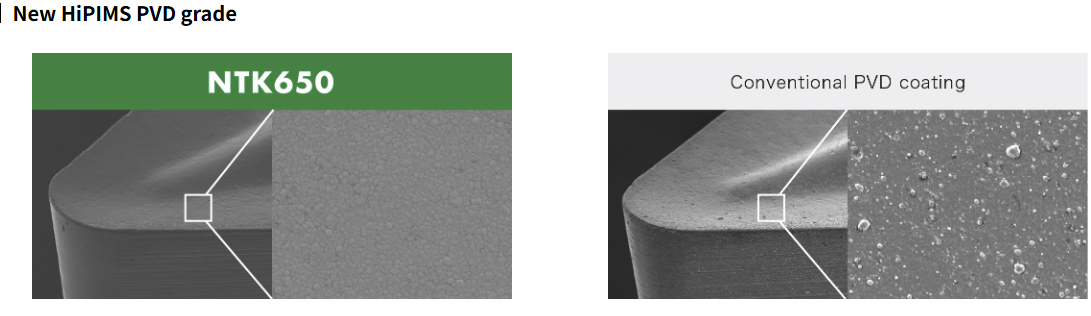
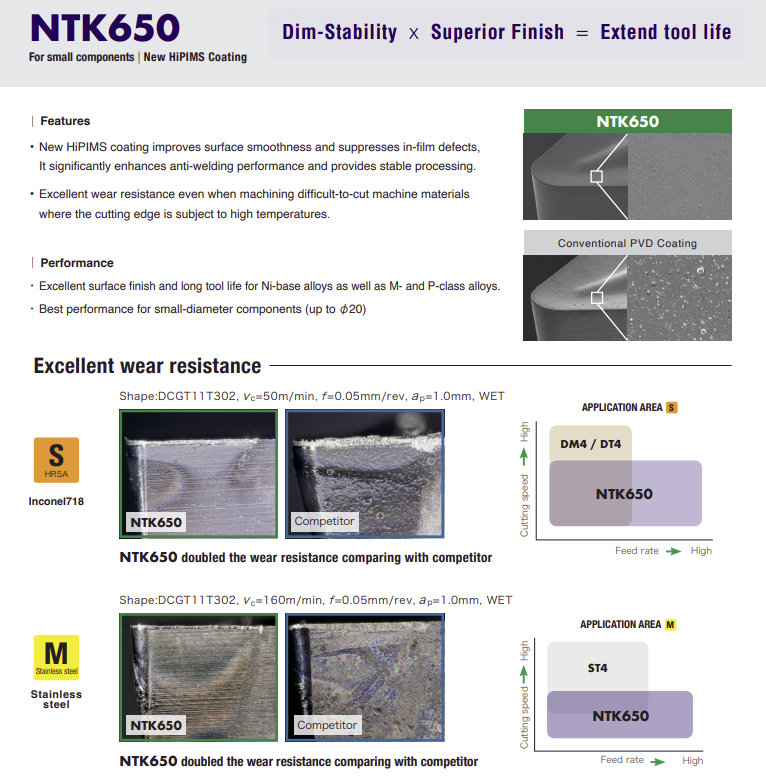
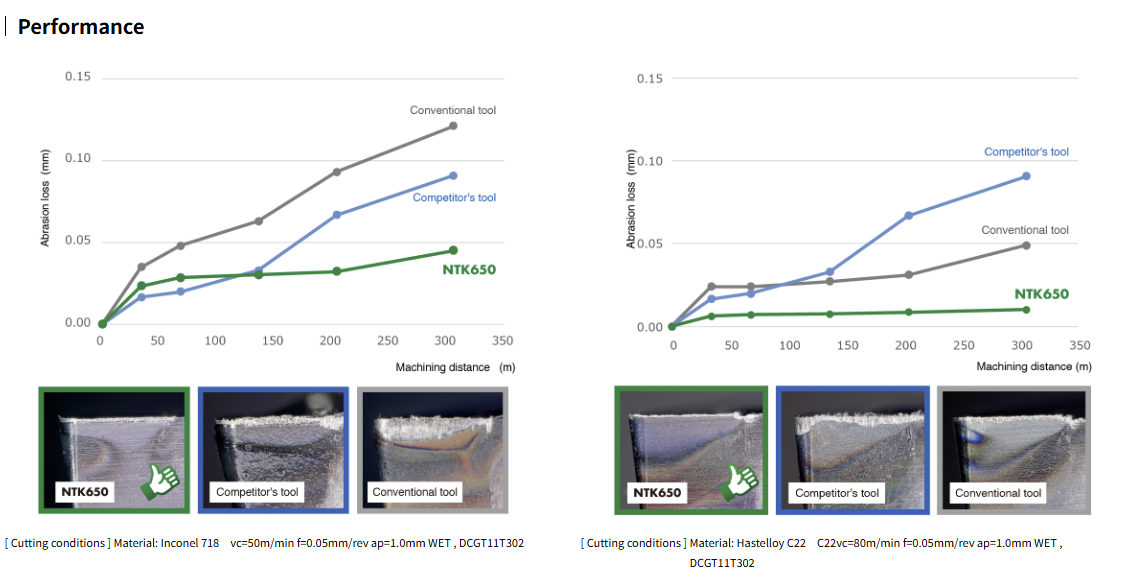
Появляются инновационные сплавы, с направленно выращенным износостойким покрытием, типа HiPIMS TiAlN. В сравнении с обычным методом нанесения покрытий, данная методика позволяет достигать более высокой гладкости поверхности покрытия, его направленности, значительно уменьшаются фрикционные качества покрытия, что обеспечивает высокую чистоту обработки, низкую шероховатость, высокую стойкость режущей кромки инструмента
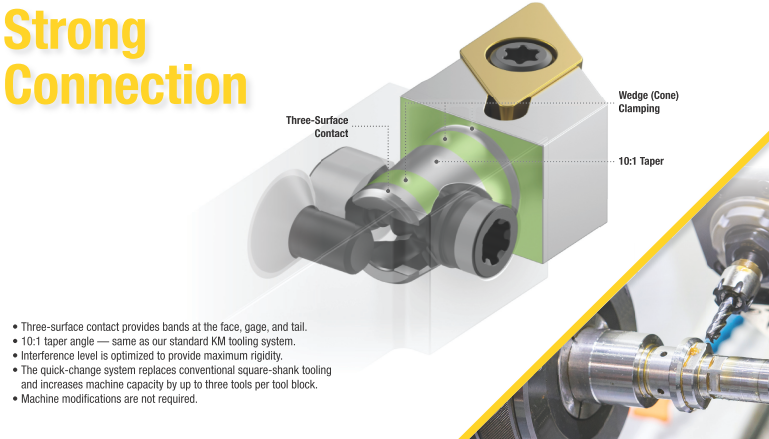
Kennametal благодаря запатентованным видам соединения KM Micro и KM Mini, посадка в которых осуществляется по конической поверхности (конусность 10:1), позволяет осуществлять обработку мощностью до 22 кВт. При этом экономия времени на смену инструмента составляет до 60%, а на переналадку станка до 80%.



Нажмите на картинку для увеличения


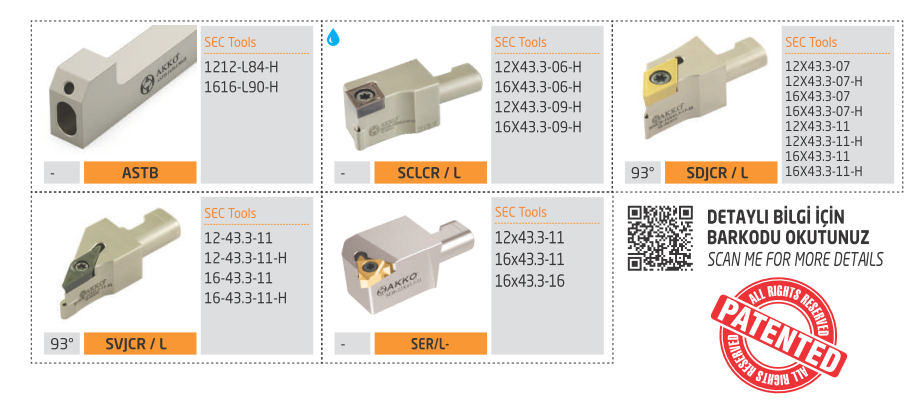
Даже у турецкого производителя как АККО тоже встречается данный ассортимент для автоматов продольного точения, но пока с менее широкой номенклатурой вставок. На счет точности позиционирования и жесткости соединения тоже остаются вопросы.
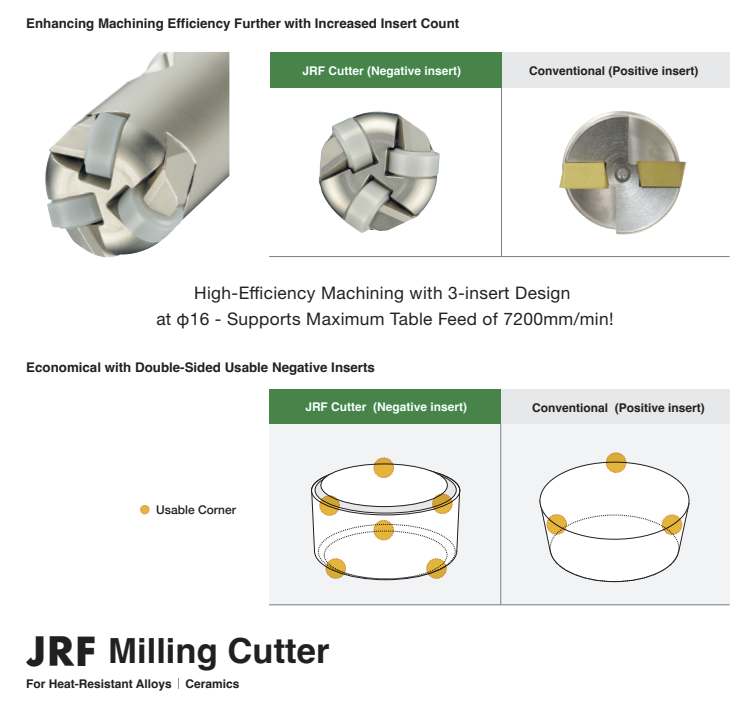
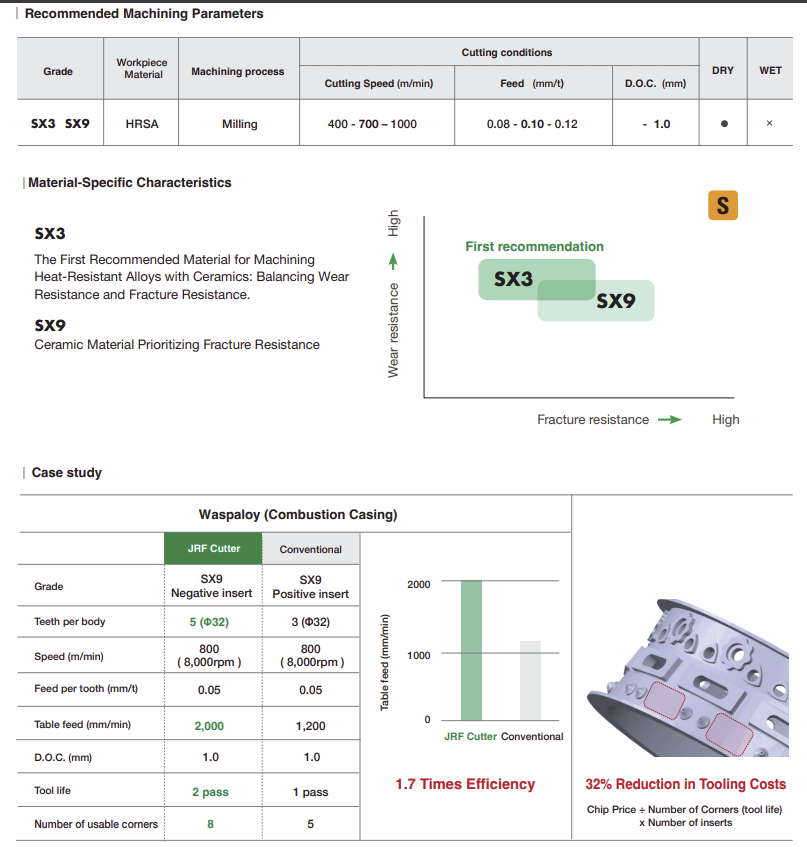
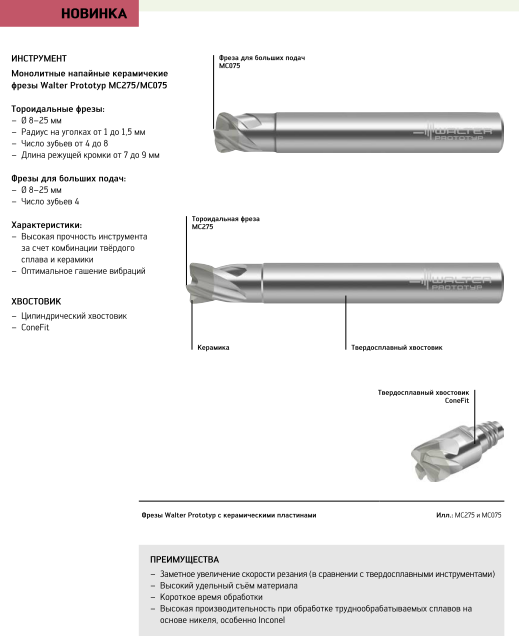
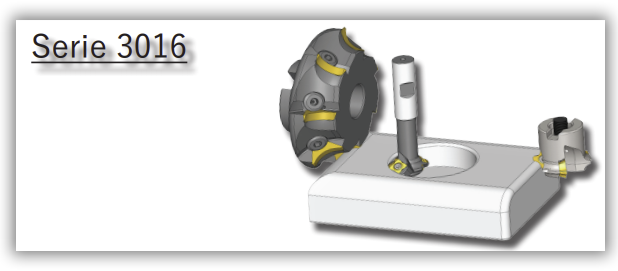
Возросло применение фрез со сменными пластинами из керамики для обработки жаропрочные материалов HRSA, что повлекло за собой и расширение ассортимента предлагаемых фрез и их различных конструктивов, многие из которых имеют весьма уникальную конструкцию.
Нужно отметить, что производительность (съем материала) инструментами оснащенными керамическими пластинами на несколько порядков выше, чем фрезами с твердосплавными пластинами (скорость резания в среднем керамическими пластинами 500-800 м/мин, в сравнении с тв.сплавом 15-35 м/мин). Но так же нужно отметить, что и нормально работают керамические пластины в определенном диапазоне скоростей и подач (на низких режимах их стойкость резко падает, поэтому не стоит назначать режимы из каких-то возможностей станка или из каких-то интуитивных соображение - есть режимы производителя. именно их и нужно придерживаться, пока не будет в зоне резания оптимальной температуры, керамика работать не будет).
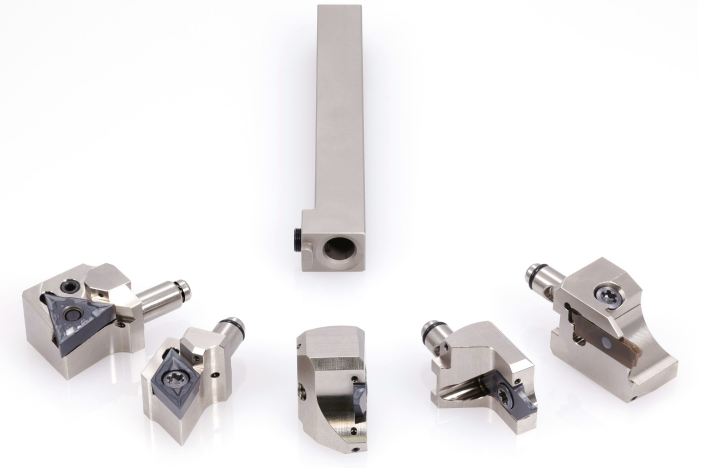
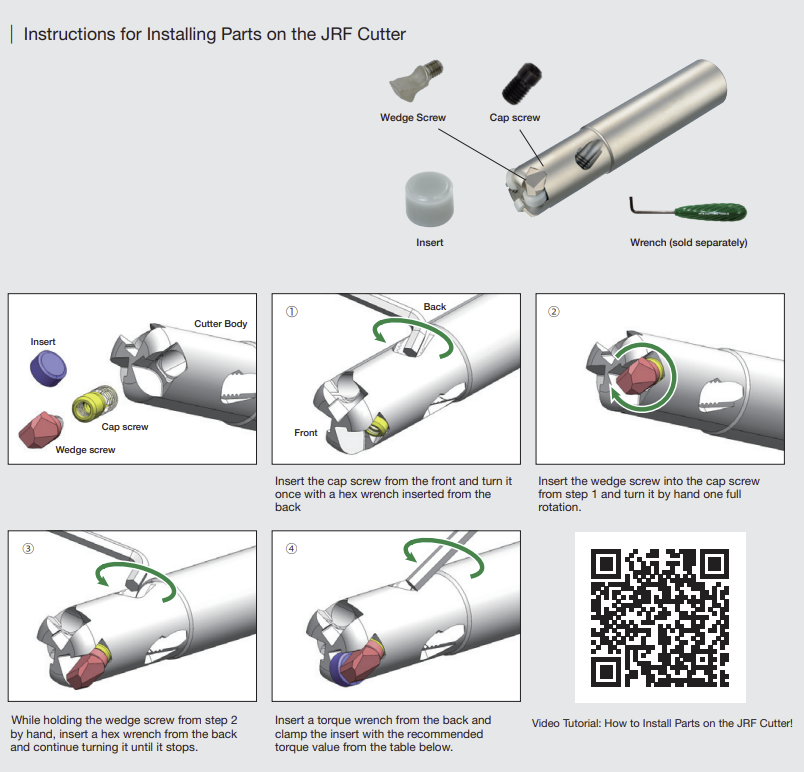
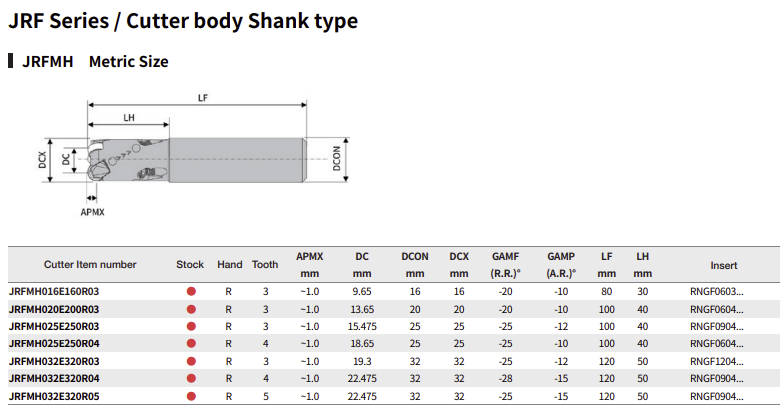
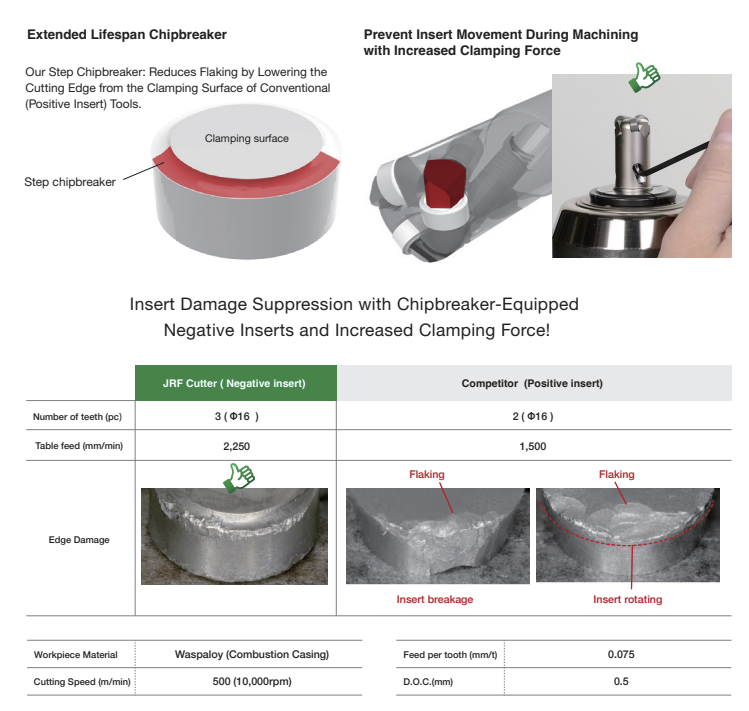
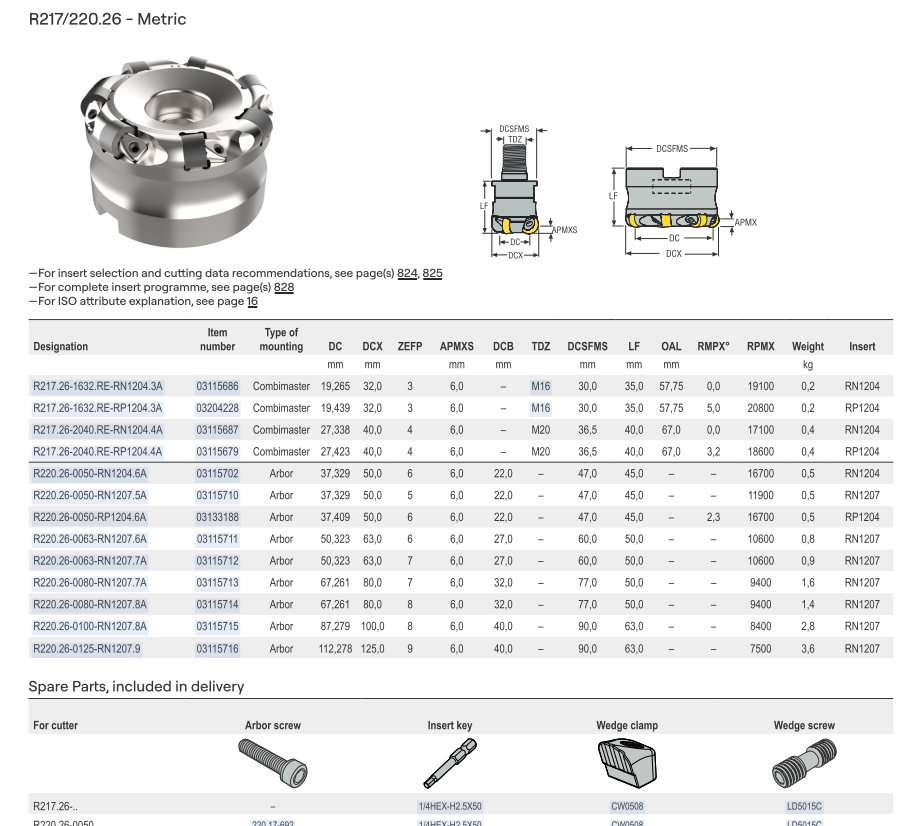
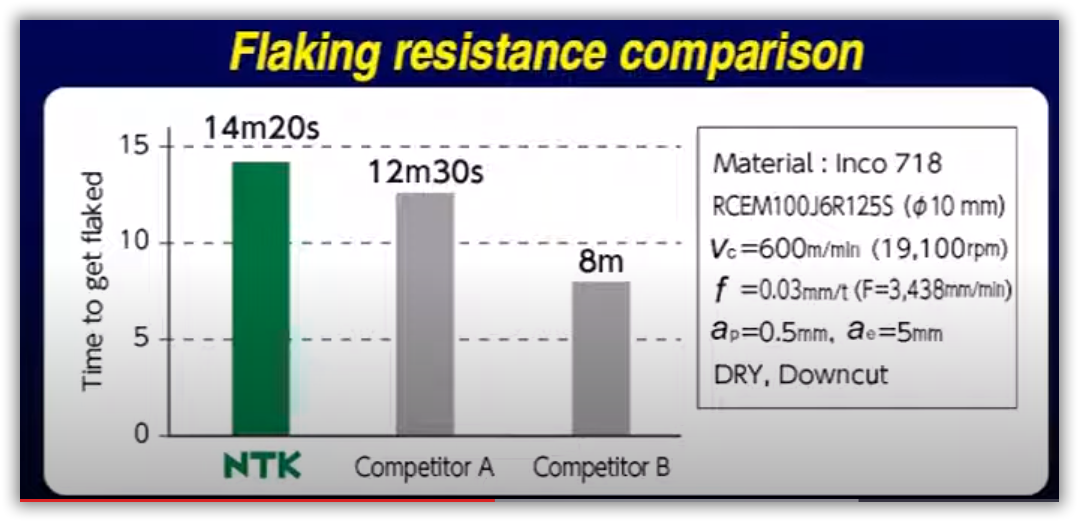
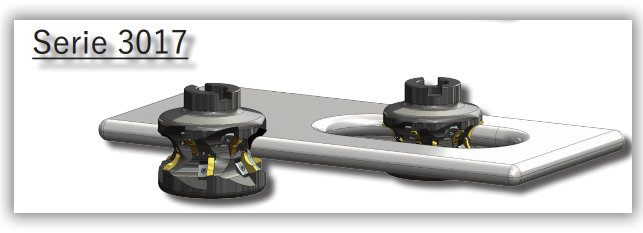
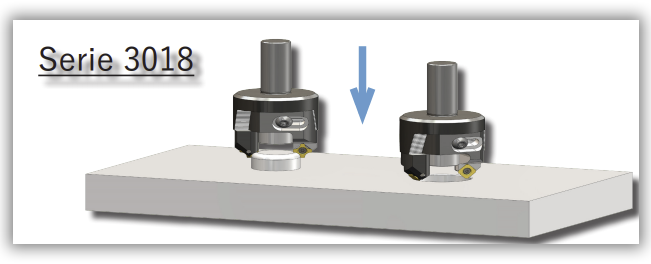
Японский производитель NTK создал корпус фрезы размером 9,65 мм с установкой на данном диаметре 3-х круглых пластин диаметром 6 мм, при этом конструкция корпуса фрезы позволяет затягивать пластину в корпусе клиновым прихватом, что значительно улучшает жесткость и увеличивает стойкость пластин.

Аналогичные фрезы сейчас будут в каталоге Iscar, Tungaloy и прочих брендах в составе IMC...т.к. с NTK заключен договор и взаимном сотрудничестве. Нужно конечно отметить что фирма NTK и так мало в чем нуждалась (это производитель прекрасной керамики, CBN и тв.сплавных инструментов), но видимо расширение рынков сбыта приоритетная задача.
Нажмите на картинку для увеличения
Системы зажимов и фиксации для производства, сборки, контроля качества и измерений.
С постоянно растущей сложностью и разнообразием изготавливаемых компонентов растет и спрос на высокогибкие производственные решения. В то же время уровень автоматизации современных производственных объектов продолжает расти. Чтобы удовлетворить эти меняющиеся потребности, MATRIX последовательно совершенствует технологию адаптивных зажимных систем.
Технология 3D-печати произвела революцию в производстве и позволяет производить заготовки с очень сложной геометрией. Однако эта сложность представляет особую проблему, когда дело доходит до машинной постобработки или точного измерения заготовок. Для обработки функциональных поверхностей с требуемой точностью или для удаления опорных конструкций заготовки должны быть надежно закреплены.
Задача: Надежная фиксация сложных заготовок
Надежная фиксация таких сложных форм, будь то для обработки или метрологии, имеет важное значение для достижения требуемой точности и качества поверхности. Традиционные системы зажима часто достигают здесь своих пределов, что увеличивает потребность в инновационных решениях.
Решение: Модульные зажимные системы от MATRIX
Модульные зажимные системы MATRIX предлагают гибкое и эффективное решение этой проблемы. Эти системы разработаны для оптимальной адаптации к конкретным требованиям постобработки и метрологии.

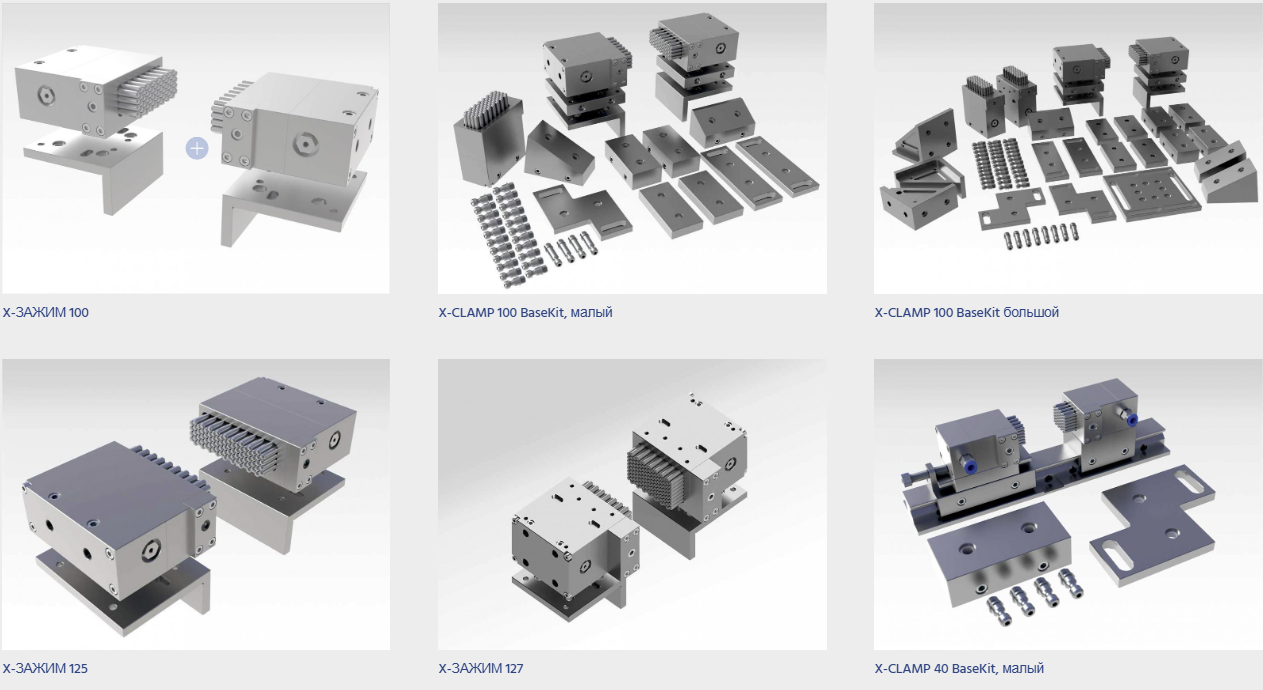
Применение в обработке
Система X-Clamp была специально разработана для использования в обработке, где требуются более высокие усилия и высокая устойчивость к загрязнениям. Эта система может быть установлена на тисках станка в качестве зажимной губки или использоваться в качестве гибкой опоры непосредственно на столе станка. Она надежно выдерживает воздействие охлаждающих жидкостей и стружки, обеспечивая при этом надежный захват даже при грубых допусках заготовки

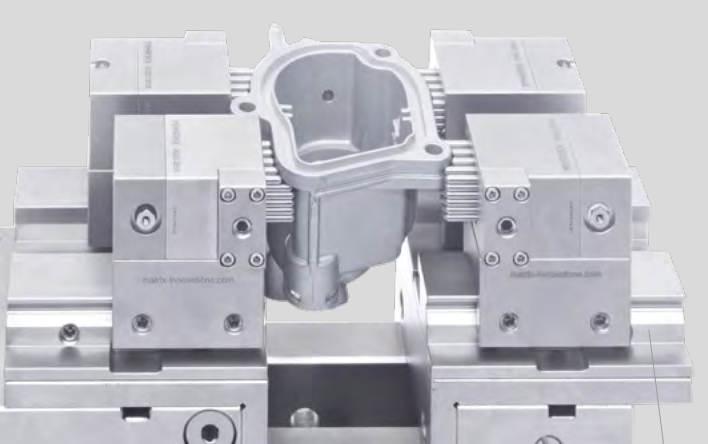
Турбинные лопатки, как для авиации, так и для газовых турбин, производятся в самых разных формах и размерах. Такая высокая изменчивость представляет собой особую проблему, поскольку лопатки необходимо многократно фиксировать в процессе производства и проверки. Из-за их очень сложной геометрии обычные зажимные инструменты часто оказываются недостаточными, что приводит к высоким затратам на разработку и производство специальных зажимных приспособлений.
В нашем конкретном клиентском приложении робот должен извлекать различные типы лопаток из приспособления, а затем подавать их в измерительную ячейку, где их необходимо надежно закрепить для автоматизированного процесса измерения.
Система Flex-Clamp от MATRIX® предлагает инновационное решение этой проблемы. Эта адаптивная система зажима может быть установлена как конечный эффектор на захватах робота или использоваться как гибкая опора. Она состоит из множества подпружиненных штифтов MATRIX, которые немедленно адаптируются к любой геометрии заготовки, когда захват закрыт. После адаптации штифты пневматически блокируются для поддержания отрицательной формы заготовки и приложения силы захвата.
Особенностью системы Flex-Clamp является безнапорная блокировка, которая обеспечивает надежную фиксацию заготовок даже в случае отказа пневматической системы. Турбинные лопатки различных типов можно безопасно захватывать или фиксировать с помощью всего одной адаптивной системы захвата, не причиняя вреда — будь то лопатка или профиль елки.
Система Flex-Clamp от MATRIX® производит революцию в обработке изменяющихся и сложных деталей, устраняя остановки производства для замены захватов. Необходимость в производстве и хранении специальных захватных губок устраняется, что значительно экономит затраты. Кроме того, высокая гибкость позволяет полностью заменять захватные станции.



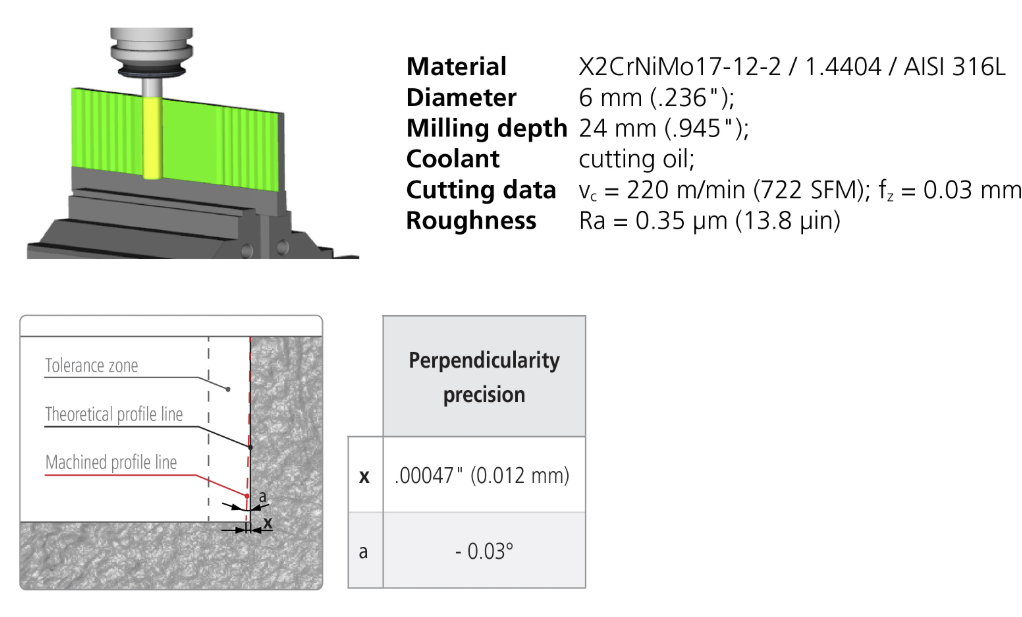
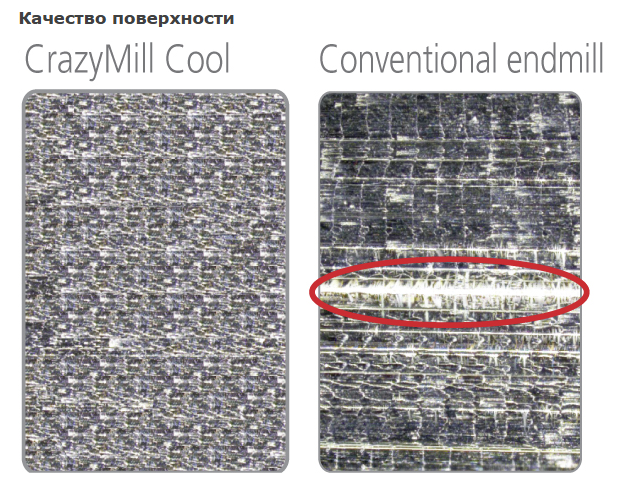
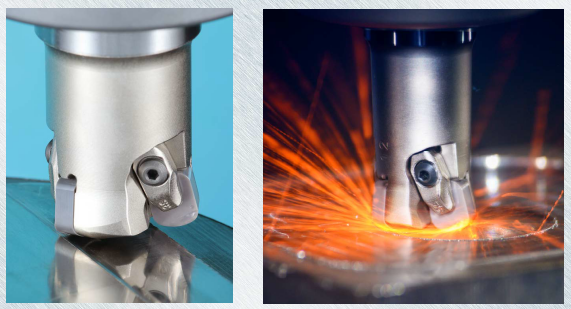
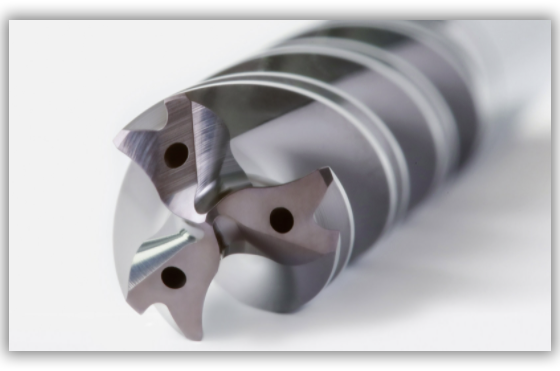
CrazyMill Cool CF, последнее поколение фрез от Mikron Tool, работает с минимальным давлением резания бокового фрезерования, что обеспечивает обработку без вибраций. Результат — превосходное качество поверхности (Ra 0,5 мкм или лучше).
Усовершенствованная геометрия режущей кромки, которая обеспечивает высокодинамичные процессы фрезерования. Фреза прекрасно работает с деликатными заготовками, которые имеют тенденцию вибрировать или когда преобладают нестабильные ситуации зажима.
Карманы и пазы также могут быть изготовлены эффективно, точно и с высококачественной отделкой поверхности. Это применимо ко всем материалам, от углеродистой стали до труднообрабатываемых материалов, таких как нержавеющая сталь , титан и суперсплавы.
При разработке новой концевой фрезы особое внимание было уделено поиску идеального баланса между углом резания, углом наклона и кондицией режущей кромки. Повышенная режущая способность обеспечивает очень низкое боковое режущее давление, так что концевая фреза может надежно резать даже при вылете (4 xd), в сочетании с высокодинамичной стратегией фрезерования (HDM) обеспечивает очень высокую скорость съема материала (Q).
Благодаря специально разработанным микро- и макрогеометриям резания CrazyMill Cool CF обеспечивает очень низкое боковое

давление резания, что имеет решающее значение для поддержания низких сил резания, перпендикулярных компоненту. Это является предпосылкой для ограничения отклонения фрезы до минимума и, таким образом, гарантирует допуски формы и перпендикулярность в соответствии с требуемыми значениями допусков, даже при максимальной глубине зацепления фрезы.
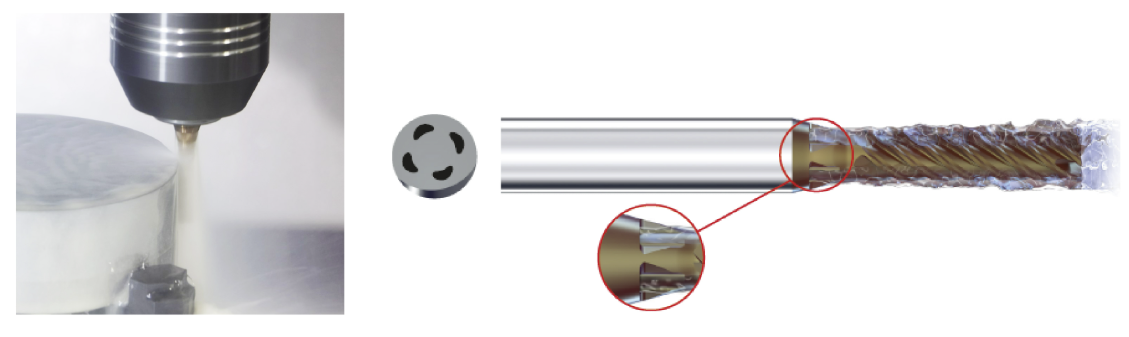
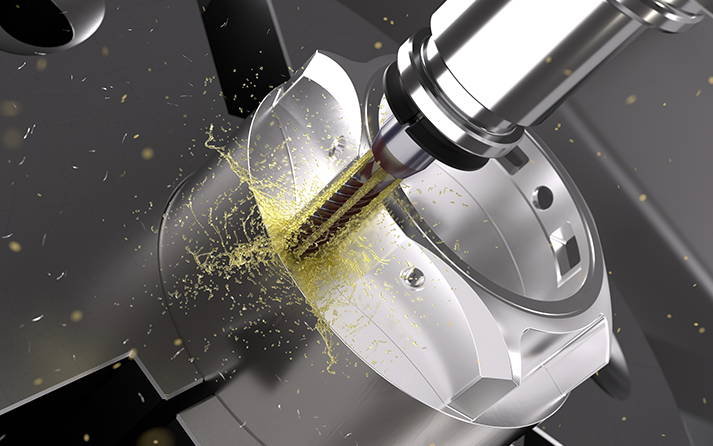
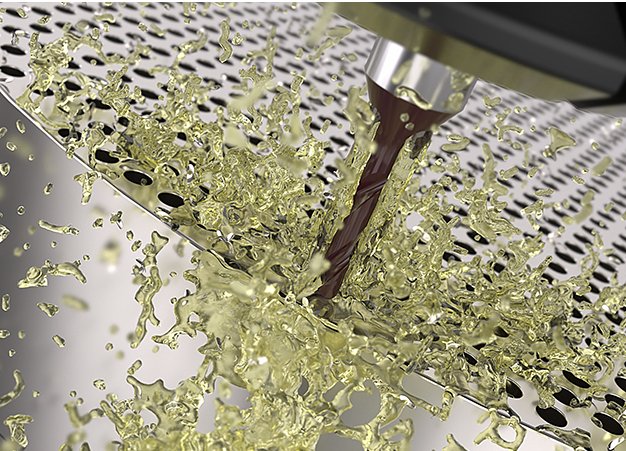
Запатентованные охлаждающие каналы фрез Mikron Tool, проходящие через хвостовик, обеспечивают постоянное и массивное охлаждение режущих кромок. Превосходная охлаждающая способность непосредственно в зоне резания обеспечивает гораздо более высокую скорость резания, а также значительно снижает износ. Массивная струя охлаждающей жидкости (всего от 15 бар) также гарантирует зону обработки без стружки и предотвращает двойную резку стружки. Более высокие скорости резания в сочетании со стратегией HDM приводят к надежному процессу фрезерования с высокой скоростью съема при сохранении превосходного качества поверхности.
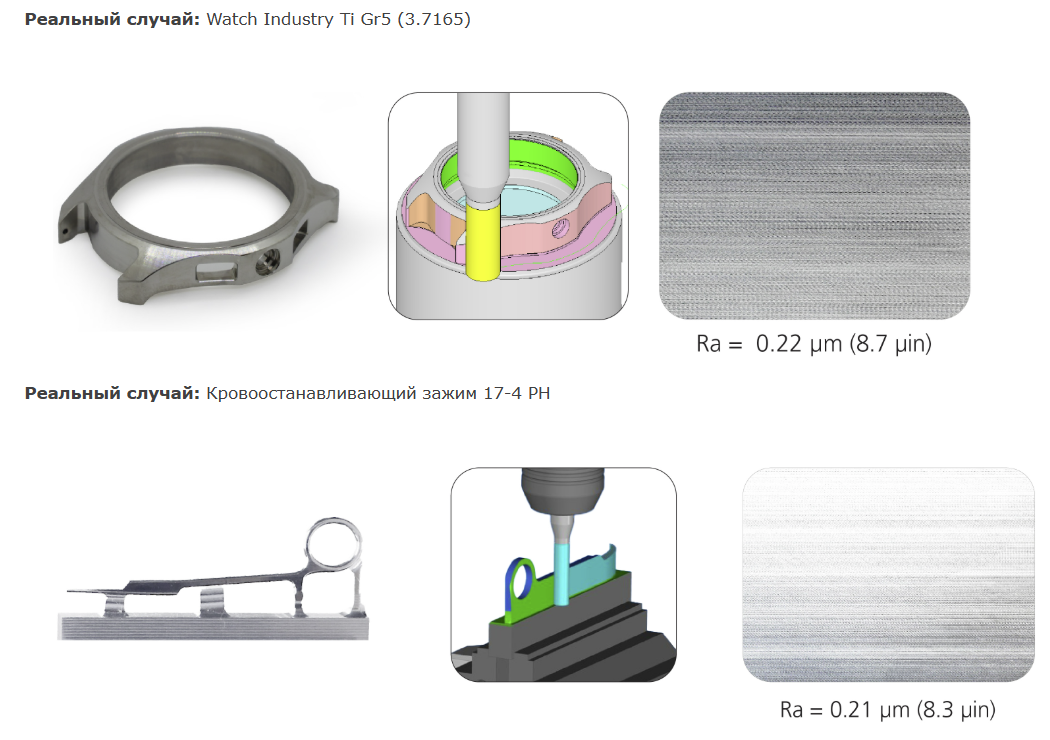
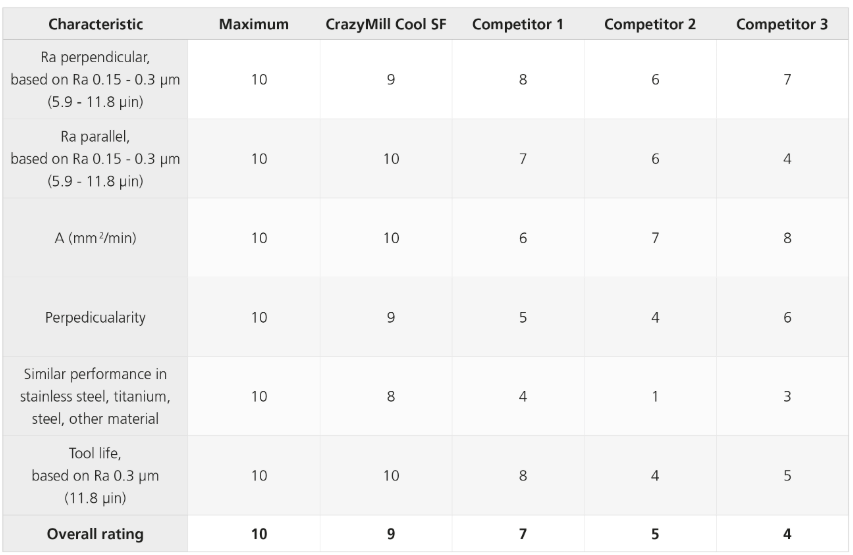
Новейшая разработка от Mikron Tool — CrazyMill Cool SF — высокопроизводительную концевую фрезу для суперфинишных операций, которая в очередной раз устанавливает новый стандарт качества поверхности: она доводит поверхности до качества шлифования и позволяет отказаться от последующих шлифовальных операций!
Это стало возможным благодаря идеальной координации современной концепции фрезерования, которая включает в себя специально разработанную твердосплавную подложку на основе сверхмелкого размера зерна, высокоэффективную интегрированную концепцию охлаждения и подготовку режущей кромки, которая была специально разработана для суперфинишной обработки. Кроме того, имеется новая геометрия резания, которая включает в себя переменный угол наклона спирали и неравное угловое разделение зубьев.
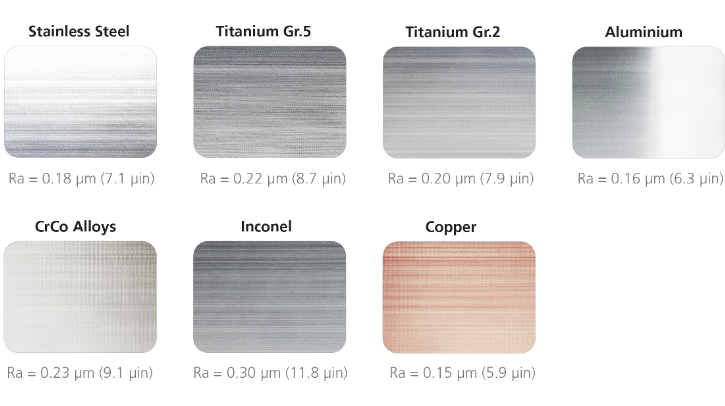
Например, при обработке нержавеющей стали марки 316L CrazyMill Cool SF обеспечивает стабильное качество поверхности ниже Ra 0,3 мкм в течение более семи (!) часов обработки! Испытания также проводились в (хромированной) стали, бессвинцовой латуни, меди, кобальт-хроме и инконеле.

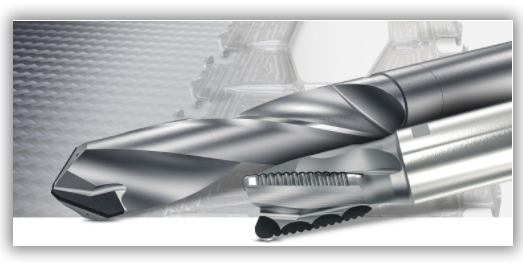
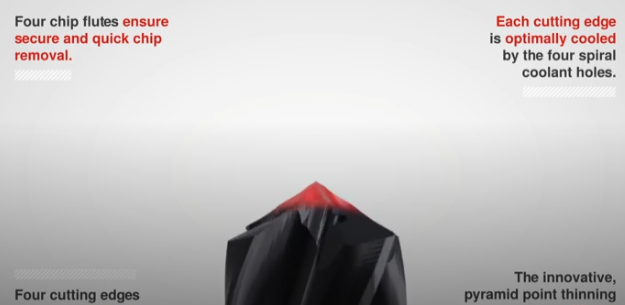
Микросверло CrazyDrill Titanium TN/TK было разработано специально для сверления всех титановых сплавов, включая чистый титан (!), диаметром от 0,2 до 2 миллиметров и глубиной 3 x d и 6 x d. Его можно использовать уже при внутреннем охлаждении 15 бар, поэтому система охлаждения под высоким давлением не является абсолютно необходимой.
Конструкция нового микросверла CrazyDrill Titanium TN/TK включает в себя следующие особенности:
Геометрия наконечника, адаптированная под все марки титана, гарантирует низкую осевую силу резания и, в сочетании с разработанным внешним профилем сверла, обеспечивает максимальную точность сверления.
Полированные канавки для надежного удаления стружки
Покрытие, специально разработанное для сверления титановых материалов
Это означает, что высокопроизводительное сверло CrazyDrill Titanium TN / TK способно сверлить все титановые сплавы и даже чистый титан с высокой надежностью процесса. CrazyDrill Titanium TN/TK обеспечивает максимальную скорость подачи, очень долгий срок службы, оптимальную надежность процесса и очень высокую точность сверления.
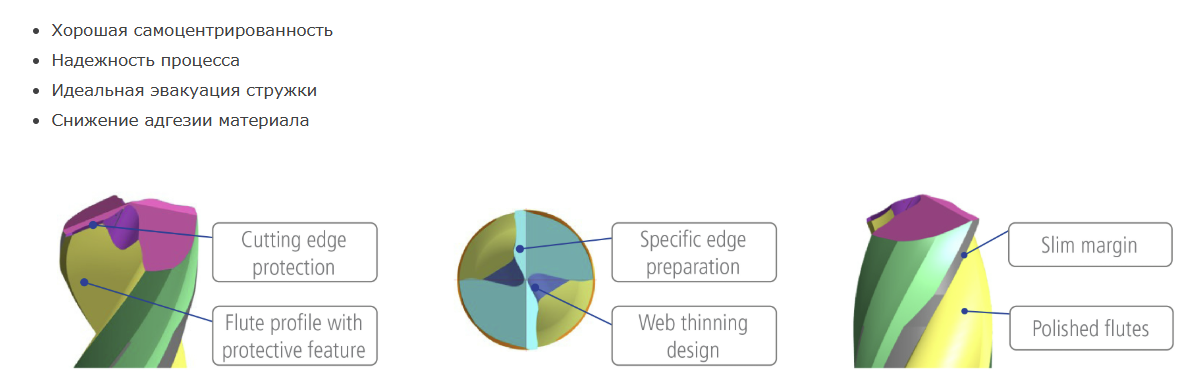
CrazyDrill Titanium TK/TN разработан с экстремально малым утончением перемычки и особой передовой конструкцией для сверления с низкими осевыми силами. Результатом является снижение силы на 25–45%.
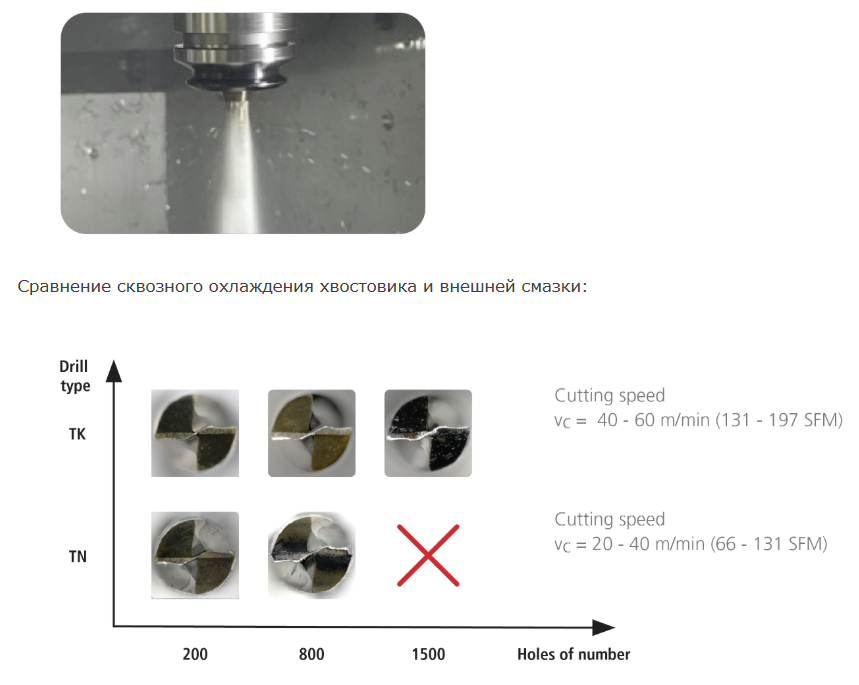
При сверлении титана высокая тепловая нагрузка на режущую кромку создает проблему. Это приводит к сколам режущей кромки и увеличивает износ инструмента. Лучшими технологиями охлаждения для сверл диаметром более 1 мм (и наличием минимального давления охлаждающей жидкости 40 бар) являются скрученные внутренние охлаждающие каналы, выходящие на кончик сверла. Для диаметров сверл от 0,2 мм следует искать другие технологии, обеспечивающие стабильный и надежный процесс сверления!
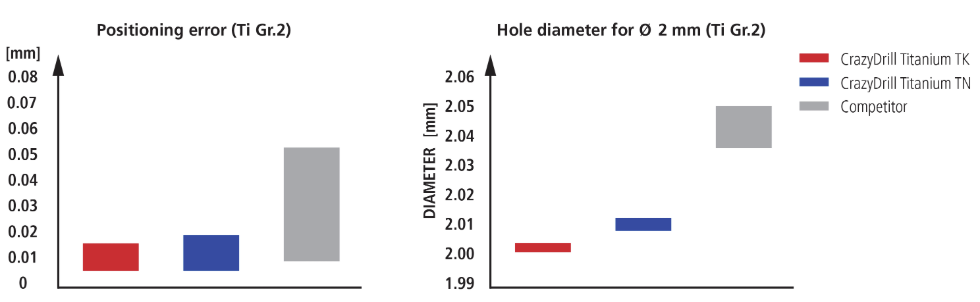
Титан обладает высокой эластичностью и прочностью на разрыв. Поэтому требования к достижению хорошего качества поверхности, точности диаметра, округлости и положения очень высоки.
Идеальное сочетание дизайна для достижения наилучших результатов:
Утончение кончика сверла/перемычки: - низкая осевая сила - хорошее позиционирование и малое отклонение
Тонкий край: - предотвращение прилипания материала - хорошее качество поверхности
Режущая кромка с защитой: - прочные режущие кромки (без поломок) - точный диаметр отверстия

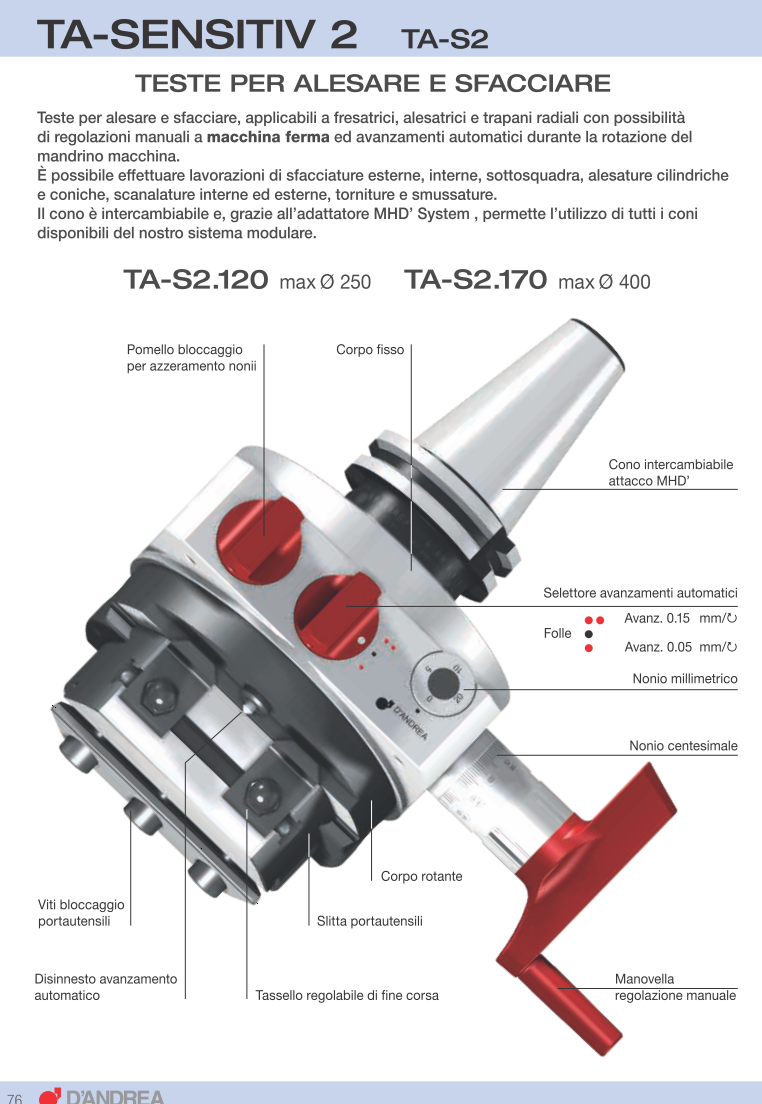
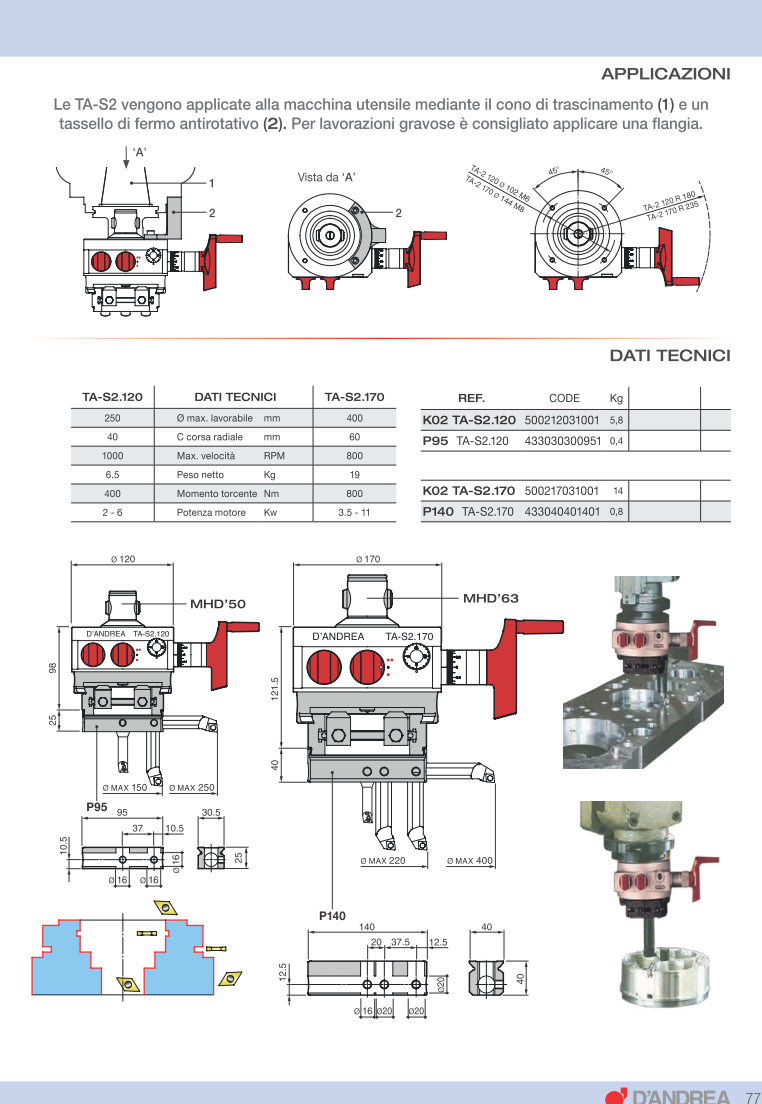
Итальянский производитель расточных систем D'Andrea снова с 2024 года поставил на производство универсальные расточные головки с автоматической подачей.
Доступно 2 модели с максимальным диапазоном растачивания до 250 и 400 мм (соответственно размер расточных головок 120 и 170 мм)
Предусмотрен переключатель радиальной подачи 0,05 мм/об и 0,15 мм/об, конструкция установки хвостовиков как и у прочих расточных головок по посадке MHD- типа.
А так же производитель снял с производства хвостовики с конусностью 7:24 с конусом 45 и хвостовики с конусом Морзе - больше такие варианты хвостовиков к заказу не доступны.
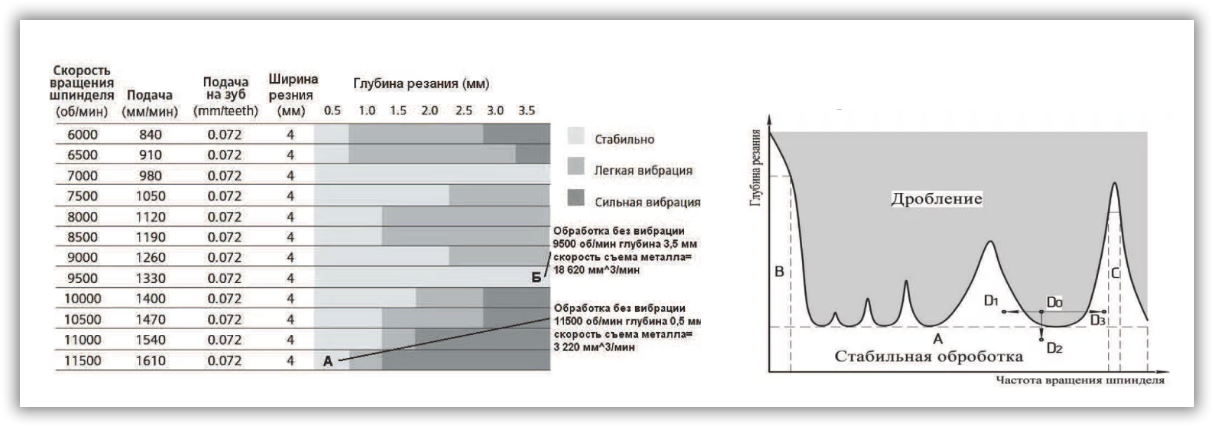
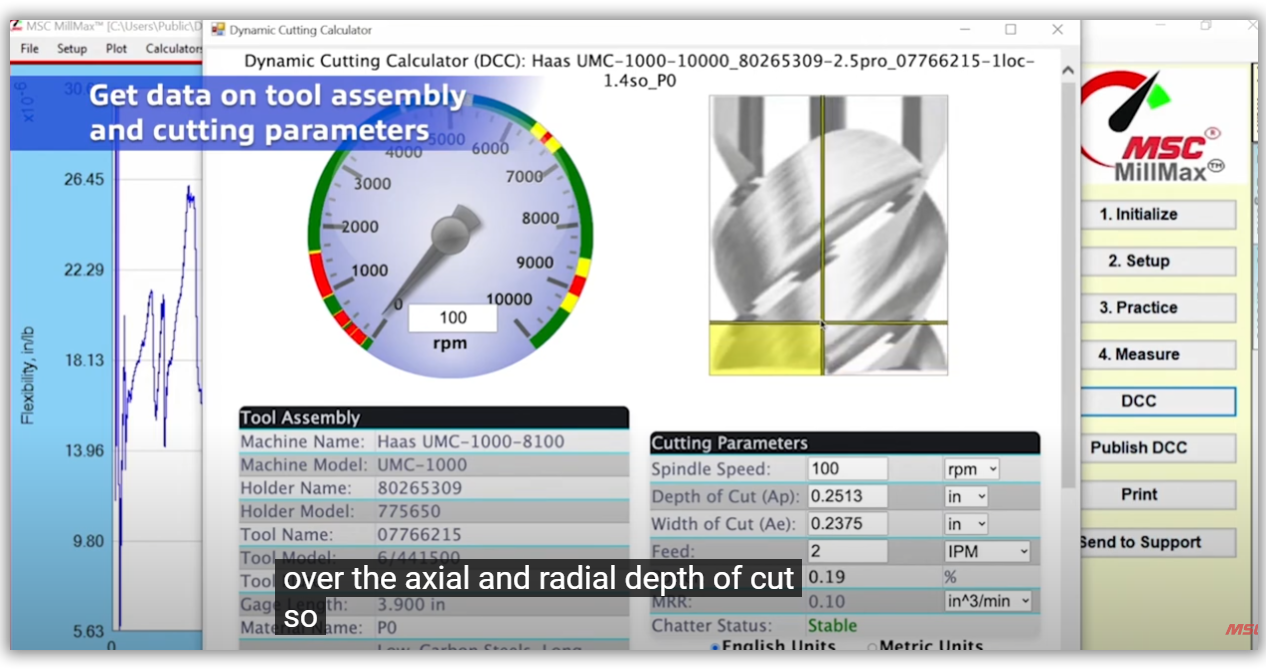
Появилась интересная разработка от MSC Industrial Supply Co. позволяющая оптимизировать выбор режимов резания при фрезеровании.
Проблема как найти оптимальные параметры резания, обеспечивающие наилучший процесс обработки возникает очень часто. В основном это был вопрос проб и ошибок. Теперь это можно сделать за считанные минуты с помощью технологии, которая может анализировать вибрационную сигнатуру любой комбинации станка и инструмента и расшифровывать оптимальные параметры обработки. При таком подходе вы можете повысить эффективность обработки в несколько раз, достигнув при этом исключительно высокого качества продукции и повышения стойкости инструмента.

Зачастую при возникновении вибрации стараются снизить скорость резания, далее урезают глубину резания, подачу, перекрытие..., что дает положительный результат. При этом снижается и производительность. Но часто аналогичный результат можно получить и при повышении режимов резания, если попасть в соответствующую зону стабильных частотных характеристик системы СПИД в целом (а значит не снижать производительность, а наоборот повысить ее).
Нужно заметить, что подобная методика уже давно применялась при ВСО стратегии с целью исследования как нагрузочно-частотной характеристики самого станка, так и системы СПИД в целом https://carbidetool.ru/high_speed_cutting
Программное обеспечение MSC MillMax включает в себя панель инструментов с интерактивным спидометром, а также изображением инструмента и соответствующими ползунками, которые позволяют пользователю экспериментировать с осевой и радиальной глубиной резания в поисках наилучшей скорости съема материала. Всякий раз, когда параметры резания (нагрузка) изменяются, приборная панель автоматически настраивается, чтобы найти зоны относительной скорости, в которых вибрации не будет.
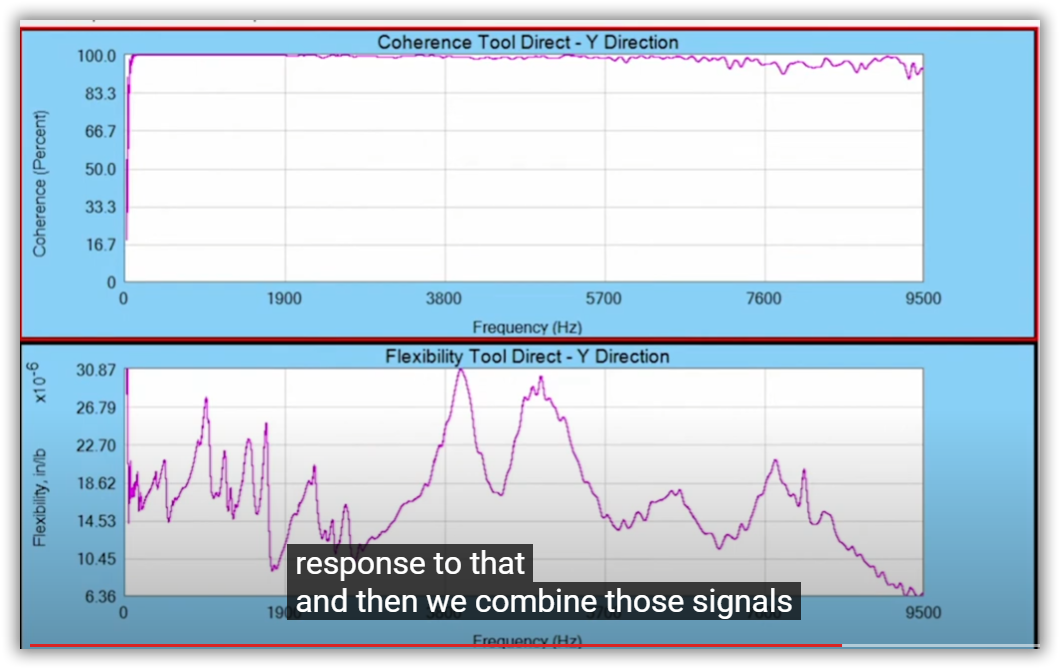
При помощи программного продукта и средств измерения MSC Industrial Supply Co. проводится тестирование частотной характеристики шпинделя станка и непосредственно конкретной инструментальной наладки (патрон+фреза). На шпиндель, на инструмент закрепляются датчики и производятся небольшие удары специальным молоточком по инструменту.


Программный модуль обрабатывает полученные сигналы от датчиков и анализирует спектр сигнала и составляющие гармоники.
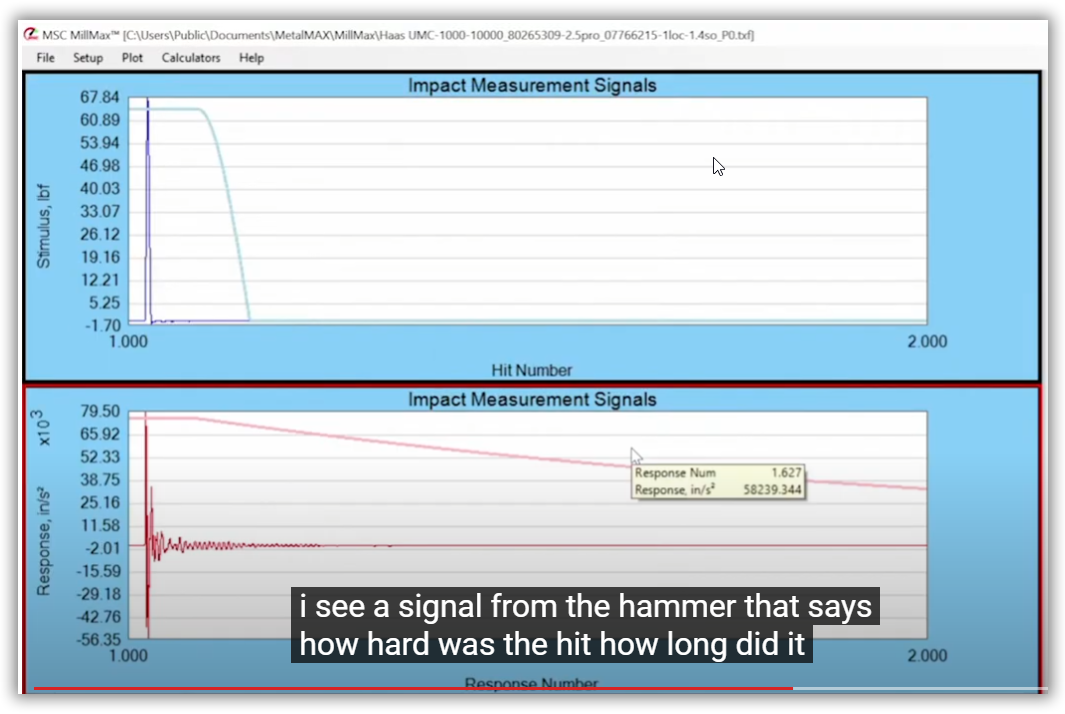
Нажмите на картинку для увеличения.
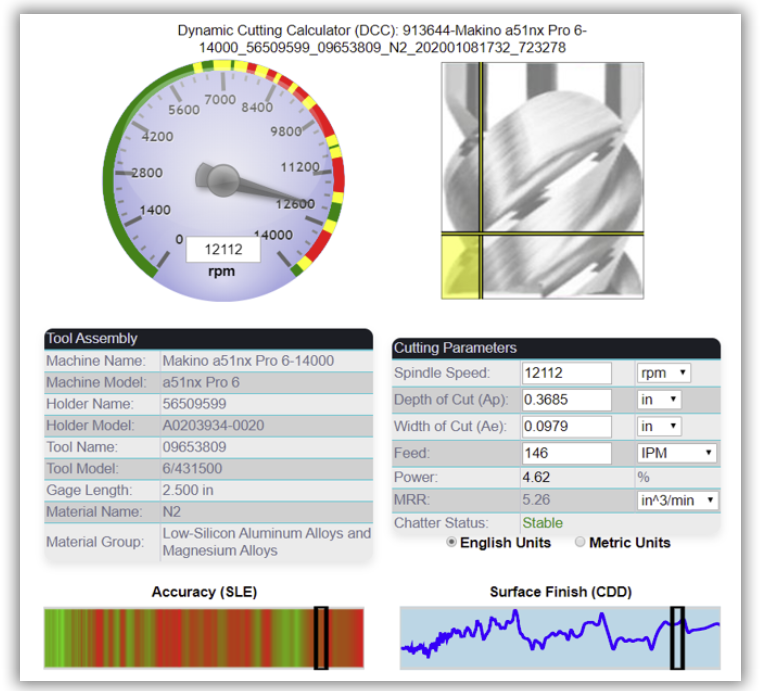
Многие испытания MillMax были проведены в полевых условиях в различных отраслях промышленности и дали поразительные результаты.
Например:
- в ключевом приложении производитель аэрокосмической промышленности Ascentec Engineering увеличил скорость съема металла (MRR) на 300 % и сократил время цикла на 80 %, что позволило повысить производительность на 410 %.
- производитель кузнечного инструмента Gemini Precision Machining улучшила MRR на 30%, добившись увеличения срока службы инструмента на 30%.
- производитель воздушных компрессоров VMAC Global Technology увеличил скорость на 18 % и скорость подачи на 122 %, что позволило увеличить MRR на 121 %. Благодаря этому изменению было восстановлено 183 машино-часа в год и увеличена производительность на 9%.
Есть много таких примеров в широком спектре отраслей и приложений, включая аэрокосмическую, автомобильную, медицинскую, оборонную и различные мастерские. Общий средний прирост достигает:
- 200% увеличение скорости подачи
- Увеличение скорости съема металла на 300 %
- 50% сокращение времени цикла
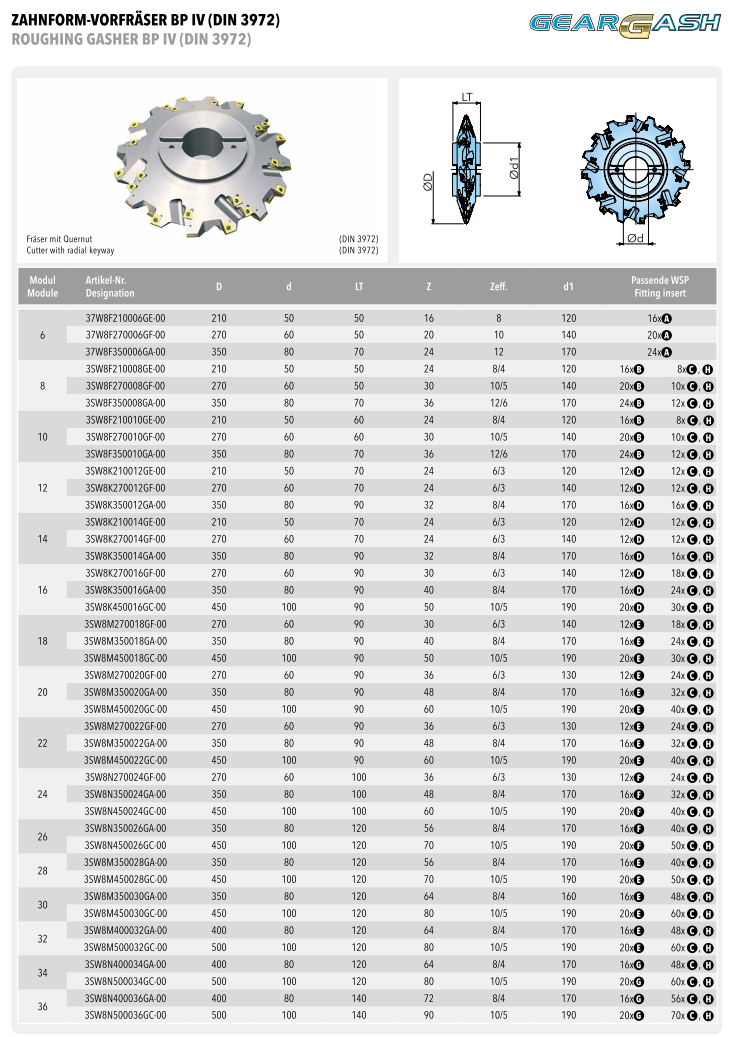
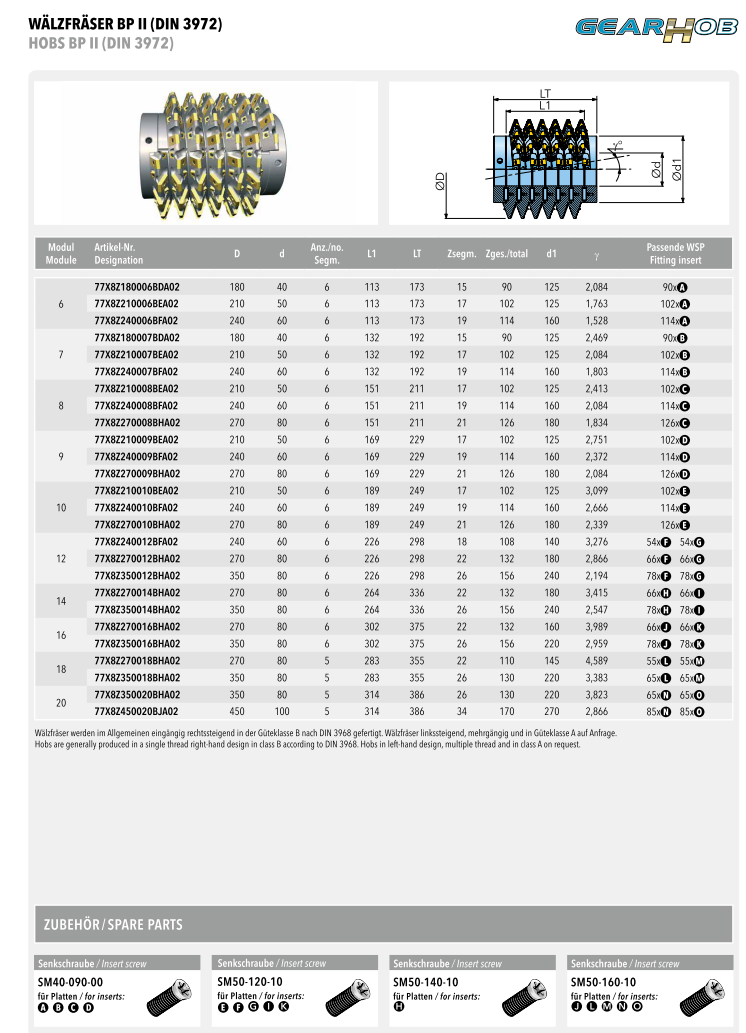
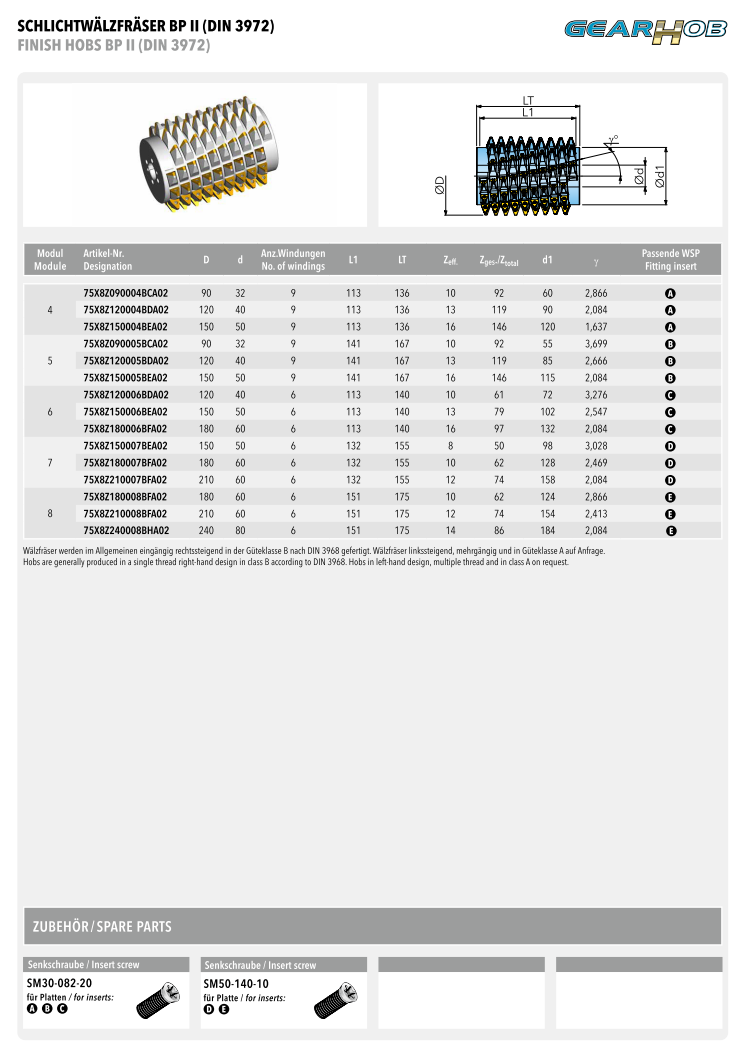
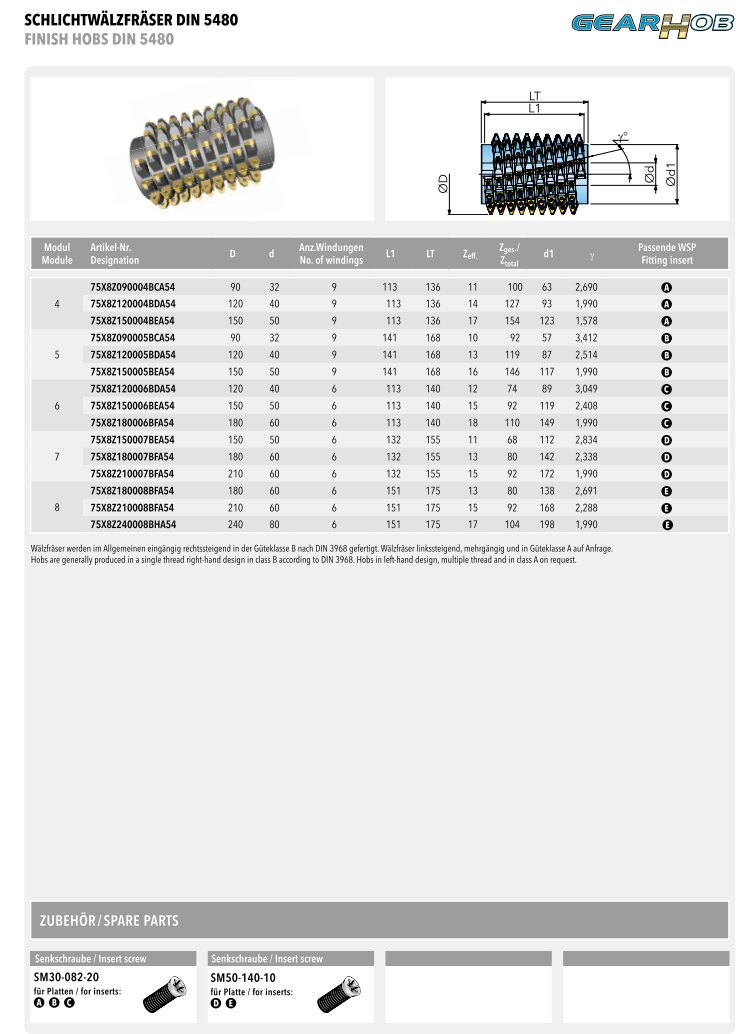
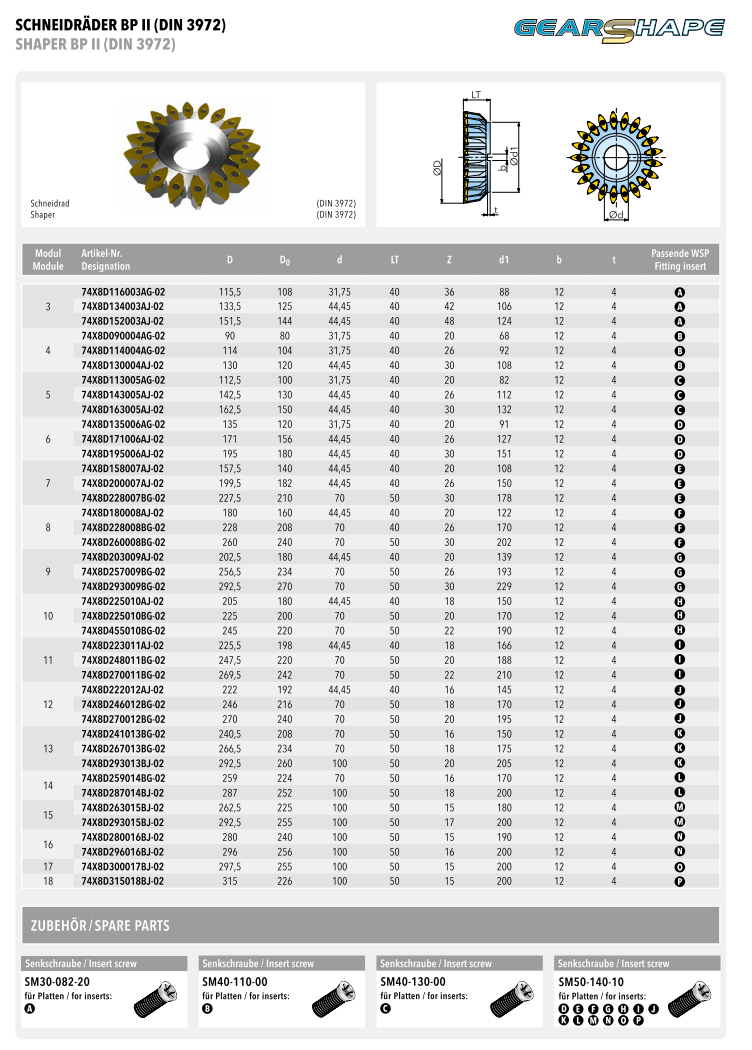
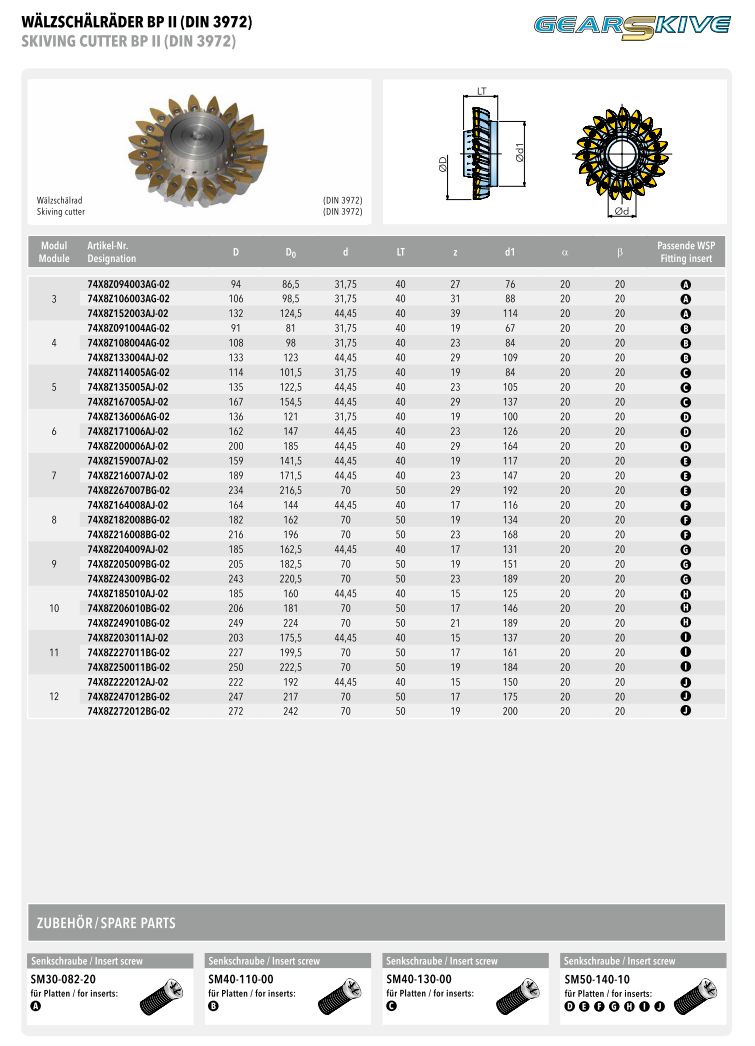
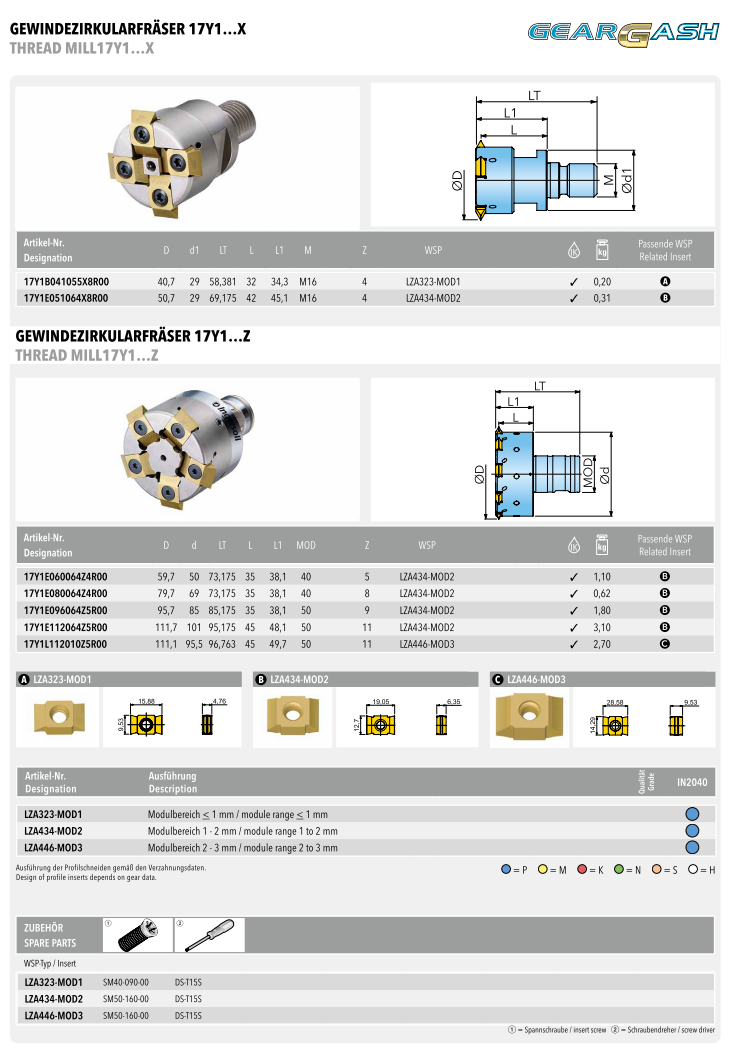
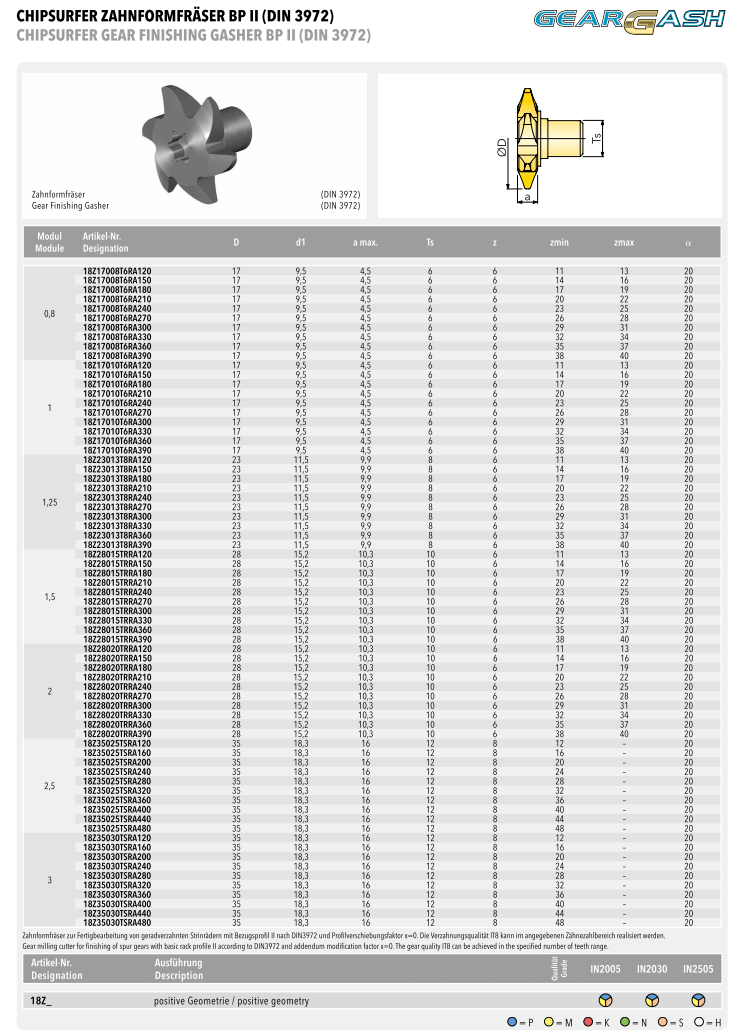
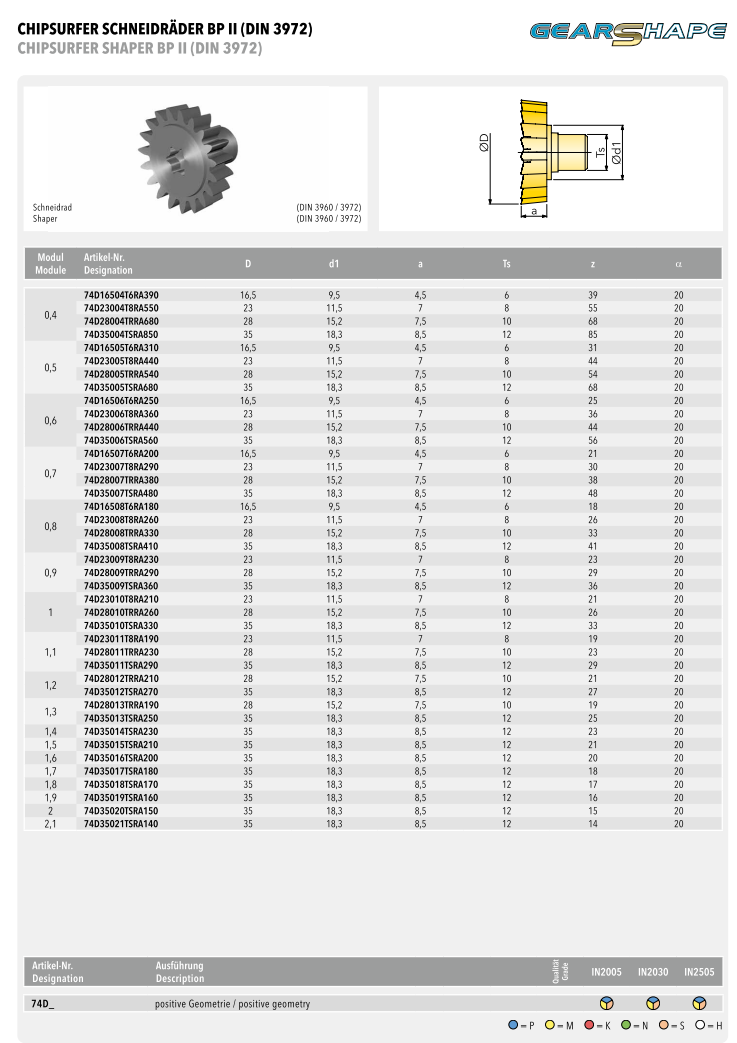
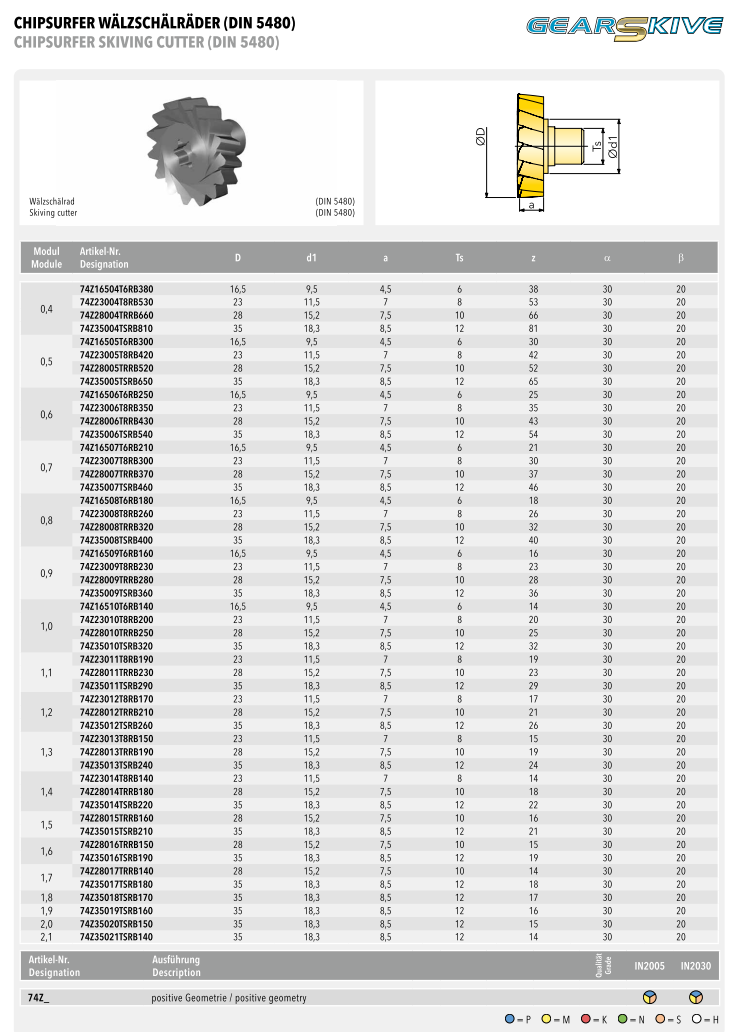
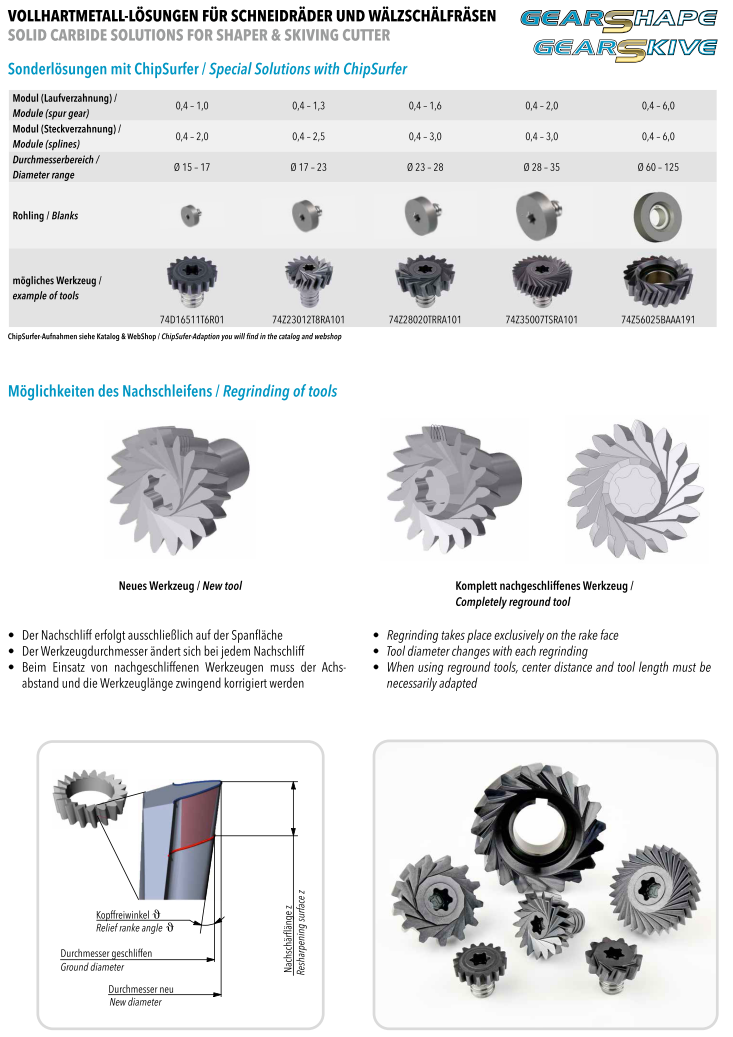
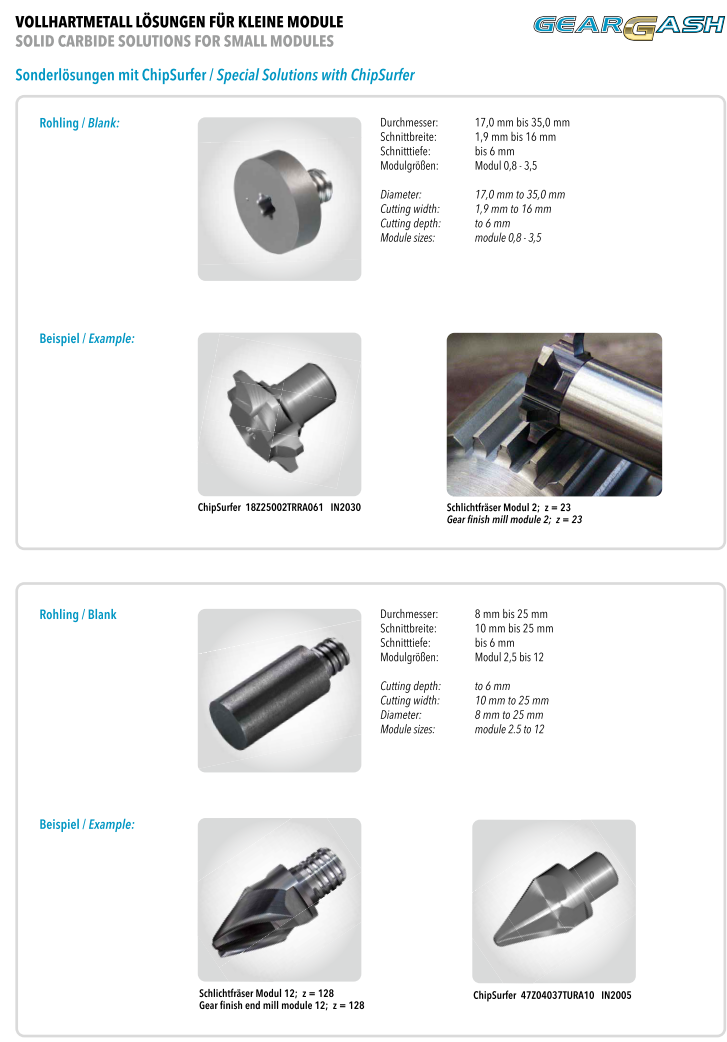
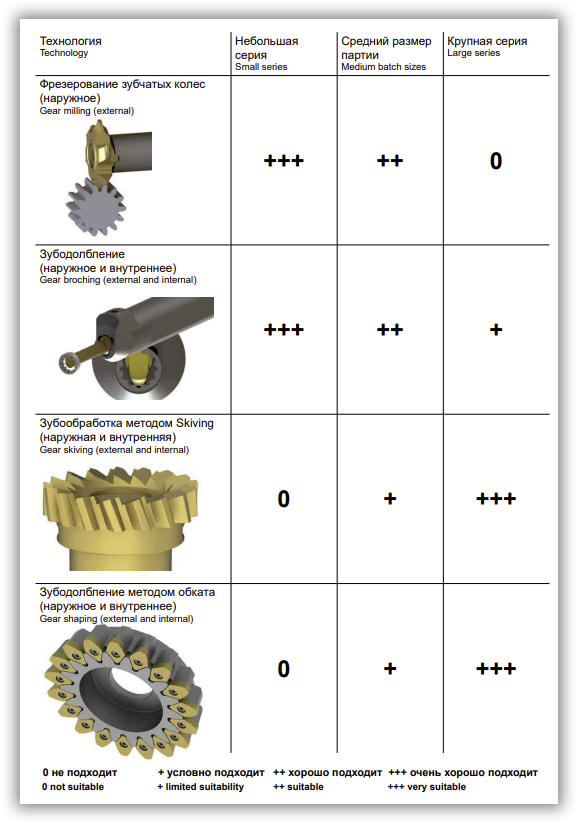
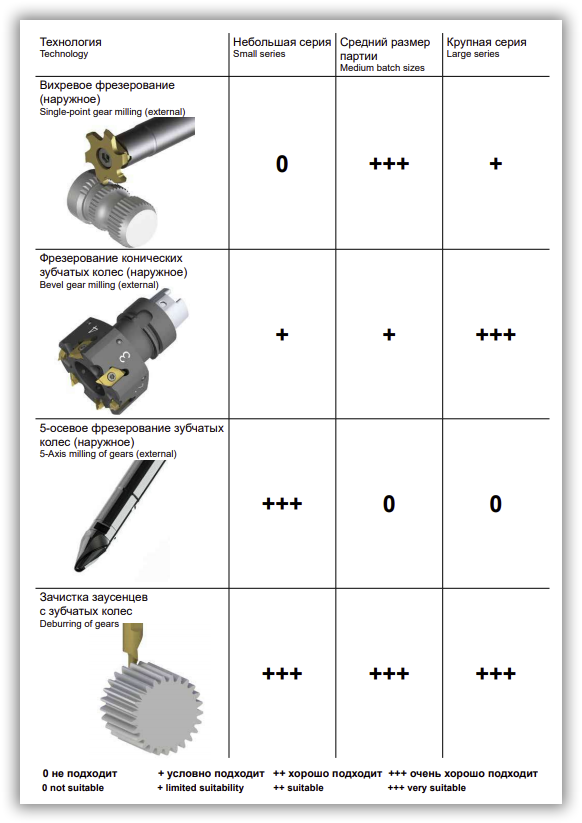
Зубообработка, как и сам инструмент для данных целей является скорее отдельным направлением в металлообработке. Но все же тоже хотелось бы привезти ряд новинок в ассортименте производителей (к тому же это каталожные позиции, что должно упрощать приобретение даже минимального количества необходимого инструмента.)
В каталоге производителя можно найти модульные фрезы со сменными пластинами для изготовления шестерен модулем m от 6 и до 36. Червячные фрезы со сменными пластинами для модулей от 6 до 20, и более с более мелким модулем от 4 до 8. Долбяки со сменными пластинами с модулем от 3 до 18. Инструменты для силового зубонарезания (SKIVING CUTTER ) модулем от 3 до 12 мм.
Мелкомодульные монолитные фрезы для модулей от 0,8 до 3, и монолитные долбяки с модулем от 0,4 до 2 .
Для увеличения нажмите на картинку
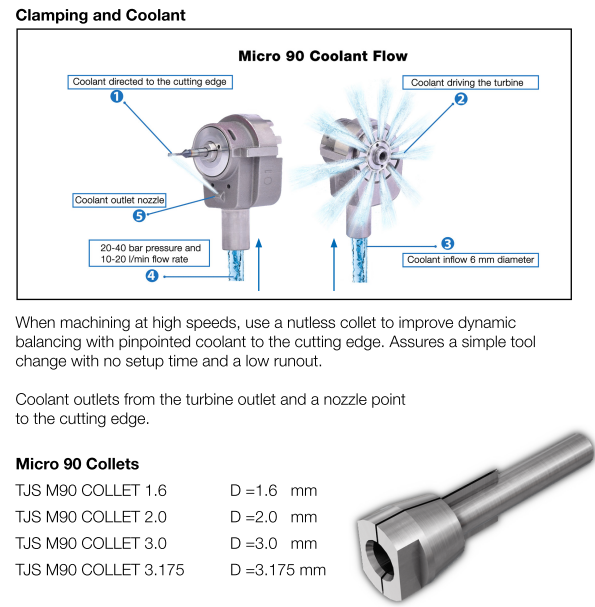
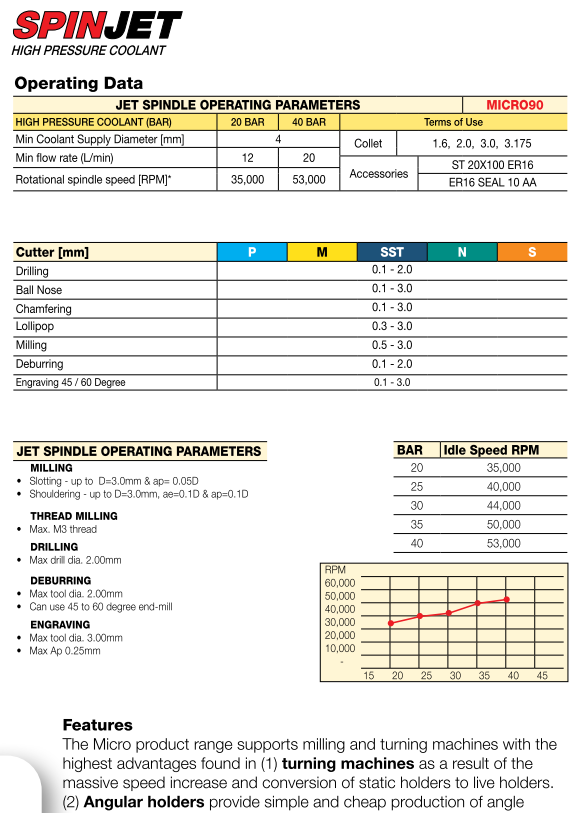
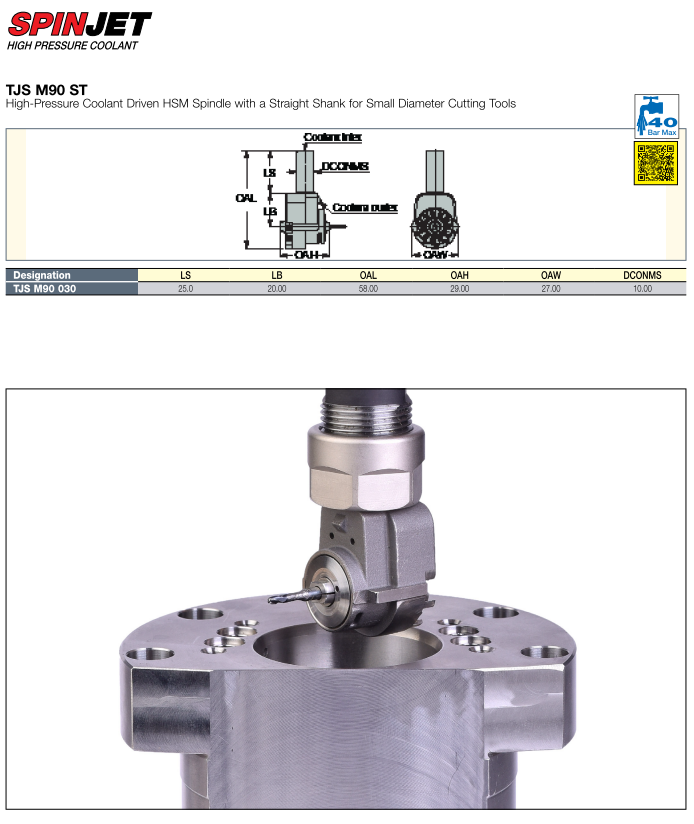
Iscar предлагает для обработки в труднодоступных местах микрошпиндель с титановым корпусом Micro 90 с приводом от подачи СОЖ. Приводная головка дает возможность сверления, фрезерования мелкоразмерными инструментами, обеспечивая на инструменте от 35 до 53 тыс. оборотов. Давление СОЖ необходимое для работы привода должно быть в пределах 20-40 Бар, расход жидкости до 10л/мин


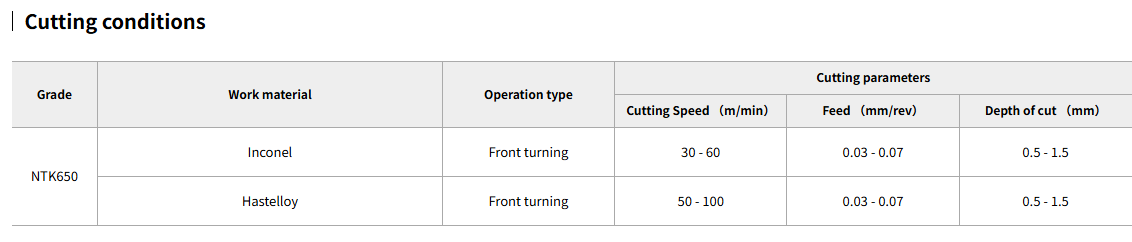
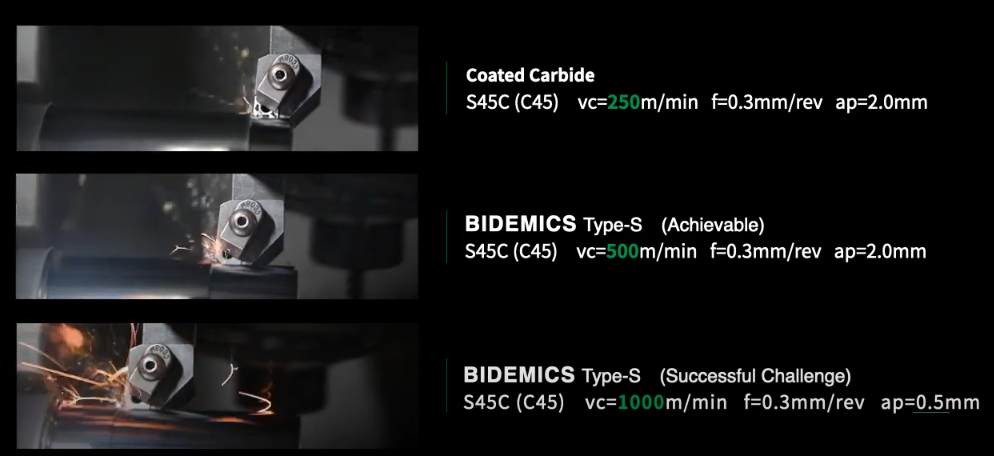
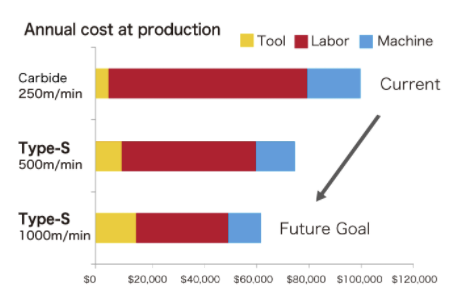
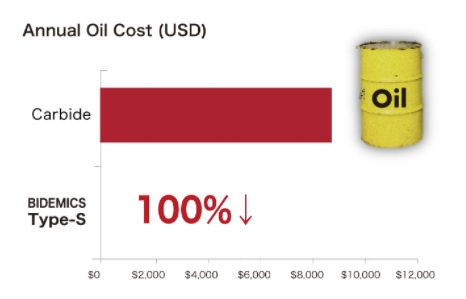
Японский производитель NTK представил на обозрение свою новую разработку Bidemics Type-S для токарной обработки стали.
Обработка производится на сухую, скорость резания может достигать значений до 500-1000 м/мин (на образце аналогичном сталь 45).
По оценкам разработчиков применение данных инструментов позволяет сократить затраты на обработку до 40%
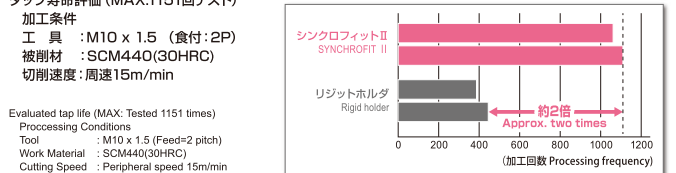
Японская корпорация NT Tools привлекла внимание своими новинками.
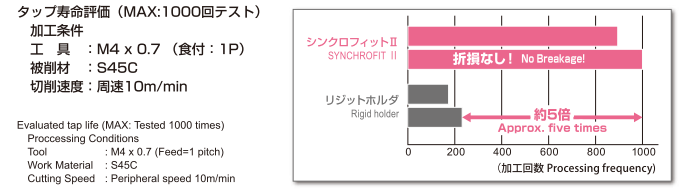
Резьбовой патрон SYNCHROFIT Ⅱ, в конструкцию которого внедрена специальная эластичная вставка, позволяющая значительно снизить нагрузку на инструмент в момент в момент переключения направления вращения (пиковые броски в момент включения реверса и входа инструмента в заготовку)

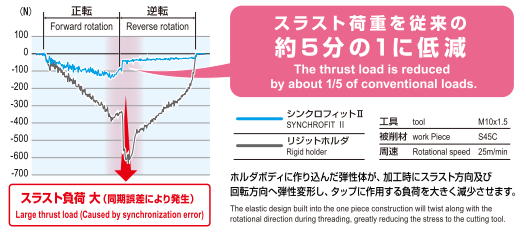
Проведенные производственные испытания подтвердили значительное увеличение ресурса инструментов.
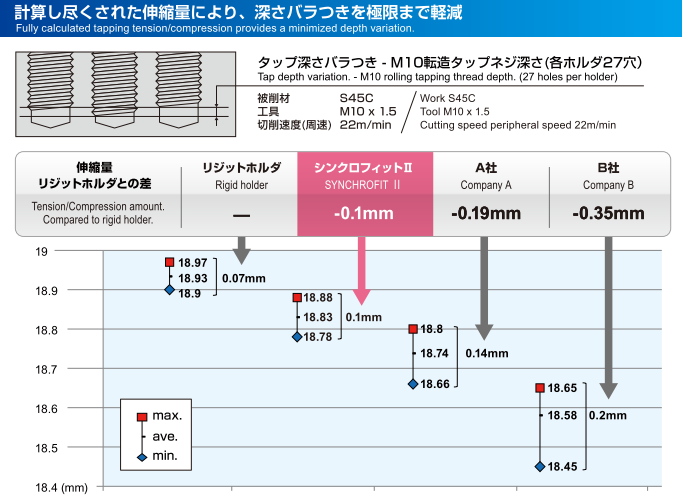
Нужно так же отметить, что конструкция элементов компенсации обеспечивает минимальное отклонение нарезаемой глубины резьбы.
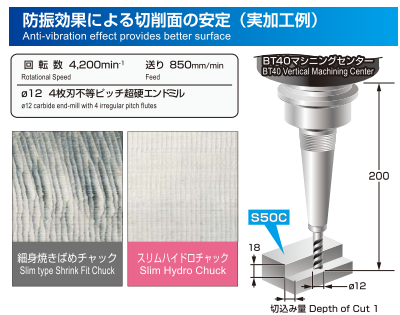
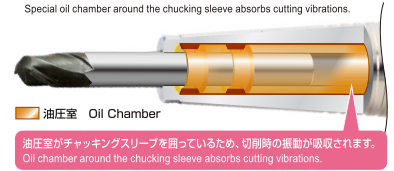
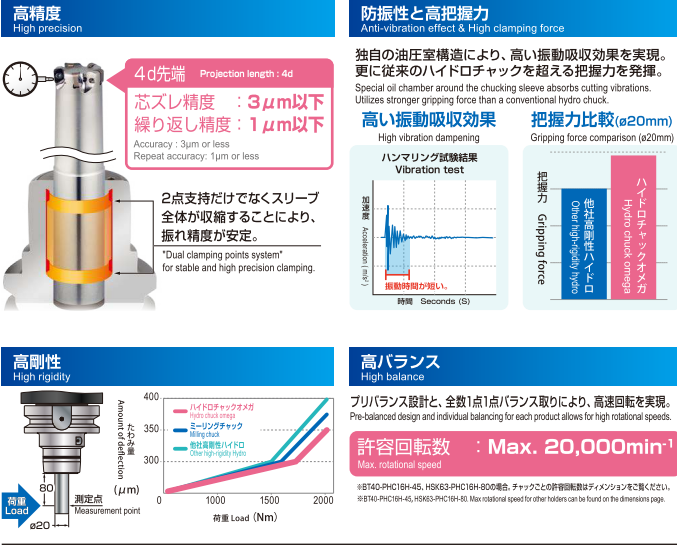
Гидропластовый Slim патрон для 5-ти осевой обработки. Диапазон зажимаемых размеров 3-25 мм, предельно допустимые биения менее 3 мкм, максимально допустимая скорость применения до 38 тыс.об/мин. Специальная конструкция сжимающей хвостовик инструмента области патрона и применяемый материал создают эффект виброгашения.




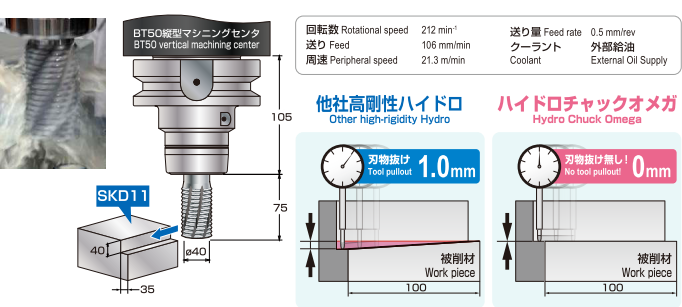
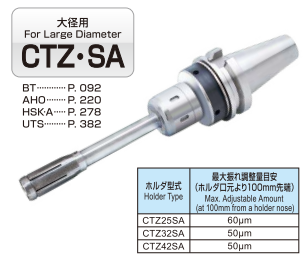
Силовой гидропластовый патрон Omega. Обеспечивает диапазон зажимаемых размеров хвостовиков инструмента 16-42 мм, точность до 3 мкм, предельно допустимая скорость до 20 тыс.об/мин.
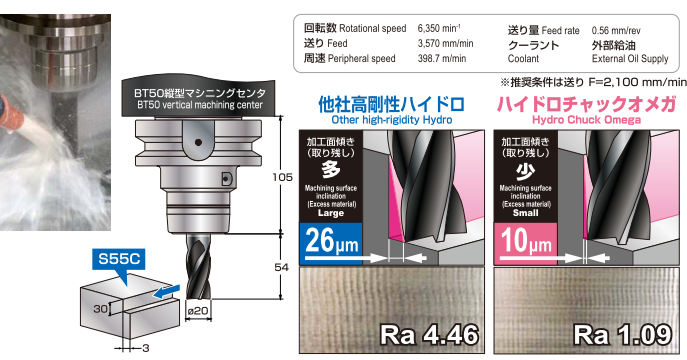
Специальная конструкция зажимной камеры и применяемый материал обеспечивают не только большой момент закрепления инструмента, что предотвращает его вытягивание из патрона в процессе обработки, но создает эффект виброгашения, что улучшает и чистоту обработки и увеличивает ресурс инструмента.

Система патронов "R" Zero Holder Series позволяет отрегулировать биение режущих кромок инструмента до нуля.



Zero runout even with 200mm cutting tool.


Патрон для сверления и резьбонарезания с легким изменением вылета инструмента. Для изменения вылета нужно лишь повернуть кольцо на корпусе патрона.





Высокоточные компенсационные патроны для разверток


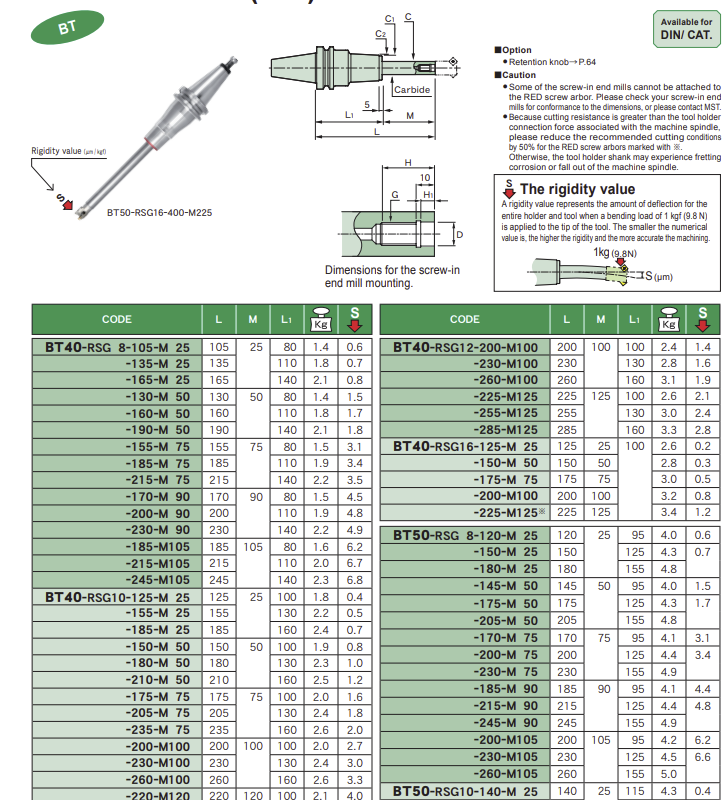
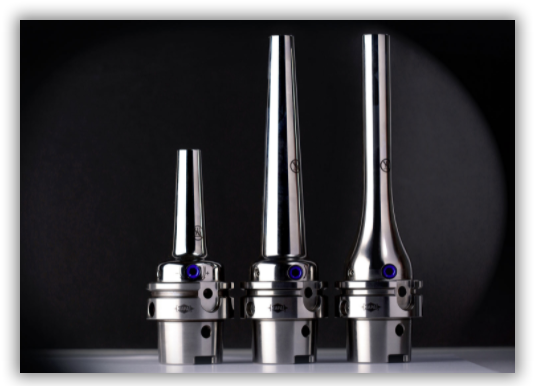
Для повышения энергоэффективности обработки производитель представил линейку полых (облегченных по массе) держателей инструмента.
Держатель облегчается за счет выдалбливания хвостовика. Использование облегченного держателя снижает нагрузку на шпиндель и повышает энергоэффективность.
Конический хвостовик BT50 4 кг → 2,8 кг



Нужно также заметить, что оправки NT Tools имеют защиту от коррозии, что значительно увеличивает их эксплуатационный период.

Гидропластовые патроны для автоматов продольного точения с диапазоном зажимаемого инструмента 3-12 мм обеспечивающие быструю эффективную замену инструмента.



Гидропластовые удлинители с диапазоном зажимаемого инструмента 3-12 мм. обеспечивают легкий доступ обработки в труднодоступных местах.

Японская корпорация MST представила термопатрон с точностью 0,5 мкм для микроразмерного инструмента, что существенно улучшает точность обработки и увеличивает ресурс мелкоразмерного инструмента.


Еще несколько интересный конструкций оправок от данного производителя.
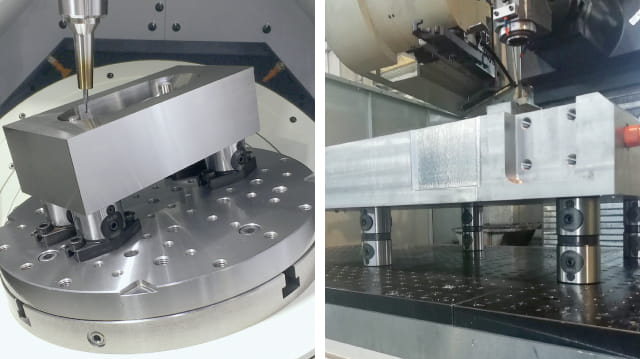
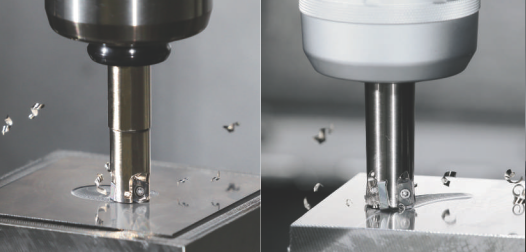
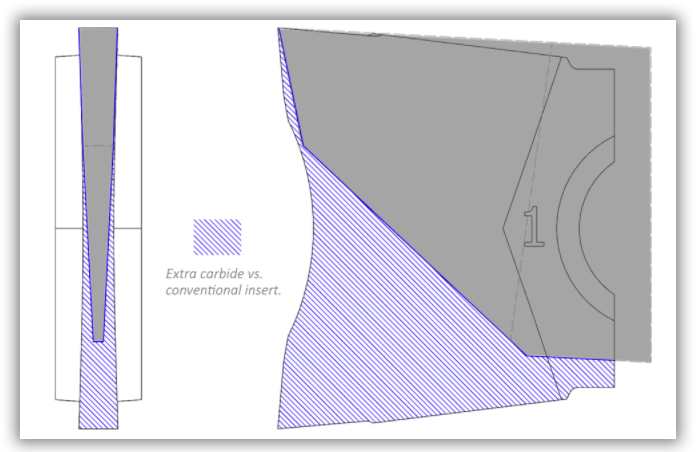
Оправка с твердосплавным сердечником, для увеличения жесткости (уменьшения прогиба). Сам сердечник довольно внушительного диаметра устанавливается в оправку при помощи термоусадочной посадки. При этом данная конструкция позволяет значительно поднять производительность обработки по сравнению с обычными стальными оправками. На изображении приводится пример обработки двумя оправками (стальная обычная и с твердосплавным усилителем), в результате применение оправки с тв.сплавным усилителем позволяет увеличить глубину резания с 0,1 мм до 0,3 при одинаковых прочих режимах и вылете 360 мм, при этом так же наблюдается существенное увеличение ресурса инструмента (исходя из анализа характера износа режущих кромок пластин)






И как продолжение развития данного направления оправок вот такая оправка с тв.сплавным телом ориентированная под установку сменных фрезерных головок с резьбой.
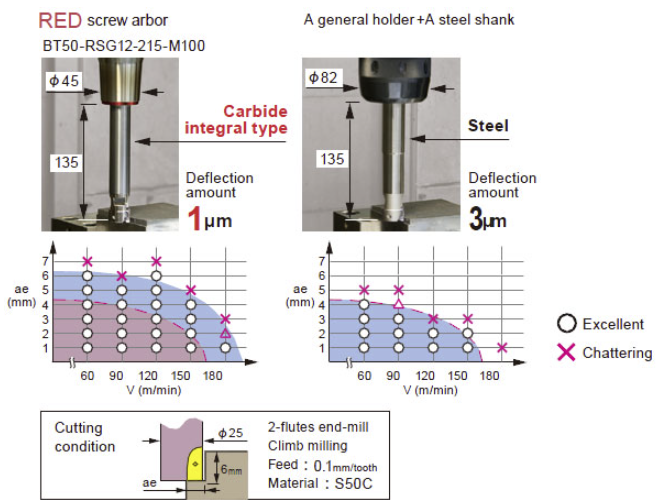
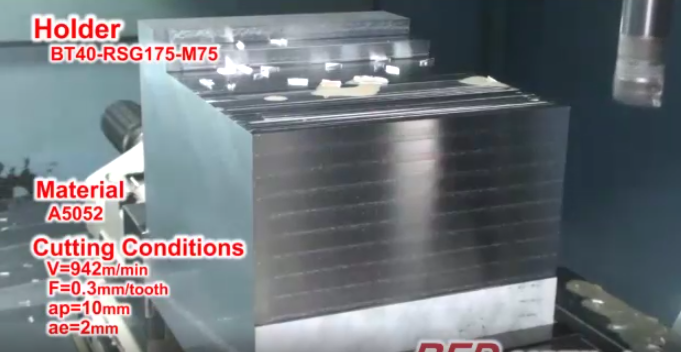
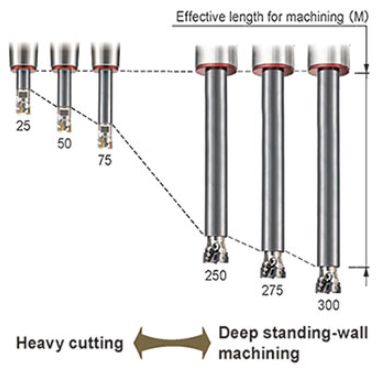
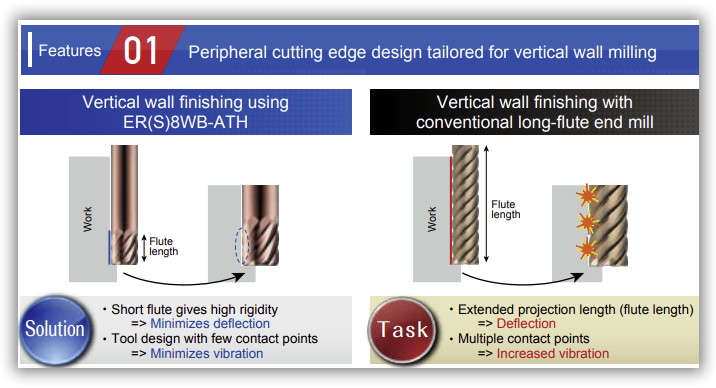
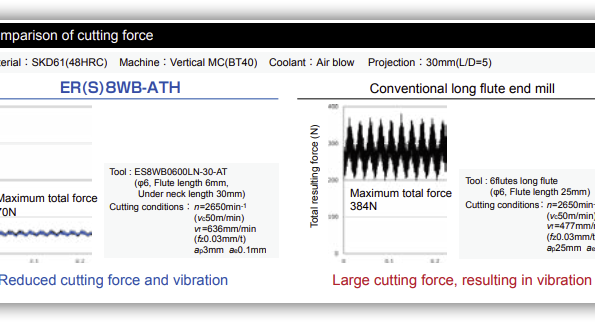
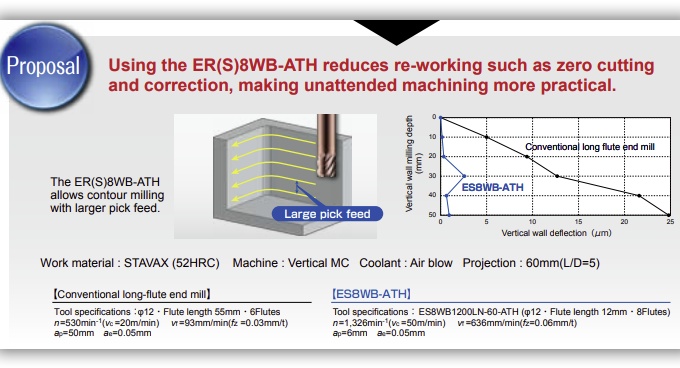
Оправка RED с интегрированной твердосплавной частью отличается высокой жесткостью и малым прогибом, обеспечивая стабильную обработку без вибрации даже при глубокой обработке вертикальных стенок. Оправка RED демонстрирует превосходную режущую способность по сравнению с комбинацией обычного держателя и стального хвостовика.
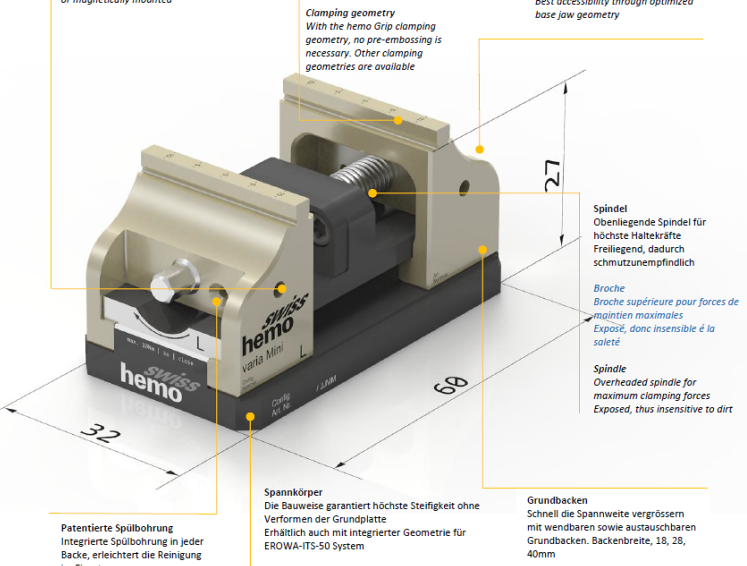
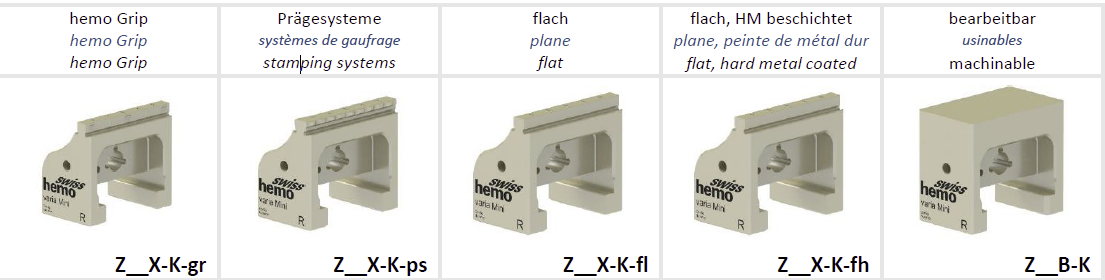
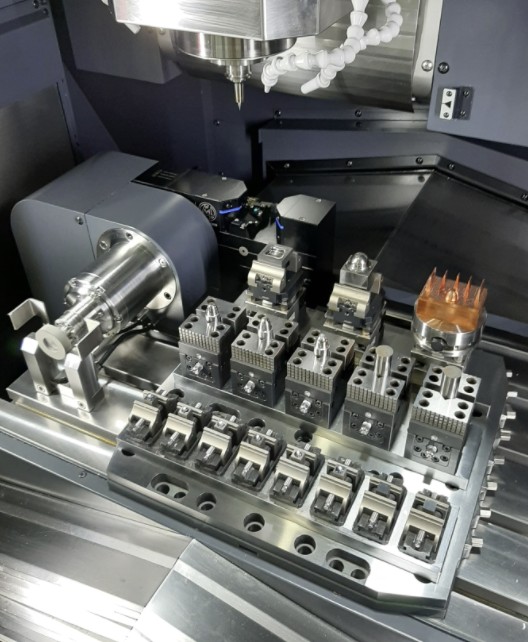
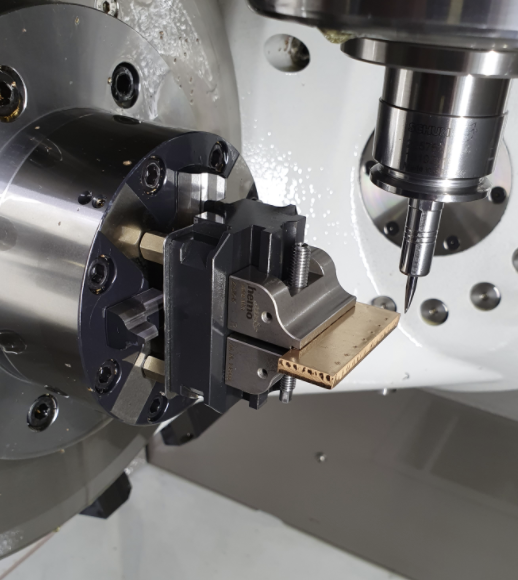
Швейцарская фирма Hemo представила малоразмерные 5-ти осевые тиски
При довольно небольших размерах тиски обеспечивают усилие зажима до 12кН, момент 8Нм, при повторяемости менее 0,01 мм
Японская корпорация IMAO представляет вниманию систему Zero point https://www.imao.com/en/products/pullfix-en.html
Модульная система тягового зажима позволяет быстро менять крепление с повторяемостью положения 0,005 мм на обрабатывающих центрах с ЧПУ.
Быстрое позиционирование и фиксация сокращают время настройки приспособления за счет устранения таких операций, как позиционирование, центрирование и фиксация с помощью винтов.

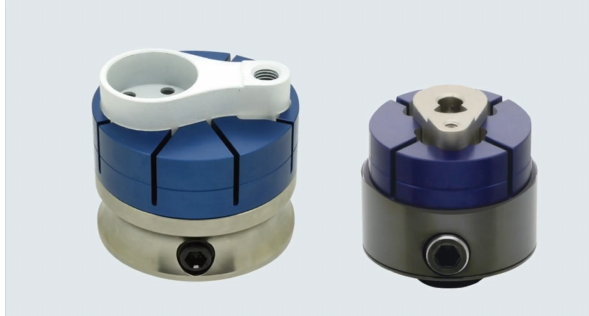
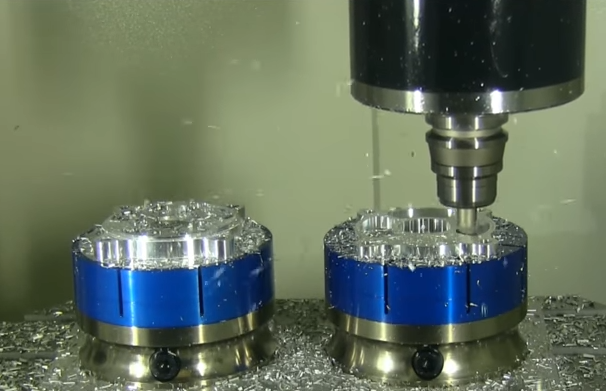
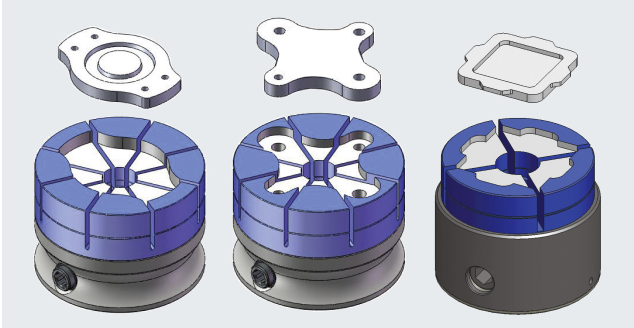
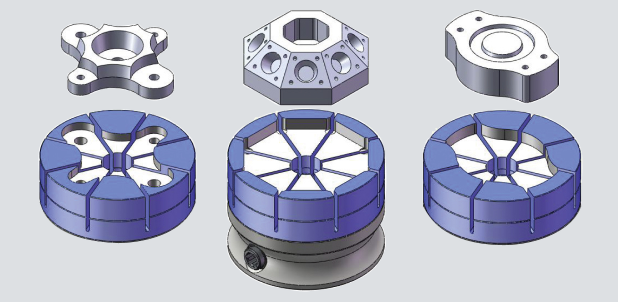
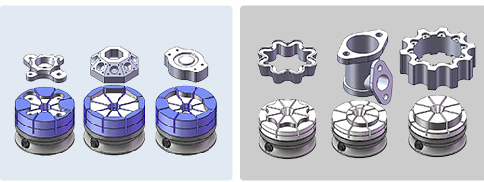
Цанговый зажим деталей сложной формы https://www.imao.com/en/products/gaikei-clamp-en.html и https://www.imao.com/en/products/formclamp-en.html
Обрабатываемые цанговые зажимы удерживают любую внешнюю форму заготовок за одну затяжку. Идеально подходит для обработки небольших, тонких, сложных и неправильной формы заготовок на обрабатывающих центрах или токарных станках. Цанга разделена на 8 секций и распределяет зажимное усилие по внешнему контуру, чтобы предотвратить деформацию заготовки. Компактный корпус позволяет устанавливать несколько зажимов на пластине крепления. Простое крепление с помощью обрабатываемых цанговых зажимов экономит ваше время при проектировании приспособлений.
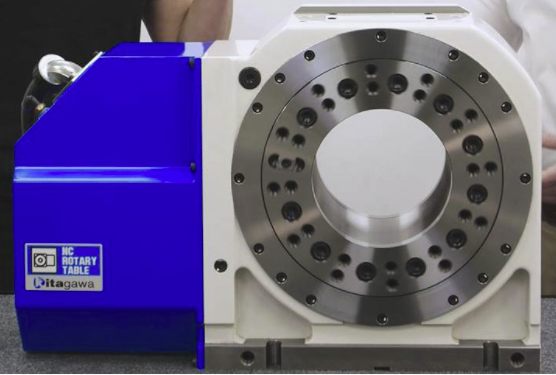
Японский производитель Kitagawa представляет линейку нового поколения токарных патронов.
Представляем серию BRT — двухкулачковый клиновидный механизированный патрон следующего поколения, обеспечивающий повторяемость 10 микрон или менее при использовании стандартных мягких кулачков Kitagawa! С помощью двухкулачкового патрона вы можете захватывать заготовки неправильной формы намного проще, точнее и безопаснее, чем с помощью обычного четырехкулачкового патрона. Доступны размеры 6,8,10 и 12 дюймов.


Патроны серии DLR с двойным замком работают совершенно иначе, чем обычные патроны. Эта серия имеет функцию отвода, поэтому заготовка захватывается как в радиальном, так и в осевом направлении, создавая невероятно стабильную платформу захвата и значительно уменьшая подъем челюсти. Это позволяет использовать пониженное усилие зажима, предотвращая деформацию тонкостенной заготовки.
Поворотный стол MK350 является самым большим в серии MK и обладает невероятными характеристиками. Предлагая статическое усилие зажима 6000 Нм и допустимую массу заготовки 500 кг! Этот стол также имеет сквозное отверстие 160 мм. Все вышеперечисленное позволяет выбирать длинные/большие/тяжелые заготовки!
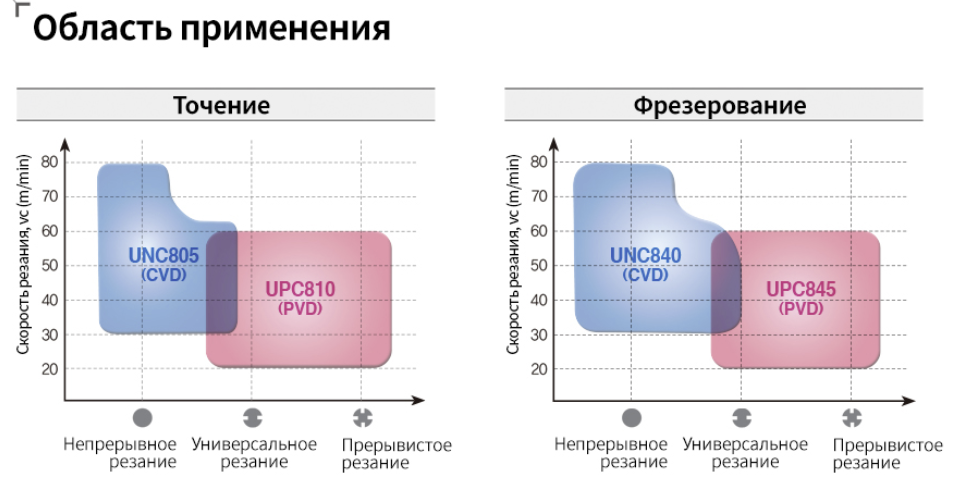
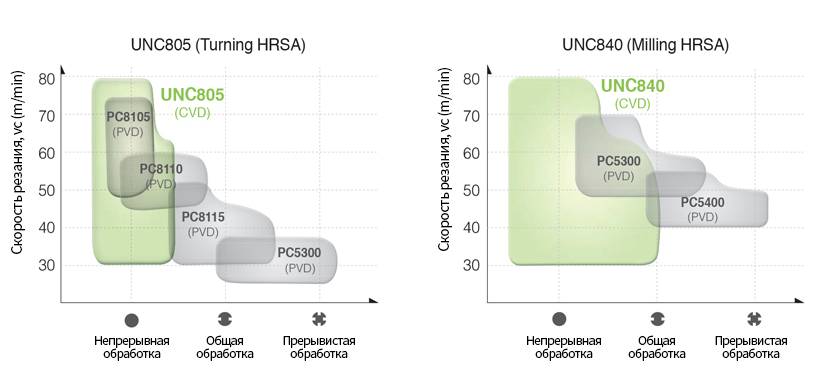
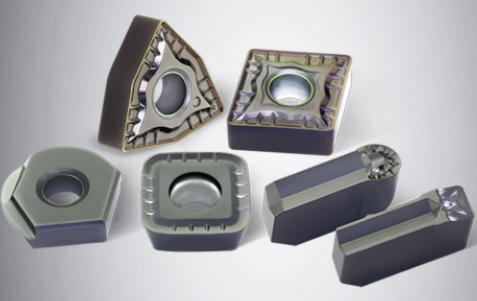
Южно-Корейский производитель Korloy выводит на рынок в начале года новые твердосплавные пластины с новыми сплавами для обработки жаропрочных материалов.

UPC810 — сплав S10 для токарной обработки с нанесением PVD-покрытия. По сравнению с существующими продуктами и продуктами UNC805, это сплав с высокой ударной прочностью, оптимизированный для условий обработки с большими подачами и с большой прерывистостью.
UPC845 — это сплав S45 для фрезерования с нанесением PVD-покрытия. По сравнению с существующими продуктами и продуктами UNC840, это сплав с высокой ударной прочностью, который можно применять для различных целей, таких как обработка с большой подачей, с большой прерывистостью, обработка пазов, врезание под углом и обработка карманов.
UNC805 - сплав S05 для токарной обработки с высокой износостойкостью, обеспечивающий высокое качество поверхности в условиях высокоскоростной обработки.
UNC840 - сплав S40 для фрезерования, обладающий высокой износостойкостью за счет более прочного соединения WC-Co. Более того, с данным сплавом возможна обработка с увеличением подачи в 1,5 раза, по сравнению с существующими сплавами за счет повышенной прочности. Высокопроизводительный сплав с ультра-CVD покрытием обеспечивает стабильный срок службы инструмента, предотвращая возникновение неожиданных поломок инструмента.
Японский производитель Tungaloy предложил решение для трехмерного финишного профилирования поверхностей. Разработанная фреза имеет ряд пластин с дугообразной формой режущей кромки, радиус дуги на которых составляет 20-30 мм. Инструмент обеспечивает гораздо большую площадь контакта между режущей кромкой и заготовкой по сравнению с обычными концевыми фрезами со сферическим концом. Большая площадь контакта обеспечивает больший шаг, что повышает скорость съема металла, сокращая количество проходов фрезы и время цикла.

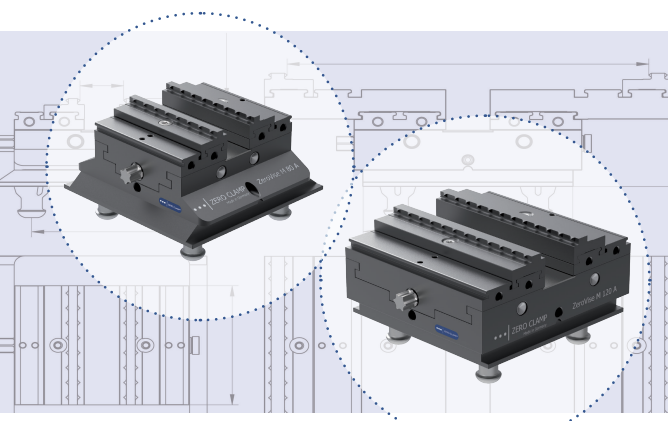
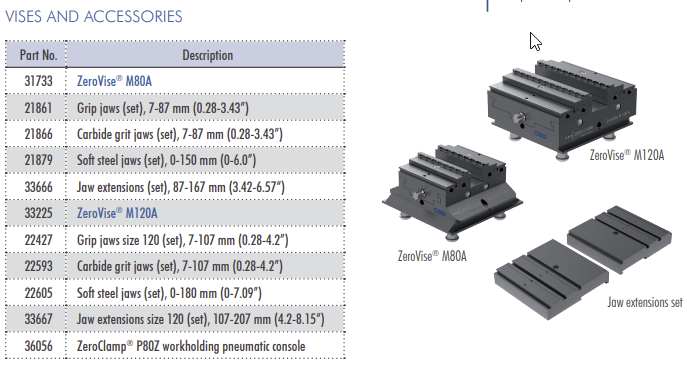
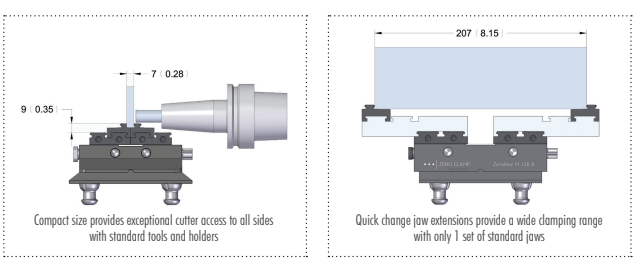
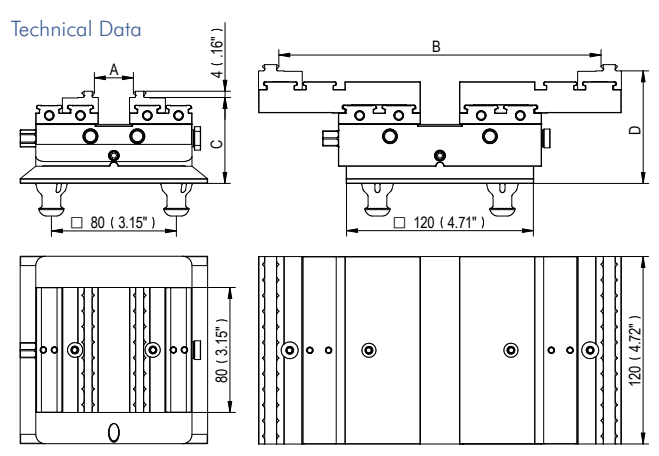
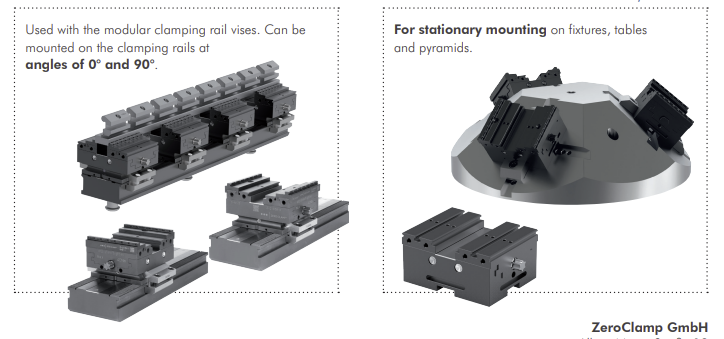
Довольно интересная конструкция тисков для 5-ти осевой обработке представлена немецким производителем ZERO Clamp
Мощные и довольно компактные тиски, плюс дополнительные принадлежности позволяют вести обработку как деталей малых габаритов, так и деталей до 207 мм.
Тиски довольно легко интегрируются в группы, и могут быть дополнительно оснащены элементами крепления на оснастку Zero Point.
У данного производителя






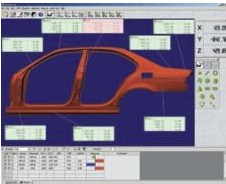
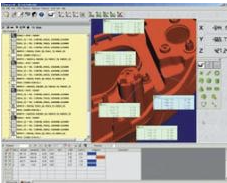
ZETT MESS https://www.zettmess.de является одним из ведущих поставщиков систем координатно-измерительных технологий для проектирования и производства, а также для обеспечения качества.
Наш спектр услуг в качестве системного поставщика для механики, электроники и программного обеспечения включает:
- колонные измерительные машины
- мобильные измерительные шарнирные манипуляторы
- разметочные и специальные измерительные машины
- программное обеспечение для измерений
Услуги: сервис, сервисное обслуживание, обучение, договорные замеры, модернизация





Сравнение САПР
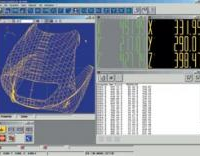
ZETT MESS предлагает комплексные программные решения для исследования поверхностей произвольной формы. При целевом/фактическом сравнении облаков точек с данными САПР отклонения четко визуализируются с помощью цветных графиков и номинально отображаются в полях измерений.
Обратный инжиниринг.
С помощью программ обратного проектирования ZETT MESS вы можете импортировать облака точек в различных форматах для задач обратного проектирования, фильтровать их, автоматически генерировать поверхности или генерировать их вручную с оптимальным качеством.
Корпорация IMC (и входящие в нее Iscar, Taegutec, Ingersoll Cutting Tools, Tungaloy, CTMS, Morse Cutting Tools, OutilTec, Unitacinc) продолжает радовать и удивлять изобилием новинок. Хотя практически у каждого бренда, входящего в корпорацию, есть свой каталог, но многие новинки имеют схожий характер по конструктивным особенностям. Не в обиду кому-либо из них будет сказано или ошибочно определено первенство разработки.
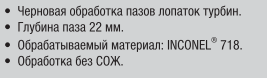
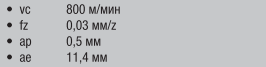
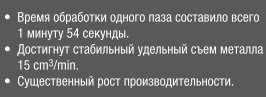
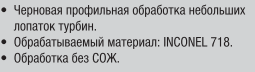
Сразу хочется отметить конструкцию фрез Ingersoll https://www.ingersoll-imc.com/ для обработки жаропрочных материалов... наконец-то дождались, и наряду с фрезами с круглыми керамическими вставками появились конструкции фрез для скоростной черновой обработки жаро-
прочных сплавов и пластины из SiAlON керамики для обработки с экстремально большими подачами.
Пластины имеют 2-х стороннюю геометрию, TNXN тип предполагает глубину обработки до 2,5 мм и имеет 6 режущих кромок, LNXF тип предполагает глубину обработки до 1,5 мм и имеет 4 режущие кромки.

Подобная конструкция замечена и в каталоге TaeguTec.
Нужно вспомнить и про монолитные керамические фрезы для обработки жаропрочных сплавов, которые первоначально появились в каталоге Kennametal, далее NTK, Ingersoll, и прочие.
Их применение в наших производствах пока не приобрело должного уровня, на то в ряде причин и цена на данный инструмент, но уже точно можно утверждать, что такие фрезы значительно сокращают время черновой обработки жаропрочных сплавов.


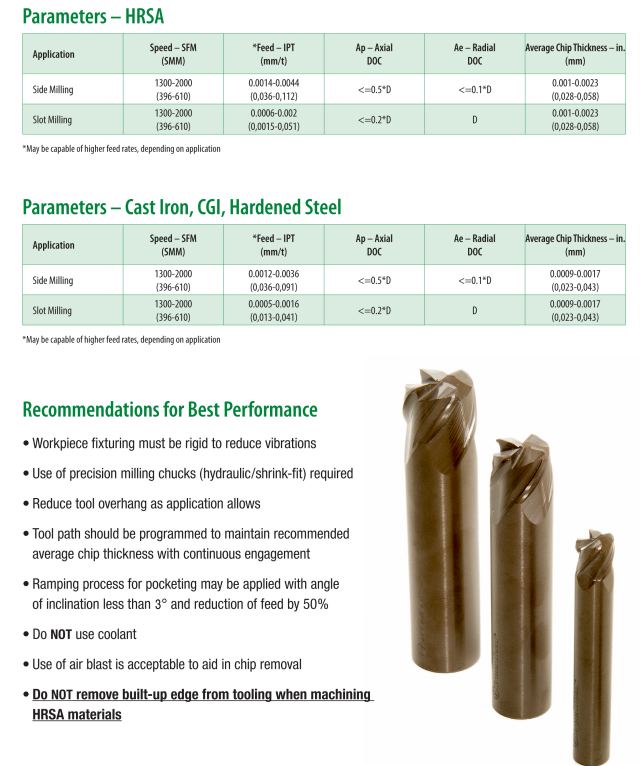
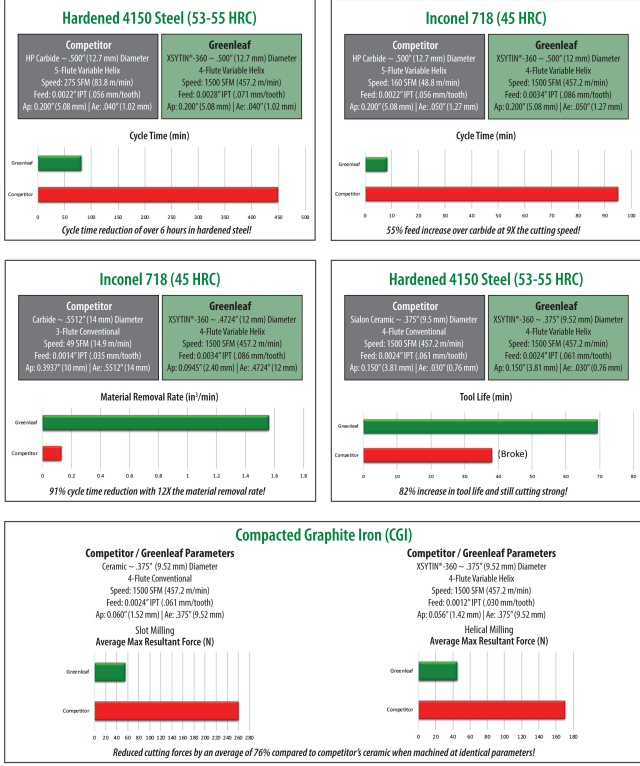
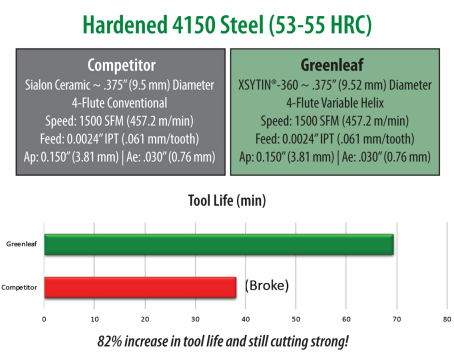
И в этом году в феврале производитель GreenLeaf https://greenleafcorporation.com представил свою разработку монолитных керамических фрез XSYTIN®-360. Структура этой фазоупрочненной керамики демонстрирует высокую износостойкость и исключительную стойкость к тепловому удару, что делает концевые фрезы XSYTIN ® -360 очень предсказуемыми, универсальными и высокопроизводительными изделиями.
Не обошла стороной проблему обработки жаропрочных материалов и корпорация Mitsubishi Materials, которая в разработала линейку керамических концевых фрез серии CESRB (по их мнению данная продукция считается идеальной для обработки жаропрочных сплавов на основе никеля, таких как Inconel 718).
Состав этих материалов позволяет им размягчаться при нагревании до температур выше 800 ° C, что упрощает их обработку.
Керамические концевые фрезы способны работать с параметрами, превышающими параметры концевых фрез с твердым сплавом, могут удвоить срок службы инструмента при обработке с подачей и скоростью до 10 раз выше, чем у обычных инструментов.
Концепция, лежащая в основе этой новой линейки, заключается в том, что она должна работать без охлаждающей жидкости на высоких скоростях и подавать с относительно большой глубиной резания, чтобы генерировать более высокое тепло от трения, поясняет Mitsubishi. За счет повышения температуры материал компонента размягчается и позволяет концевой фрезы работать более эффективно. Таким образом, отдел исследований и разработок Mitsubishi предполагает, что эти новые концевые фрезы работают со скоростью от 13 000 до 26 000 об / мин в зависимости от диаметра инструмента со скоростью подачи от 1,5 до 2 м / мин.

Жаль только ни кто не пишет о стойкости данного инструмента. А это тоже важный вопрос. Так вот в зависимости от марки жаропрочного материала, легирующих элементов и т.д. прочих факторов стойкость монолитных керамических фрез находится в среднем в пределах 10-20 минут (у разных производителей по разному). Но нужно понимать, что при этом производительность такой фрезы на порядок выше (до 10-15 раз). Цена тоже у производителей весьма разная, зависит от конструктива фрезы...и колеблется к примеру для фрезы диаметром 12 мм в пределах 300-400 евро.
Кстати, при обработке каленых стальных материалов стойкость керамических фрез зачастую соизмерима со стойкостью твердосплавных фрез.
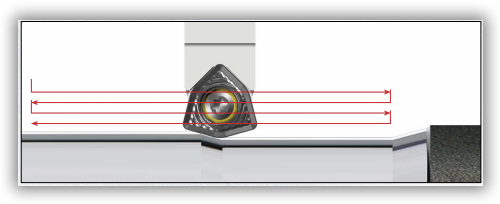
Продолжая на той же ноте поговорим про большие подачи... и вот еще токарный инструмент от IMC, который позволяет вести обработку в двух направлениях не выводя инструмент из зоны резания. Основная задача такого инструмента повышение производительности чернового съема материала в единицу времени. Возможно в дальнейшем разработчики обратят внимание и на пластину LNXF из керамики... возможно и она найдет свое применение в токарной черновой обработке жаропрочных материалов с большими подачами.


Говоря про фрезы для больших подач хочется вспомнить, что примерно 4-5 лет назад производитель Kyocera представил фрезу серии MFH mini вот с такими тв.сплавными пластинами. Серия Micro начиналась от диаметра 8 мм и имела одностороннюю геометрию, серия Mini начиналась от 16 мм и имела 2-х стороннюю геометрию и 4 режущие кромки.
Нужно отметить, что конструкция и форма пластины получилась на столько удачная, что позднее подобного типа фреза появилась в каталогах многих производителей (копировали ее многие) Pramet, Walter, Tungaloy и т.д... и даже китайские производители весьма очень бюджетного сегмента (кстати, это хороший признак востребованности инструмента, когда его копируют даже бюджетные производители). И по сей год многие именитые производители выставляют ее как новинку в своих каталогах.

Продолжаем рассматривать новинки от корпорации IMC, и никак не возможно обойти стороной такой бренд как Iscar. Многие оценили преимущество и ассортимент их продукции в мелкоразмерной обработке, отрезке, канавочном инструменте, фрезерном инструменте и т.д.
Очередная новинка от Iscar в мелкоразмерной внутренней обработке с применением тв.сплавных корпусов резцов со сменными пластинами для диаметров начиная от 4,5 мм. Съемные лезвия для пластин Tang-Grip, зарекомендовавших себя как надежный инструмент для тяжелых условий отрезки, ныне представлены для отрезки больших диаметров с большими подачами. Правда при этом проскакивает производитель вставил фразу антивибрационный инструмент...оставим это выражение несколько в стороне, скорее более точно было бы написать с повышенной устойчивостью к возникновению вибрации (поскольку классическое понимание антивибрационного инструмента у многих ассоциируется с конструкцией с динамическим демпфером для гашения вибрации, которая есть не только у Iscar).


Интересна по конструкционному замыслу серия инструмента JetCrown, но пока говорить рано о превосходствах, только производственная практика может показать надежность и живучесть данной конструкции в реальных производственных условиях. Но говоря про конструкцию, снимаем шляпу....решение оригинальное.
SwissGrip отрезные и канавочные державки под пластины 0,6-1,2 мм с шагом 0,2 мм.


Отрезные и канавочные инструменты от Iscar конечно замечательные..., но как удивил в этом году китайский производитель ZCC-СT своим конструкторским решением (нужно сказать, это первые уверенные шаги со стороны ZCC в разработке таких конструкций, глядя на которые создается впечатление о высокотехнологичном дорогом инструменте,... но кто знает...).
Система zRay с подачей охлаждения сверху и снизу пластины под высоким давлением. Кассета спроектирована как закрытый или открытый корпус (фахверковая технология). Открытый вариант фахверка, с одной стороны, еще больше уменьшает вибрацию, с другой - позволяет избежать перегрева головки инструмента при обработке высокопрочных сталей или титановых сплавов. Кассета достигает формовочного закрытия с держателем с помощью зубчатого соединения и, таким образом, точно позиционируется. Благодаря закрытию кассеты и базового держателя zRay обладает дополнительными демпфирующими свойствами, которые положительно влияют на динамические свойства и, следовательно, на качество поверхности детали. zRay обеспечивает полный контроль стружки при средней обработке материалов с длинной стружкой, таких как никель-базовые и титановые сплавы. Система идеально подходит для машин, которые создают давление охлаждающей жидкости выше 60 бар на выходе шпинделя, что обеспечивает целенаправленное дробление стружки. Оптимально – 80 бар.
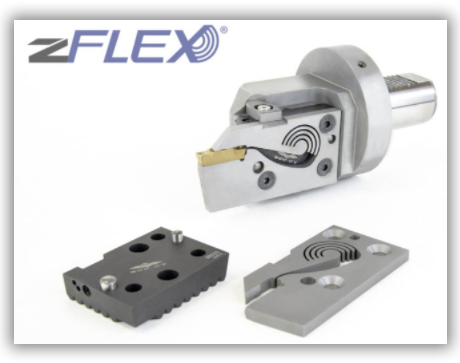
Система zFlex основная кассета, служащая соединительным элементом между статическим держателем и первичной кассетой, имеет подачу СОЖ типа ELI, что является экономичной альтернативой каналу для СОЖ. Именно первичная кассета является прорезным резцом, который предлагается для ширины канавок от 1,5 до 8 мм. Специально разработанный пружинный механизм первичной кассеты позволяет избежать пластических деформаций даже после многократного зажима инструмента. Поэтому прорезной резец особенно надежен в эксплуатации и имеет долгий срок службы.

Вернемся обратно к корпорации IMC, а именно к рассмотрению новинок от Iscar.
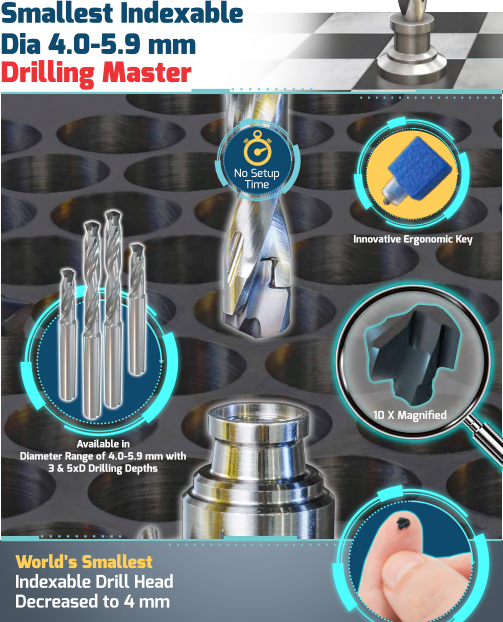
Говоря вообще про сверла со сменной головкой очень часто в ряде первых упоминают о качестве сверл Iscar, Kennametal, Sumitomo. И сейчас Iscar еще более расширил серию сверл и сменных пластин. Нужно сказать что сверла со сменными пластинами серии SumoCham у Iscar начинаются от диаметров 4,0 мм.

У Iscar предложена интересная и экономичная конструкция фрез и пластин для обработки прямоугольных уступов (90 градусов), пластины имеют 2-х стороннюю геометрию и 8 режущих кромок. Высокопроизводительная обработка для жестких мощных станков.
Говоря про головки MultiMaster, наверно ни в каком каталоге не встретить такого ассортимента как у Iscar. Размеры головок начинаются от 6 мм и теперь до 32 мм. Ассортимент очень большой, инструмент высокого качества и нашел широкое применение при обработке различных материалов.


Новинок у Iscar очень много, но мы, к сожалению, ограничены рамками объемов данной статьи, поэтому выделили наиболее интересные на наш взгляд. С прочими новинками можно ознакомиться на сайте производителя https://www.iscar.com/npa.aspx/CountryId/1.
TaeguTec https://www.taegutec.com/pages/en/publications/new-products-news/ - ознакомиться с новинками можно по указанной ссылке
Tungaloy https://tungaloy.com/publications/product-brochures/ - ознакомиться с новинками можно по указанной ссылке
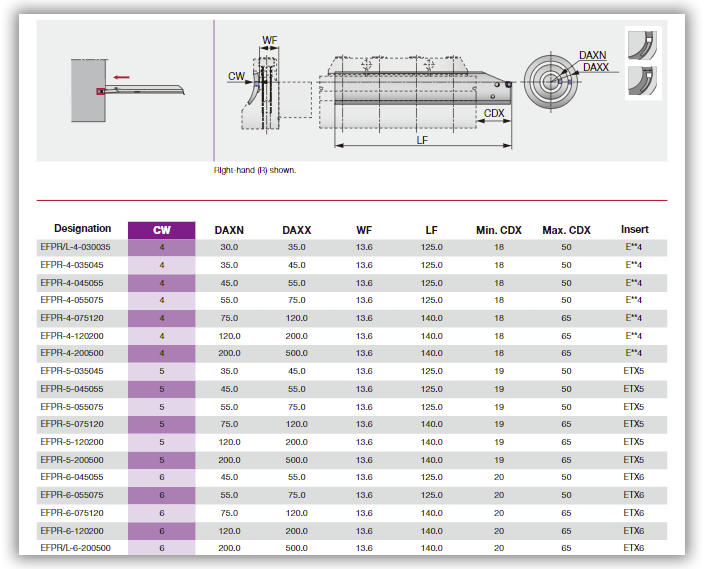
Хочется отметить интересную разработку Tungaloy резцы и лезвия для торцевых канавок https://tungaloy.com/themencode-pdf-viewer/?file=https://tungaloy.com/wpdata/wp-content/uploads/424.pdf
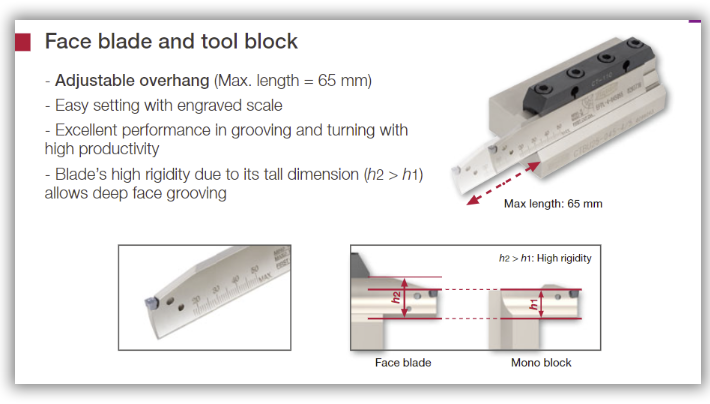
Максимально возможная глубина канавок (вылет резца) до 65 мм
Kennametal https://www.kennametal.com/us/en/products/metalworking-tools.html в этом году выводит в свет пластины с твердым сплавом KCS10B для обработки жаропрочных сплавов. Производитель обещает высокую размерную точность и износостойкость благодаря новому PVD покрытию, высокую сопротивляемость к образованию проточин. Кто работал керамическими пластинами старого доброго сплава KY4300 от Kennametal, хорошо знает на что способен этот бренд в области обработки жаропрочных материалов, надеемся и новый сплав тоже порадует.
Хочется так же от отметить расширение ассортимента у Kennametal в разделе монолитного осевого инструмента, в наибольшей части это сверла и фрезы... Есть интересные решения и конструкции, подробнее на сайте производителя.
Примечание:
Последние 3-4 года очень многие производители активно работают над улучшением тв. сплавных пластин для обработки жаропрочных сплавов на никелевой и кобальтовой основе и титановых сплавов. Появилось большое количество адаптированных новых марок твердых сплавов, новых видов и марок покрытий, что существенно улучшает стойкость инструмента. Очень интересными получились новые сплавы Sumitomo AC5015S и AC5125S (в дополнение к сплавам AC510U и AC520U, которые показали себя очень с хорошей стороны), небезынтересными являются дополнения сплавов для обработки жаропрочных материалов со стороны Korloy сплавы PC8105 - PC8115, которые шутя можно охарактеризовать: "и недорого, и весьма со вкусом", и в эту же категорию хотелось бы внести новый сплав Lamina LT1110S. Об остальных скажем позже.
Продолжим наш экскурс по ознакомлению с новинками производителей.
Sandvik https://www.sandvik.coromant.com... Как же можно обойти стороной такой бренд? И опять вернемся к обработке жаропрочных материалов. В этом полугодии Sandvik выводит новый твердый сплав S205 с CVD покрытием. Сплав S205 разработан для скоростного точения никелевых сплавов как для чистовой, так и для легкой черновой и получистовой обработки в стабильных условиях. Хочется спросить Sandvik: "А когда же будет хороший износостойкий черновой сплав, по корке, по литью и т.д...? Очень ждем." Также Sandvik представил новый сплав Sialon керамики CC6165 для черновой и получистовой обработки. Новый сплав CC6165 сочетает высокую красностойкость, характерную для Sialon, но, вместе с тем, имеет повышенную прочность и надёжность режущей кромки, что снижает требования к оборудованию, состоянию материала и тщательности проработки траектории обработки.
Примечание:
Вообще нужно отметить, что как и твердые сплавы, так и сплавы керамики у Sandvik предпочитают жесткую систему СПИД, высокие скорости обработки, ведь Sandvik - это в первую очередь высокопроизводительный инструмент. Но не всегда такое возможно в силу ряда причин, связанных не только с оборудованием, но и конструктивом детали и т.д. Возможно поэтому на многих производства при обработке жаропрочных материалов, наряду с Sandvik, предпочитают керамические пластины и инструмент NTK, GreenLeaf, Kennametal, SsangYong и пр., которые в определенных случаях более целесообразны.
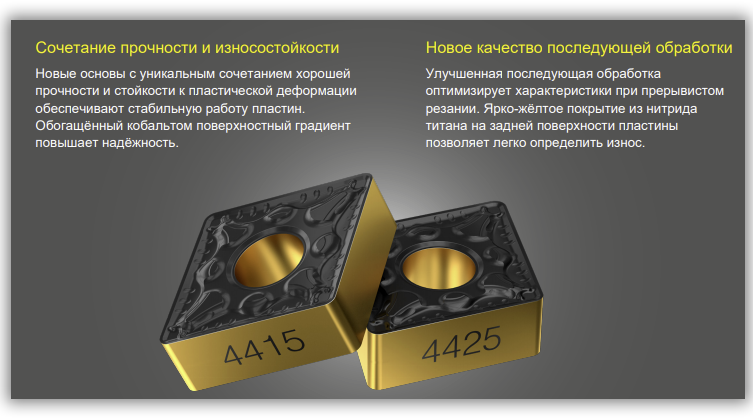
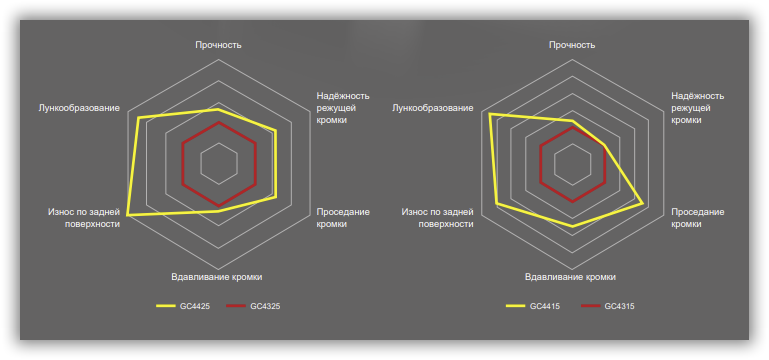
Еще у Sandvik нужно отметить новые сплавы для токарной обработки стали. Новая технология нанесения износостойкого покрытия, прочная основа. Сплав первого выбора GC4425 повышает износостойкость, термостойкость и прочность, значительно расширяя область применения. Сплав GC4415 дополняет GC4425 улучшенными характеристиками, когда требуется более высокая термостойкость. Он позволяет работать с более высокой скоростью и длительностью резания при обработке в стабильных условиях.

Нажмите на картинку для увеличения
С прочими новинками Sandvik можно ознакомиться на сайте производителя.
Среди новинок хочется выделить фрезы для обработки алюминия OptiMill-SPM-Rough с внутренним охлаждением для черновой высокопроизводительной обработки, чистовые фрезы увеличенной длины OptiMill-SPM-Finish.
Новые разработки в инструментах с применением PCD пластин для надежной обработки алюминиевых сплавов и композитных материалов.
Компания MAPAL разработала новое сверло с поликристаллическим алмазом для обработки композитных материалов, таких как углепластик и многослойных композитов из алюминия и углепластика в сборке. Сверло отличается сплошной режущей кромкой из PCD. Отполированная с обеих сторон PCD вставка, вставляется в корпус инструмента с пазами из твердого сплава. Это делает всю систему особенно стабильной. Черновая фреза для сухой обработки алюминиевых сплавов обеспечивает мягкий рез и очень длительный срок службы в сравнении с тв.сплавными фрезами. Более высокие затраты на инструмент быстро окупаются.

OptiMill-3D-HF-Hardened с четырьмя или шестью режущими кромками подходит для фрезерования закаленных деталей твердостью 45-66 HRC. MAPAL представляет новые фрезы с высокой подачей для твердой обработки. Чтобы инструменты надежно работали даже в сложных условиях обработки, таких как прерывистый рез, компания MAPAL разработала особую геометрию торца.
MAPAL Tritan-Drill-Reamer сочетает в себе сверление и развертывание в одном инструменте, для производства отверстий под фитинги еще более точно, используя всего один инструмент.


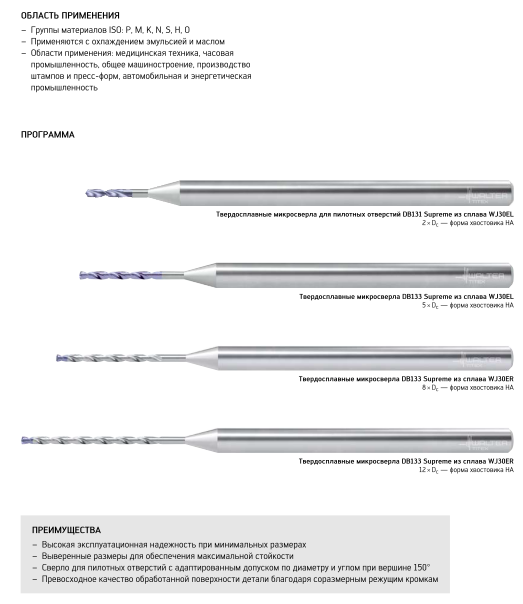
Сверла новой серии MICRO-Drill-Steel доступны в диапазоне диаметров 1-2,9 мм с внутренним подводом СОЖ. Новая серия MICRO-Drill для диаметров от 1,0 до 2,9 мм с внутренним охлаждением позволяет пользователям сверлить на глубину 5xD, 8xD и 12xD. Четыре направляющих фаски обеспечивают наилучшие направляющие свойства. Специалисты по инструментам разработали геометрию специально для эффективной и экономичной обработки очень малых отверстий в стали.
Сменные твердосплавные головки новой программы развертывания специально адаптированы к индивидуальным диаметрам и геометрии. Система сменных головок для диаметров от 10 до 25 мм состоит из прочного держателя, твердосплавной сменной головки и элемента распределения охлаждающей жидкости. Установка в корпус очень точная, что позволяет менять головки на месте без каких-либо настроек и усилий, что является большим плюсом с точки зрения рентабельности. Сменная головка просто заменяется и утилизируется. Ремонт сменных головок не предусмотрен.

Новый патрон Hydro Mill Chuck для высокодинамичных процессов со скоростью вращения шпинделя до 33 000 об / мин.

С прочими новинками производителя MAPAL можно ознакомиться на сайте https://news.mapal.com/en-int/
Наблюдая за новинками, можно заметить, что в погоне за сокращением времени обработки, конструкции сверл могут быть сильно видоизменены.
Кто-то их пытается совместить с разверткой, кто-то делает их 3-х перыми...а вот Ceratizit предложил их сделать 4-х перыми, высокоточными, к тому же еще и с внутренними каналами для подачи СОЖ

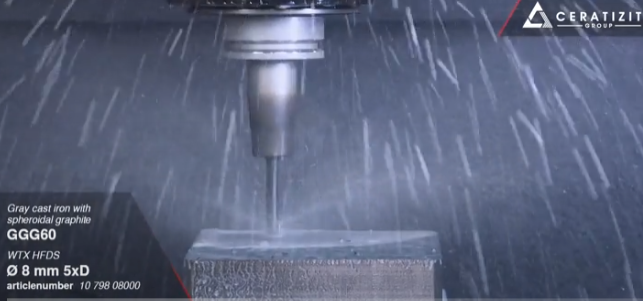

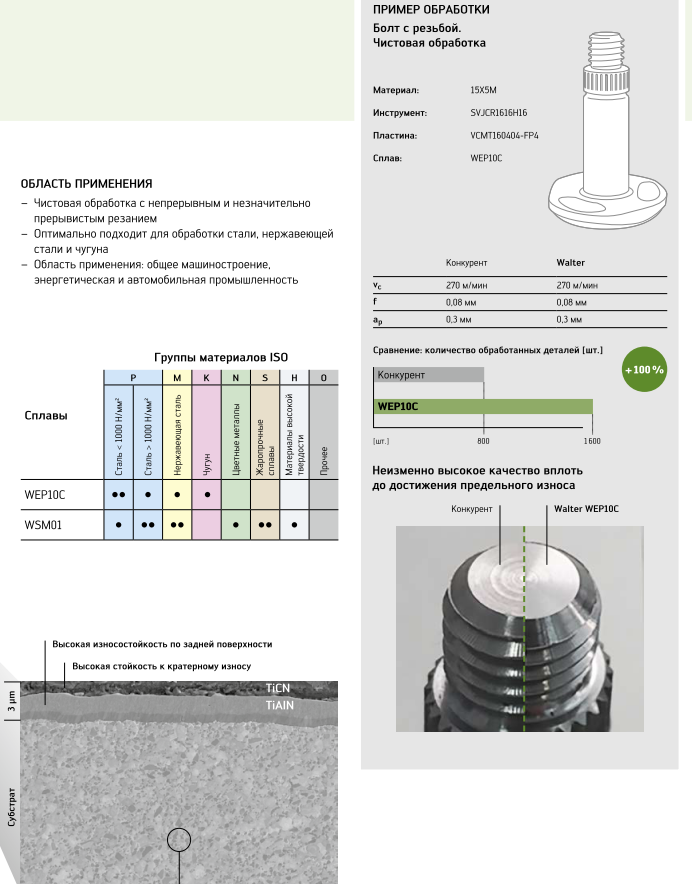
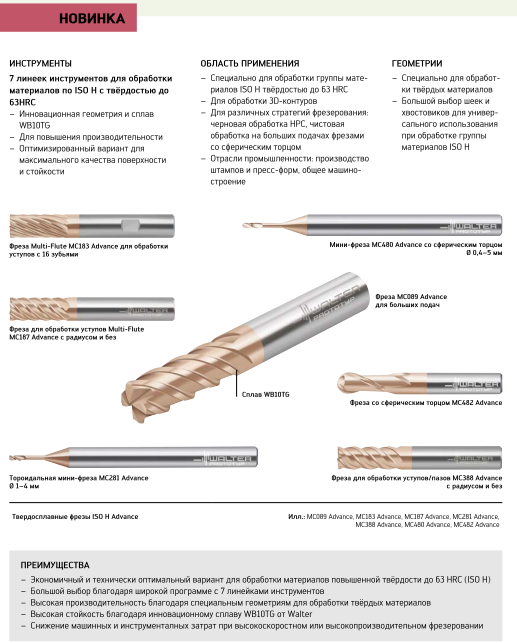
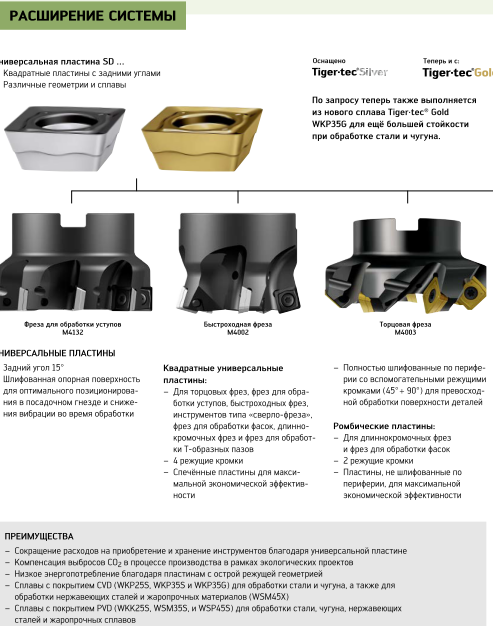
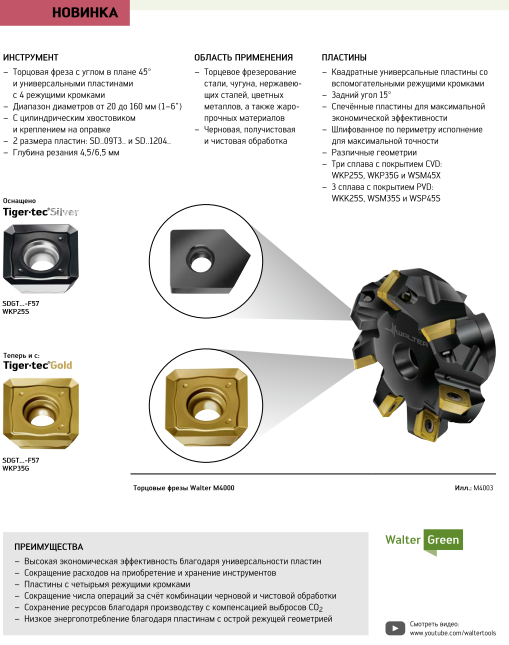
Walter предлагает подходящие решения — три серии инструментов премиум-класса:
- серия Perform для максимальной экономической эффективности и надёжности,
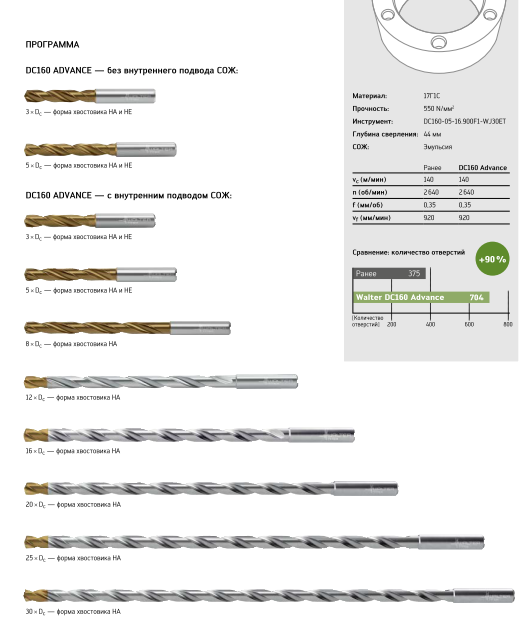
- серия Advance для экономичной обработки
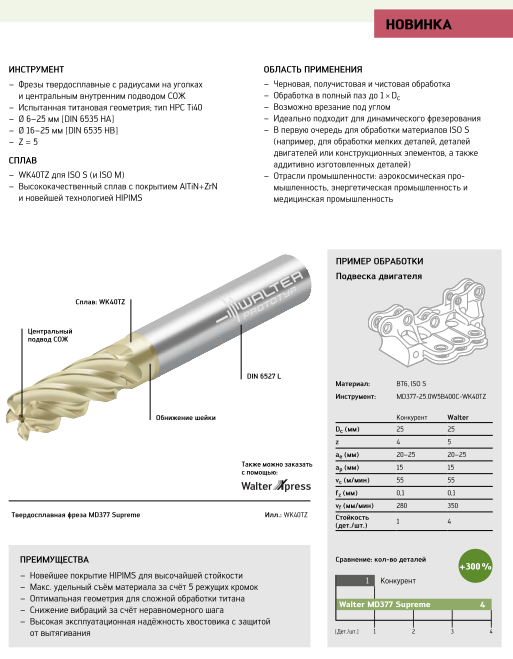
- серия Supreme для максимальной производительности в сочетании с высокими режимами резания и высокой стойкостью.
Новые сплавы, стружколомы, инструменты CBN, новые конструкции фрез, сверл, метчиков и многое другое можно увидеть в каталоге новинок первой половины 2021 года https://www.walter-tools.com/sitecollectiondocuments/downloads/global/catalogues/ru-ru/product-innovations-2021-1-highlight-ru.pdf
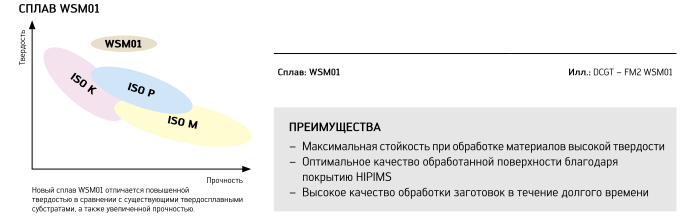
Хочется выделить новые сплав WSM01 технология покрытия PVD-HIPIMS для получения гладкой поверхности, оптимальная адгезия слоев даже при острых режущих кромках, исключительно твердый износостойкий микрозернистый твердосплавный субстрат. Основная область применения: ISO S: например, чистовая обработка деталей двигателя из сплава Inconel 718 и ISO M: например, клапаны из дуплексной стали 08Х21Н6М2Т, дополнительная область применения: ISO P: например, чистовая обработка инструментальной стали, ISO N: например, точение с эффектом «полирование», ISO H: например, обработка закаленной стали твердостью до 56 HRC.
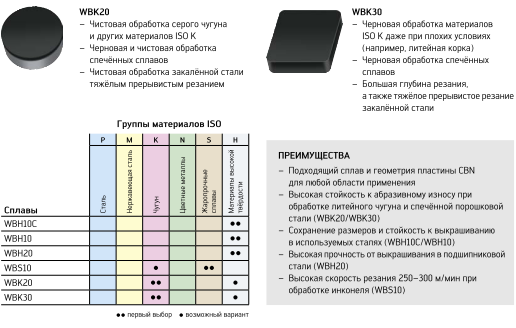
Расширена программа пластин из CBN и керамики.

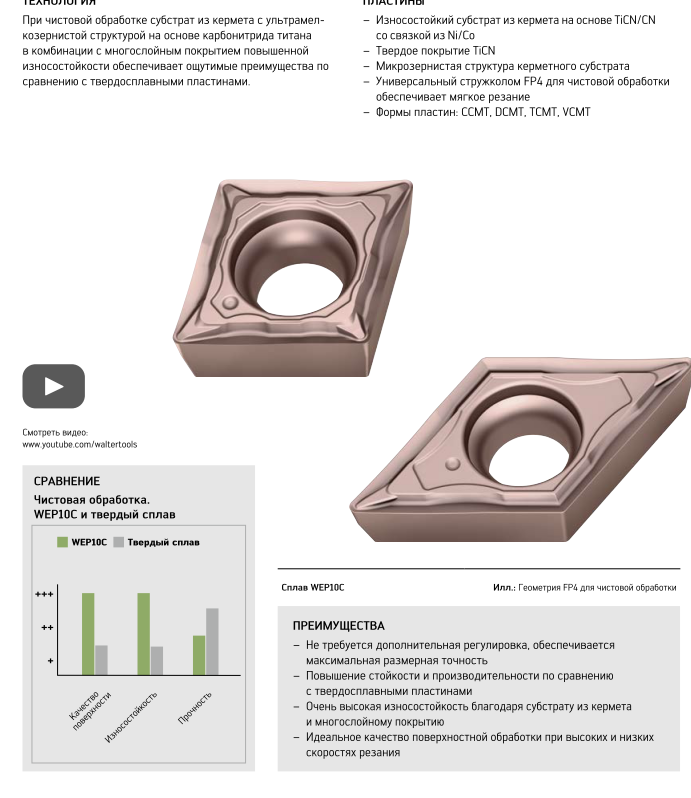
Новый кермет с высокой износостойкостью.
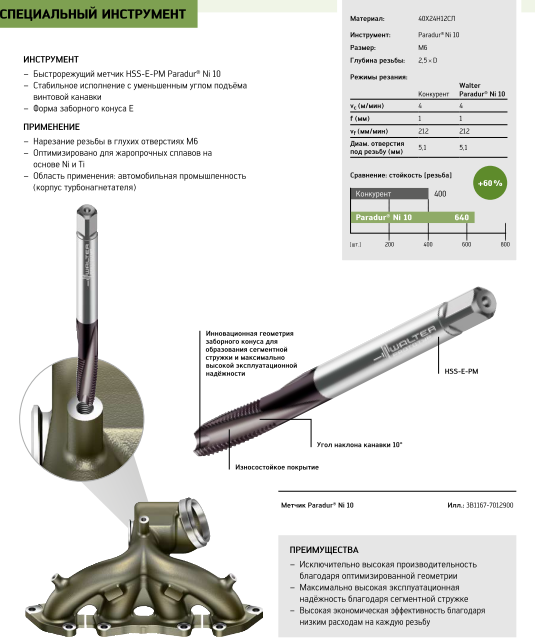
Про осевой инструмент Walter говорить можно очень много и долго и только хорошо. Сверла, фрезы, метчики всегда демонстрируют наилучшие результаты обработки. Каталог производителя содержит внушительный ассортимент инструментов на любые задачи.
Инструменты для обработки стали низкой и средней прочности.
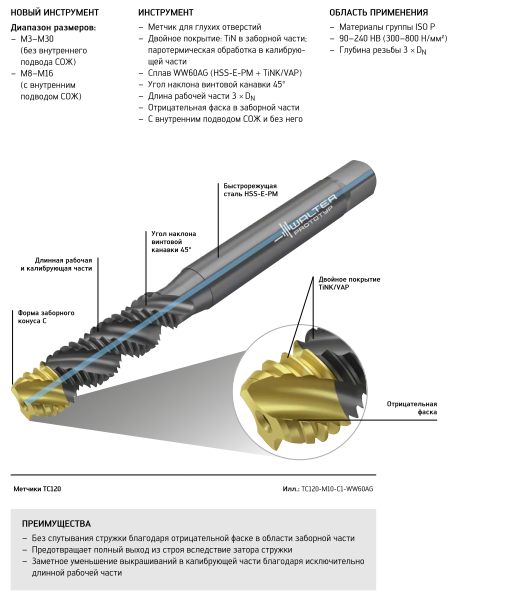
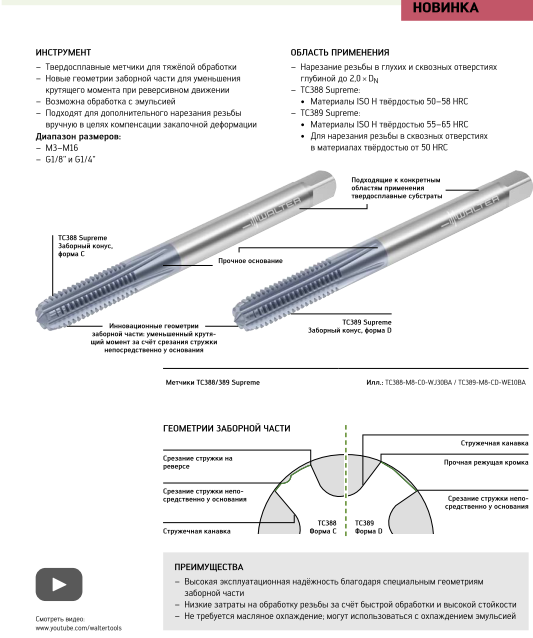
Производитель предлагает метчики как для максимальной производительности, так и для максимальной стойкости... наряду с ними метчики для экономичного сегмента, а также специализированные метчики.
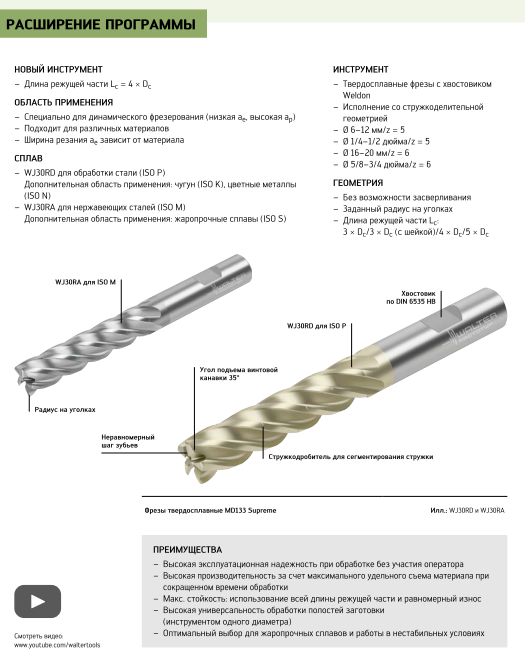
Наряду с новинками производитель значительно расширяет ассортимент фрез для различных задач.
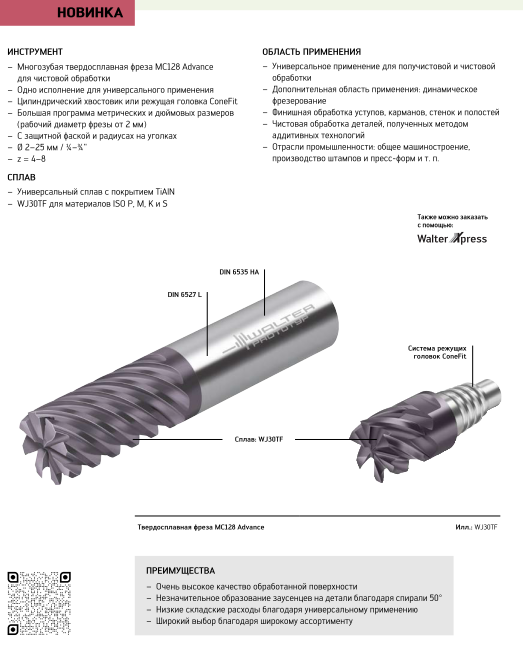
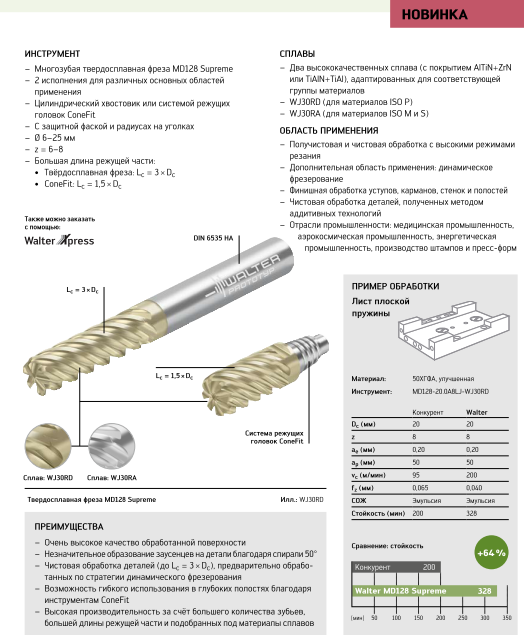
Расширина группа фрез для динамического фрезерования.
(Идея динамического фрезерования основана на ускорении станка: станок для динамического фрезерования должен иметь достаточно высокие параметры ускорения, высокую скорость хода и подачи в широком диапазоне частоты вращения, а также короткое время вычислений и переключения. Обрабатываемый материал определяет параметры резания, такие как ширина резания (ae) и угол зацепления фрезы (φs). Размер изготавливаемых карманов и полостей определяет стратегию и диаметр используемого инструмента. )
Довольно интересное решение производитель применил при изготовлении фрез с напайками из керамики.
А вот по фрезам со сменными пластинами особенно новых конструкций выделить то и не чего. Скорее расширение ассортимента конструкциями, которые давно и успешно применяются в каталогах других производителей. Появилась аналогичная новинка фрез для больших подач, рассмотренная ранее, предложена конструкция фрезы с некоторой универсальностью применения пластины, появилась фреза с 16-ю режущими кромками (которая давно присутствует даже в каталоге ZCC), фреза для уникального качества поверхности (во многом повторяющая по конструкции фрезу Sandvik R245). Но несмотря на конструктивное сходство инструментов, Walter всегда обеспечивал высокое качество и мягкость работы фрез (ранее вообще бытовало мнение, что Walter это каталог фрез, и многие пользователи однозначно выделяли мягкость работы инструмента и его качество).


Нажмите на картинку для увеличения
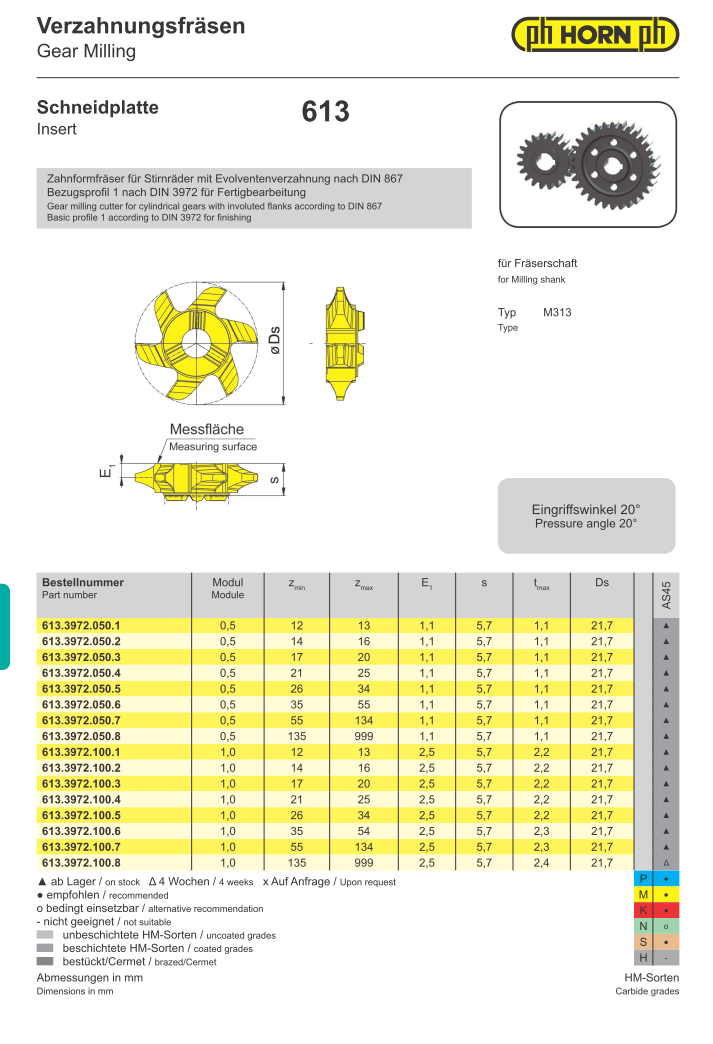
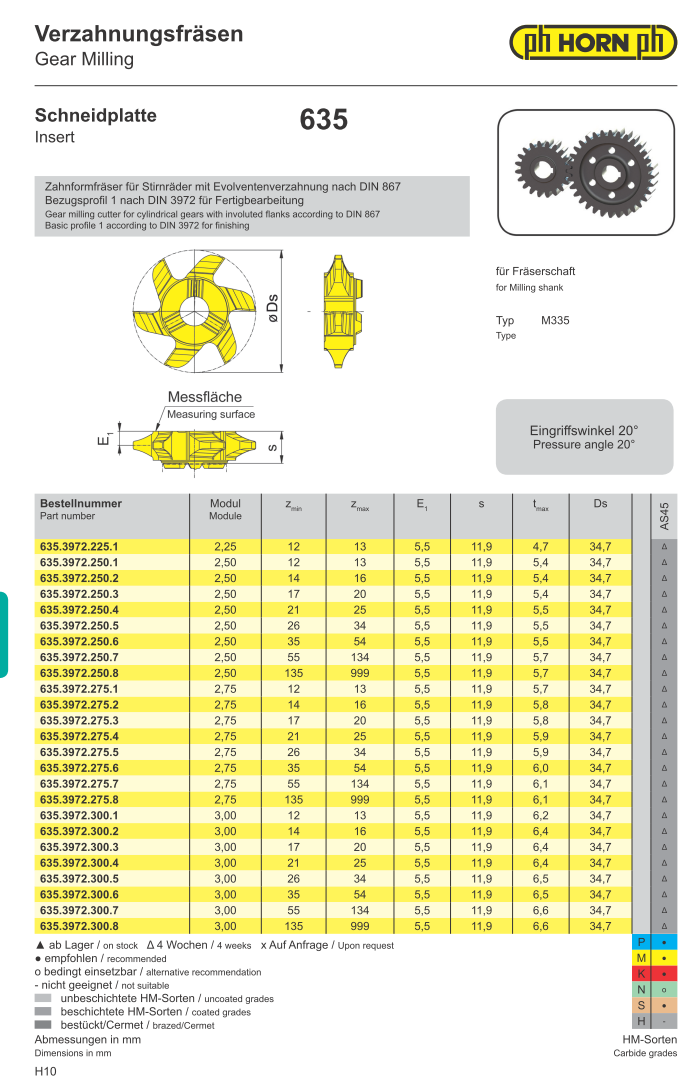
Horn https://www.hornrus.com/ - за этим производителем прочно закрепилась лидерская позиция в области мелкоразмерной обработки и различного канавочного инструмента, один из ведущих брендов с таким огромным ассортиментом.
В текущем году производитель продолжает расширять ассортимент, с новинками продукции можно ознакомиться на сайте производителя https://www.hornrus.com/novosti/.
Основное, что было замечено, производитель все больше уделяет внимание инструменту для обработки зубчатых колес https://www.hornrus.com/fileadmin/user_upload/media/PDF/2020/Flyer/INFO5_20_Verzahnungsflyer_komplett_ru_compressed.pdf
Ceratizit https://www.ceratizit.com/int/ru.html довольно известный бренд высококачественного инструмента, особенно зарекомендовавший себя в обработке деталей аэрокосмической сферы. Значительно прибавил в своем ассортименте с входом в группу таких производителей, как WNT и Komet.

Нужно сказать, что в этом году группа компаний активно работает и в авиационной отрасли https://cdn.plansee-group.com/aerospace, в отрасли автомобилестроения https://cdn.plansee-group.com/automotive-and-motors и прочих отраслях.
Пополнился каталог предлагаемых тв.сплавных заготовок специального назначения, в частности для червячных фрез, долбяков и т.д. https://www.ceratizit.com/int/en/offerings/hard-material-solutions.html
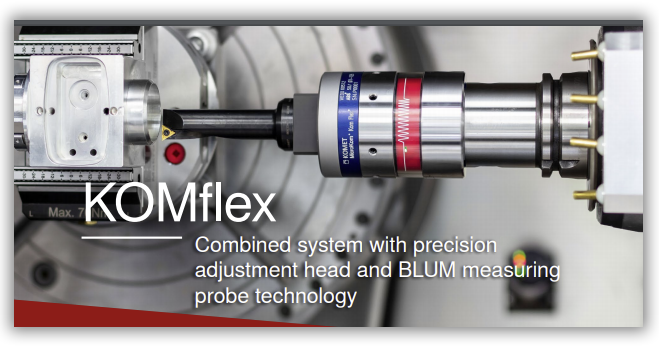
Со стороны Komet в текущем году много разработок в области автоматизации расточных систем, управлением и контролем самого процесса.
Расточная система в сочетании с измерительным зондом BLUM KOMflex обеспечивает автоматическую коррекцию диаметра прецизионных отверстий в автоматическом режиме с замкнутым контуром. Головка точной регулировки KOMflex взаимодействует с оборудованием беспроводной машины BLUM.
Система автономного сбора и обработки производственных данных непосредственно на соответствующем инструменте.
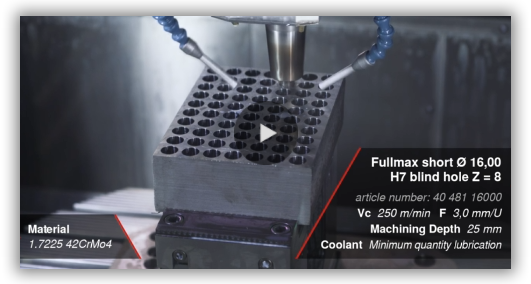
Очень интересны высокопроизводительные тв.сплавные развертки, которые мугут работать в частности и по закаленным материалам до 62HRC https://cuttingtools.ceratizit.com/gb/en/machining-know-how/bore-machining/product-overview/fullmax-short.html. По ссылке на видео демонстрируется работа этими развертками... обратите внимание на режимы резания.

Пополнение каталога очень значимое, огромный ассортимент, инструмент премиум сегмента. Рекомендуем ознакомиться с ассортиментом продукции, в каталогах производителя указан порядок цен, что позволит увидеть ценовую политику, видеть бюджетные позиции инструментов и т.д. Ссылка на каталоги https://cuttingtools.ceratizit.com/gb/en/download.html
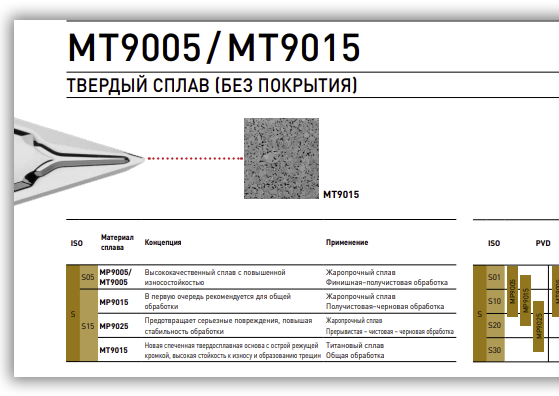
Mitsubishi http://www.mhuk-carbide.co.uk/ - качественный японский производитель, интересная номенклатура, средний сегмент цен.
Новинки можно посмотреть по ссылке https://www.mmc-hardmetal.com/en/news или pdf формате http://mhg-mediastore.net/download
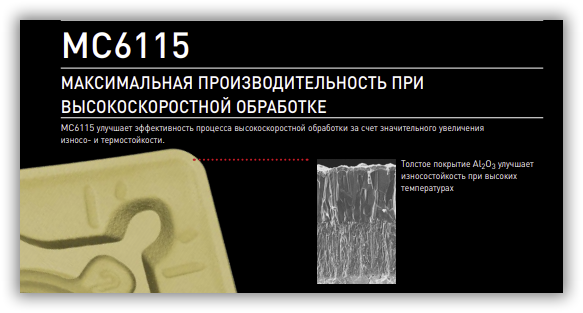
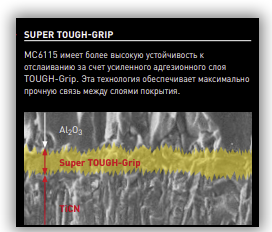
Производитель интригует высокоскоростной обработкой сталей с новым сплавом MC6115 - новое покрытие, новые технологии. MC6115 имеет гораздо более низкий уровень напряжения, чем стандартные сплавы с покрытием CVD, благодаря специальной обработке поверхности. Это обеспечивает защиту от внезапного разрушения пластины за счет уменьшения силового воздействия на покрытие.

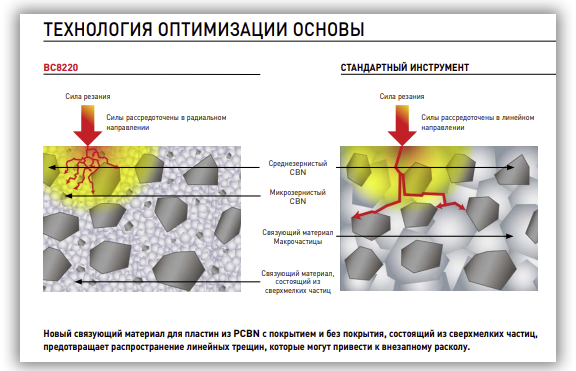
Новое поколение CBN

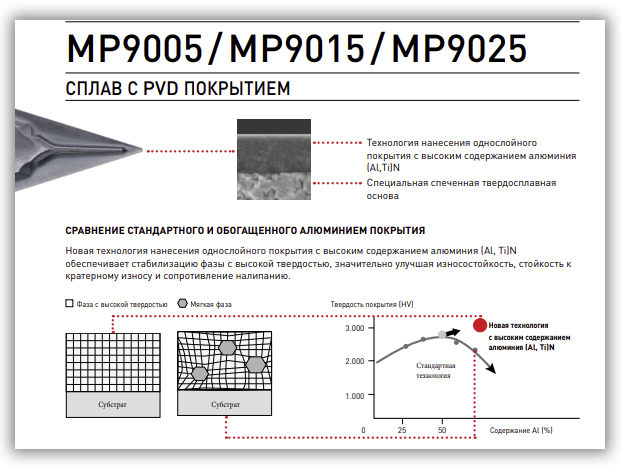
Новые сплавы для обработки жаропрочных сплавов. Новая технология нанесения однослойного покрытия с высоким содержанием алюминия (Al, Ti)N обеспечивает стабилизацию фазы с высокой твердостью, значительно улучшая износостойкость, стойкость к кратерному износу и сопротивление налипанию.
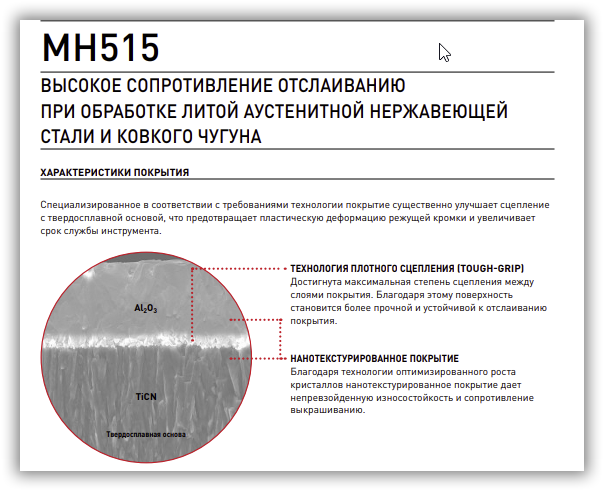
Как говорится, японским специалистам виднее... но что-то как-то у нас не на жаропрочных сплавах пластины с PVD покрытием...и тем более без покрытия, ну как-то не проявили себя. Но возможно лучше проявит себя сплав MH515, хотя производитель указывает на его применение по аустенитным нержавеющим сталям (но судя по описанию, прочная основа и весьма серьезное покрытие)

Нажмите на картинку для увеличения
Hitachi ныне Moldino http://www.moldino.com/en/, https://www.moldino.eu/products/portfolio - шикарный японский производитель, широко известный в кругах изготовителей литьевых форм и штампов.
Производитель изготавливает инструмент с вылетом L/D до 90. Инструмент отличается высокой надежностью, мягкостью работы и очень богатый ассортимент.
В этом году представили интересную 8-ми зубую фрезу для чистовой обработки
Нажмите на картинку для увеличения
Kyocera https://www.kyoceraprecisiontools.com/promo-pack/ - еще один японский производитель высококачественного инструмента. Новинки в большей степени по расширению ассортимента, ознакомиться с ними можно по указанной ссылке.
Sumitomo https://www.sumitool.com/en/products/newproducts.html - новинки можно увидеть по указанной ссылке. Интересный производитель, сильная токарная группа, инструмент из CBN.
Особо хочется отметить серии новых токарных пластин по стали AC8000P, по нержавеющим сталям AC6000M и по жаропрочным материалам AC5100S.
Краткий буклет с новинками этого года https://www.sumitool.com/en/downloads/assets/mt-catalog/newproducts.pdf
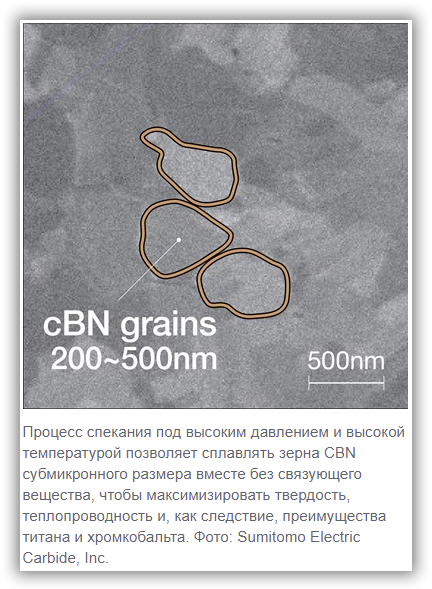
Еще одной интересной разработкой Sumitomo является CBN с низким содержанием связующего вещества разработанный для чистовой обработки титановых сплавов.
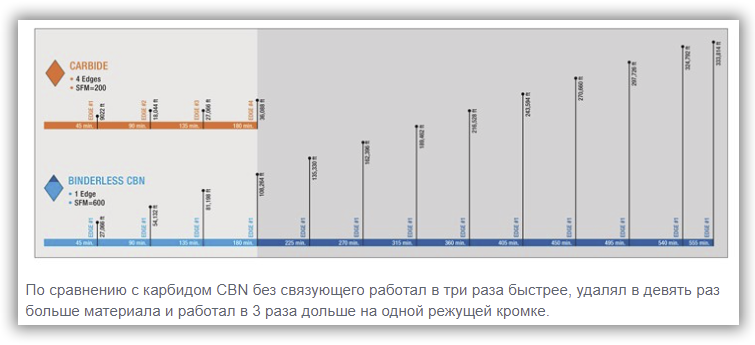
Хотя твердосплавные пластины хорошо зарекомендовали себя практически, но в недавних испытаниях новый тип пластины из кубического нитрида бора (CBN) для чистовой токарной обработки работал в три раза быстрее, прослужил в три раза дольше и удалял в девять раз больше материала, чем твердый сплав на титане ВТ6, и все это на одной режущей кромке. «Постоянный контроль над стружкодроблением и долговечная режущая кромка делают его отличным кандидатом на замену существующим стабильным процессам чистовой обработки с использованием твердого сплава», — пишут исследователи.
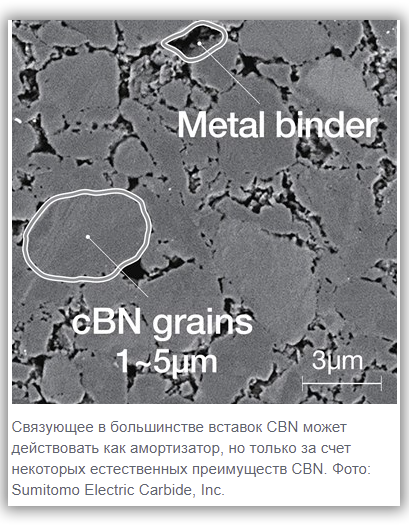
Основное различие между этим CBN и другими вставками заключается не в том, что он содержит, а в том, чего ему не хватает: связующего вещества, скрепляющего спеченный материал. Скорее, наночастицы сплавляются непосредственно друг с другом, образуя практически сплошную непрерывную режущую поверхность. Эта конструкция позволяет в полной мере использовать исключительную твердость и теплопроводность CBN в материале, известном своим деформационным упрочнением.
Процесс спекания при более высокой температуре и более высоком давлении, который делает возможной конструкцию без связующего вещества, важен не только для производительности механической обработки. Кобальт, важнейший компонент «цемента», скрепляющего цементированный карбид вольфрама, становится все более редким и дорогим. То же самое и с вольфрамом, ниобием и другими элементами этих вставок.
Степень этих более широких преимуществ зависит от того, в какой степени преимущества производительности и экономия за счет масштаба стимулируют распространение бессвязующего CBN (и, возможно, других разновидностей бессвязующей вставки) в новые области применения и материалы. Между тем, новое предложение NCB100 без связующего CBN представляет собой готовую альтернативу для работы, которая в противном случае потребовала бы избыточного инструмента и/или учета смены пластин, ввода компенсации износа и риска поломки инструмента во время длительных автоматизированных циклов обработки.
Испытания на чистовую токарную обработку были проведены с применение пластин AC51015S, которую Sumitomo рекомендовала бы для данного применения. Как и ожидалось, карбид показал хорошие результаты в повторных испытаниях, продемонстрировав износ наконечника 0,06 мм после 45 минут резания. «Во время этих испытаний не было замечено никаких аномалий», — говорится в отчете об испытаниях. «Вставка показала равномерный и предсказуемый износ с течением времени, создав отличный базовый уровень для сравнения».
Две пластины из CBN, одна с малым передним углом и одна с большим передним углом, испытали одинаковую степень износа наконечника через 45 минут (0,05 мм для обеих геометрий CBN). На этом этапе твердосплавная пластина требовала переворота (смены режущей кромки) для сохранения контроля над стружкодроблением. Однако обе пластины из CBN продолжали давать короткую, туго закрученную стружку. Третья вставка из CBN без связующего, со средним передним углом, показала себя еще лучше, изнашиваясь вдвое меньше (0,03 мм) на 45-минутной отметке.
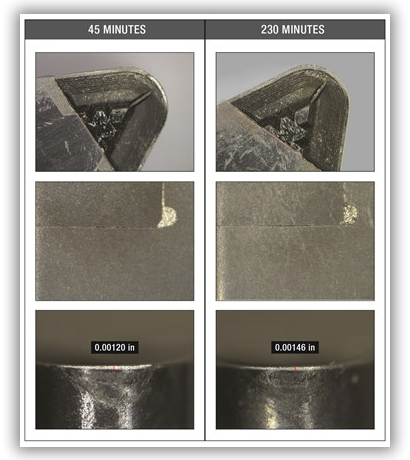
При скорости 120 м/мин (вдвое больше, чем у карбида) и 230 минутах резания пластина из CBN без связующего по-прежнему стабильно работала. Вставка из карбида потребовала индексации на 45-минутной отметке. Фото предоставлено: OMIC.
Самая большая разница была в скорости. При повторных испытаниях все три геометрии CBN работали со скоростью 120 м/мин по сравнению с 60 м/мин для тв.сплава. Исследователи определили пластину из CBN (со средним износом) намного больше 45-минутной отметки и увеличили периодичность измерений износа с 15-минутных до 30-минутных интервалов. Через 230 минут стружки были практически неотличимы от замеров, сгенерированных на 45-й минуте. Напротив, вставка из твердого сплава изнашивалась в два раза больше, удаляла только половину материала и оставляла более шероховатую поверхность.
Тестирование продолжалось. Доведенный до 180 м/мин, что в три раза превышает скорость твердого сплава, пластина из CBN без связующего прослужила более 400 минут, после чего показала тот же уровень износа по задней поверхности, что и пластина из твердого сплава, через 45 минут (хотя с CBN шероховатость поверхности достигла почти 65 Ra к 400 минутам). На 435-й минуте стружки стали становиться все более длинными и волокнистыми. Наконец, на 555-й минуте наконечник вставки принял форму полумесяца.

Вставка из CBN без связующего проработала более 7 часов, прежде чем контроль над стружкодроблением начал заметно ухудшаться.
Связующий материал более мягкий, поэтому он разрушается первым по мере износа поверхности. Он отрывается кусками, оставляя выбоины. Без связки частицы сплавляются непосредственно друг с другом. Выбоин нет, потому что поверхность изнашивается с относительно постоянной и предсказуемой скоростью.
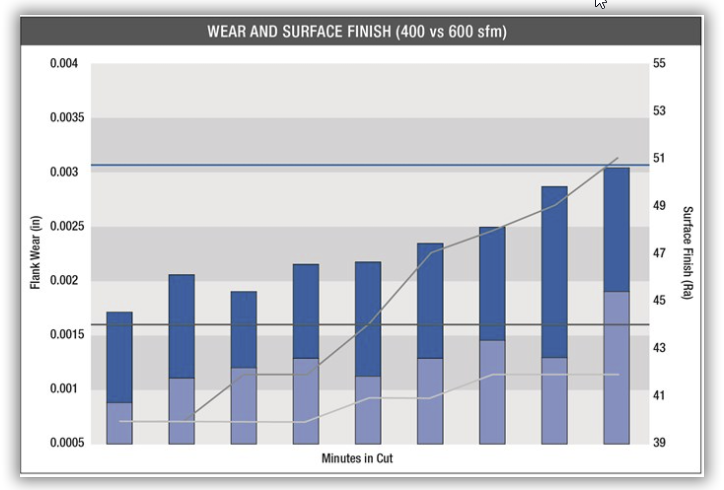
Две плоские параллельные горизонтальные линии представляют чистоту поверхности (серый цвет) и износ пластины (синий цвет) с твердосплавной пластиной после 45 минут обработки на скорости 60 м/мин. Вертикальные синие столбики показывают прогресс износа вставки из CBN без связующего с течением времени как при 120 м/мин (голубой), так и при 180 м/мин (темно-синий). Вторая пара горизонтальных серых полос показывает ухудшение отделки поверхности с течением времени для CBN без связующего вещества при 120 м/мин (светло-серый) и 180 м/мин (темно-серый).
Guhring https://guehring.com/ueber-uns/news/ немецкий производитель большого ассортимента осевого инструмента... и не только.
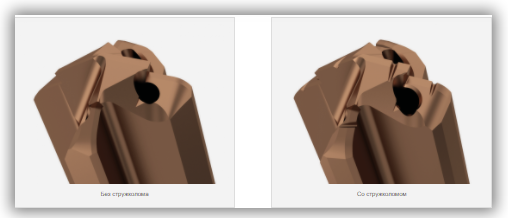
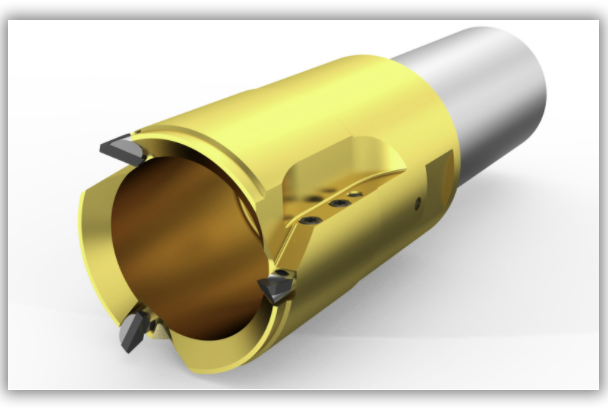
Из новинок в текущем году производитель представил сверло VB80 для производительного глубокого сверления до 40D чугуна (блоки двигателей). Сверло позволяет обрабатывать отверстия на увеличенной подаче и получать точность по 7 квалитету, округлость порядка 10 мкм, и 7-8 класс шероховатости.
Guhring использует запатентованное разделение режущих кромок 2+4. Основная нагрузка из-за резко увеличенной скорости вращения сначала воспринимается двумя внутренними режущими кромками. Они поддерживаются толстым сердечником и специальной статикой режущего клина. Специальная шлифовка для изготовления поперечной режущей кромки обеспечивает низкие усилия. Затем используются четыре «периферийных режущих кромки», которые поглощают высокий крутящий момент.
В настоящее время сверло для глубоких отверстий VB 80 может обрабатывать отверстия диаметром от 8 до 30 мм и длиной инструмента до 1000 мм.

Корончатое сверло Guhring для волокнистых композитных материалов.
Расслоение по-прежнему является одним из основных источников ошибок при сверлении волокнистых композитных материалов (FRP). От диаметра 25,00 мм сквозные отверстия без повреждений можно получить почти только путем спирального фрезерования. Предпочтительна сухая обработка с охлаждением сверла сжатым воздухом.
Волокнистые композиционные материалы могут иметь различную склонность к расслоению. Благодаря концепции корончатого сверла Guhring геометрию режущей кромки можно отрегулировать в любое время в зависимости от поведения материала.
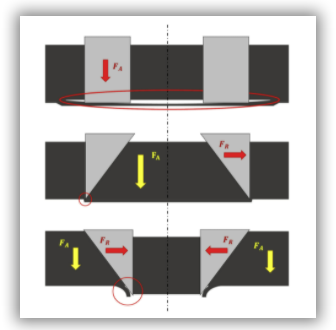
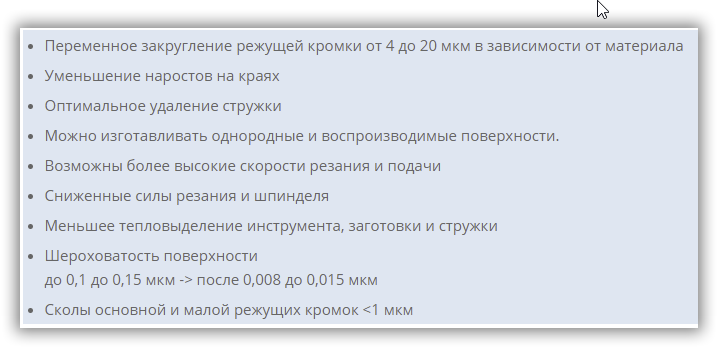
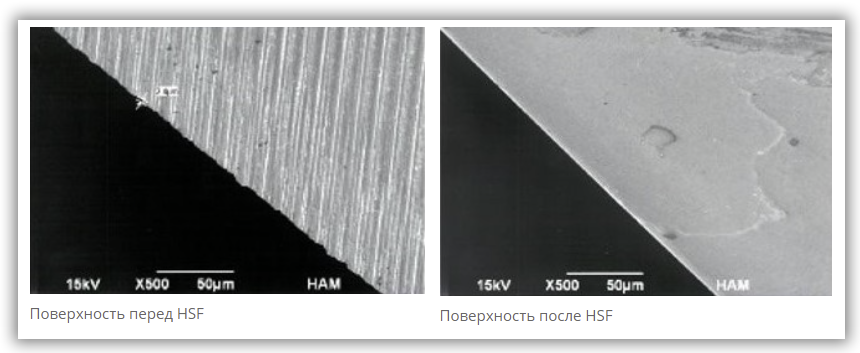
HAM запускает процесс полировки, при котором все поверхности инструмента получают сверхгладкую полировку с определенной и воспроизводимой подготовкой основной и вторичной режущей кромки. Компания HAM успешно производит цельные твердосплавные сверла для глубоких отверстий с уникальным специальным процессом полировки. Стойкость инструмента увеличена с 7000 до 30 000 деталей.
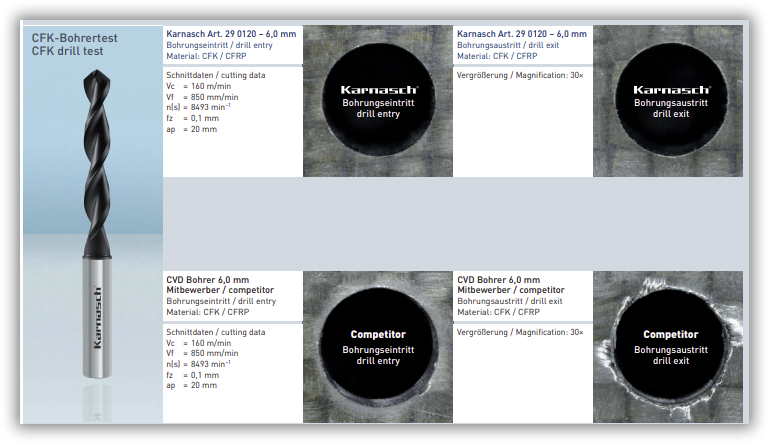
Karnasch немецкий производитель инструмента.
Нужно отметить расширение ассортимента осевого инструмента для обработки графита и композитных материалов. https://karnasch.tools/en/graphite-tools и https://karnasch.tools/en/composite-tools

Pramet, Dormer https://www.dormerpramet.com/ru-ru/news-media/news - новинки можно увидеть по указанной ссылке, или брошюра https://www.dormerpramet.com/downloads/2021%20new%20products%20ru.pdf Обновления в основном по расширению номенклатуры.
Korloy http://www.korloy.com/ru/download/technews.do - новинки можно увидеть по указанной ссылке. Надеемся основные новости компания опубликует в конце года.
Из последних значимых новинок новый фрезерный сплав для нержавеющих сталей PC9540, с усовершенствованной динамически прочной основой и новым современным покрытием.
Также нужно отметить значительное увеличение номенклатуры осевого монолитного инструмента http://www.korloy.com/ru/prdinfo/list.do?category=48
В этом году наряду с новыми разработками производитель продолжил расширение ассортимента инструмента, державок и оснастки. Новинок много, предлагаем ознакомиться на сайте производителя.
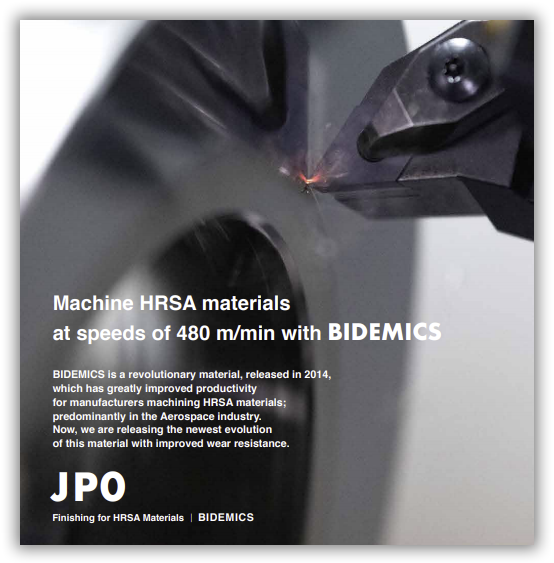
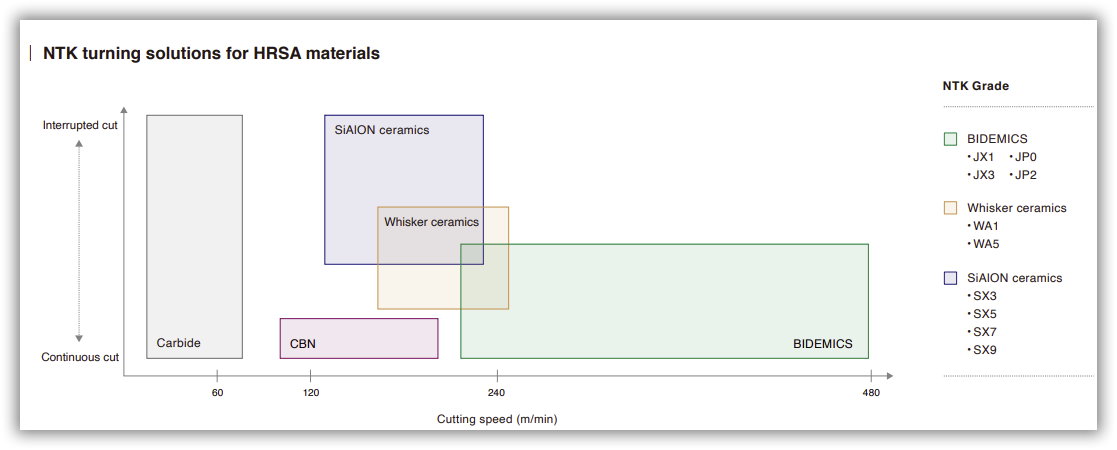
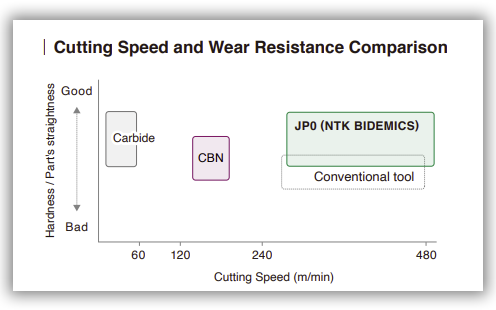
NTK https://www.ntk-cuttingtools.com/en/ японский бренд высококачественного инструмента, отлично знакомый своей высококачественной керамикой и CBN предприятиям, обрабатывающим различные жаропрочные материалы, а так же продукцией для автоматов продольного точения и обработки мелкоразмерных деталей.
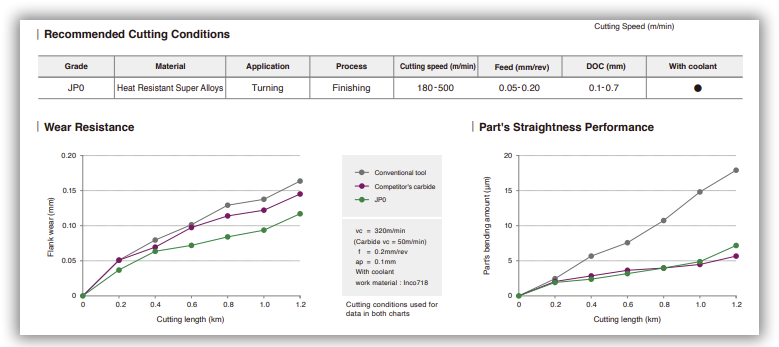
В этом году производитель порадовал очередной новинкой BIDEMICS JP0 для сверхскоростной чистовой обработки HRSA материалов (жаропрочных сплавов). Скорость резания до 500 м/мин, что в 15 раз выше чем у CBN.
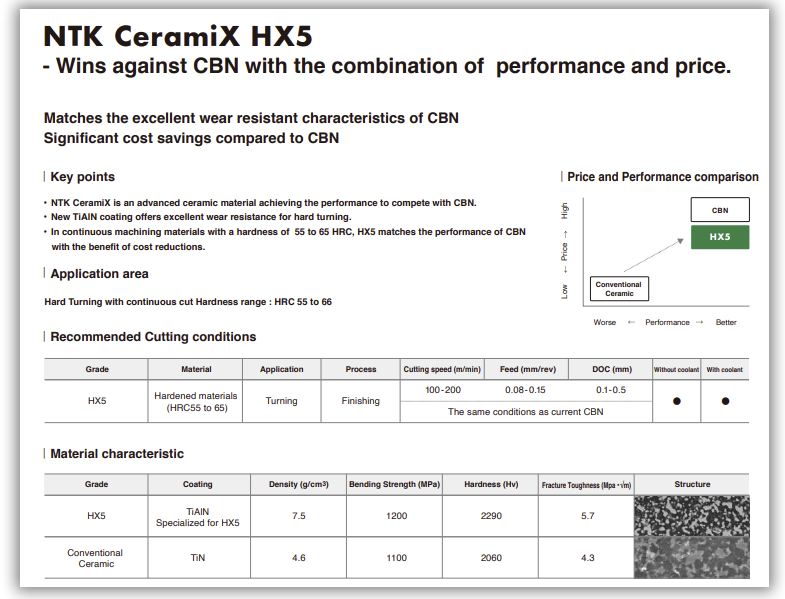
Еще одна интересная новинка от производителя - керамика HX5, имеет очень привлекательное преимущество цена/производительность по сравнению с CBN, при этом по многим параметрам не уступает последнему. При непрерывном резания HX5 демонстрирует устойчивую обработку в диапазоне твердостей 55-65HRC (легко переносит неоднородную твердость).
Simtek https://www.simtek.com/DE-en/home один из ведущих производителей мелкоразмерного, канавочного и прочего инструмента.
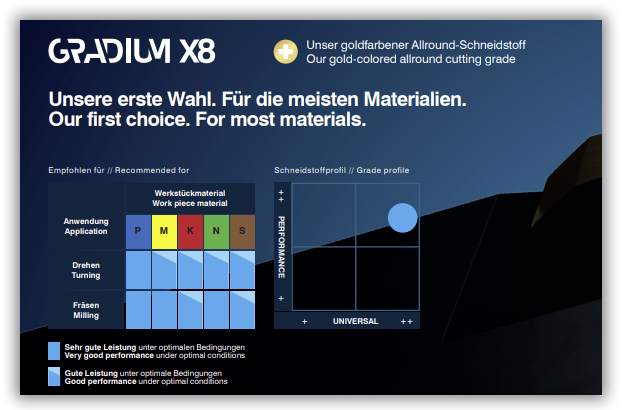
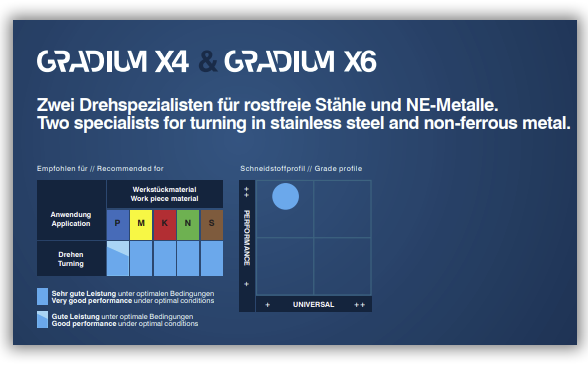
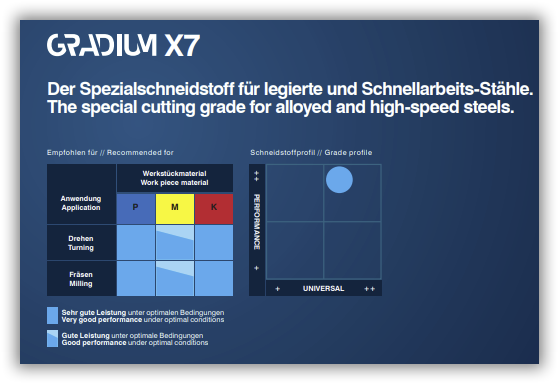
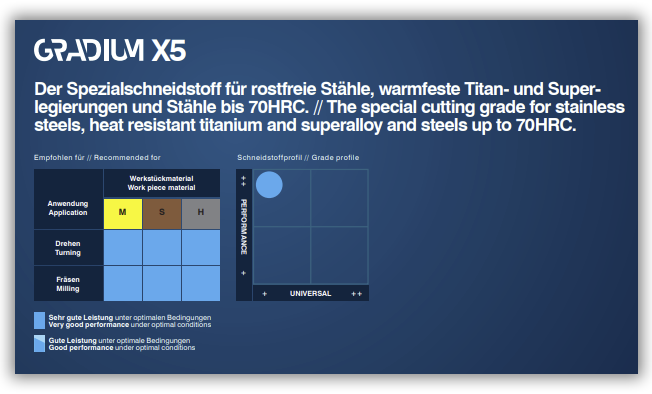
Из новинок хочется отметить новые усовершенствованные режущие сплавы GRADIUM представляющие собой идеальное сочетание твердосплавной основы, отделки режущей кромки и высококачественных покрытий. Они также олицетворяют надежность процесса и высокое качество.
А также инструментальная система simturn PX для растачивания отверстий от Ø 7,8 мм.
Также производитель напоминает о эффективности применения специальных высококачественных инструментов.
WhizCut https://www.whizcut.com/parting-off/ - говоря про мелкоразмерную обработку всегда вспоминается такой производитель как WhizCut.
У данного производителя не так давно появились 2-х сторонние отрезные / канавочные пластины от 0,5 до 2 мм

AlliedMachine https://alliedmachine.com/Home.aspx изначально американская, а теперь уже международная компания высококачественного инструмента. По указанной ссылке можно посмотреть новинки, основная доля которых приходится на вошедшие в состав немецкую фирму Wohlhaupter (известную своими высококачественными расточными системами и оснасткой). Allied Machine & Engineering - ведущий производитель инструментальных систем для обработки отверстий и чистовой обработки.




В каталоге этого немецкого производителя появились довольно оригинальные по конструкции фрезы (и пластины для них) для фрезерования наружных радиусов.
Palbit https://www.palbit.pt/ - португальский производитель, как и многие другие в текущем году уделили внимание пластинам для обработки HRSA материалов, выпустив на рынок не только новые сплавы, но и довольно причудливую форму пластины, которая обеспечивает повыщенную производительность при обработке жаропрочных материалов.

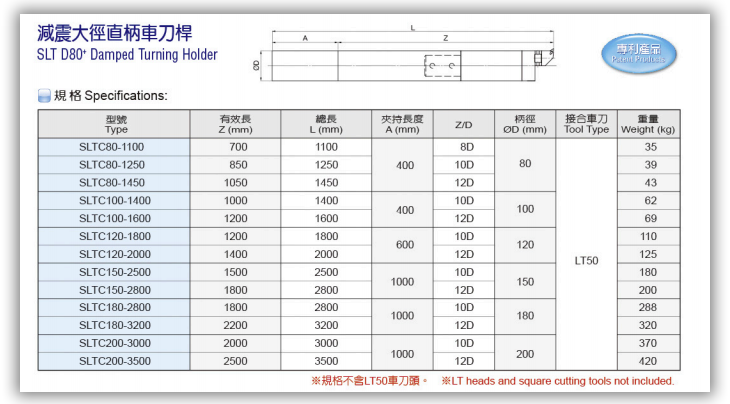
RBH https://www.rbh-tools.com/news/ndetail-2-25.html тайваньский производитель, в этом году активно увеличивает ассортимент антивибрационных борштанг. Нужно сказать, что в этом году только ленивый не начал производство виброгасящих инструментов. В большей или меньшей степени практически в любом каталоге можно увидеть подобную продукцию, в их числе и RBH.
У этого производителя можно заметить токарные борштанги длинною до 3,5 м. https://www.rbh-tools.com/upload_files/pdf/2020-shock-absorption-series-1.pdf
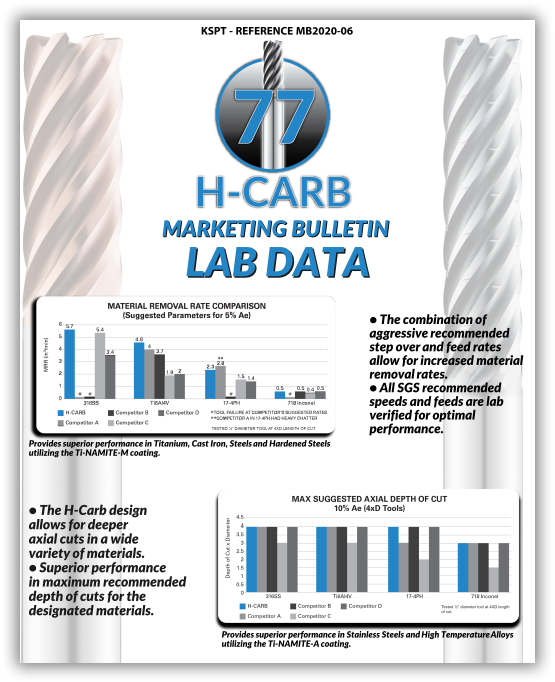
SGS https://www.kyocera-sgstool.com/ ныне этот бренд в составе Kyocera. В этом году производитель предлагает высокопроизводительную универсальную фрезу для скоростной обработки серии 77 H-carb. Проведенные испытания подтверждают эффективность данного инструмента на различных группах материалов.
Silmax https://www.silmax.it/en/news/press/ - Итальянский производитель высококачественного осевого инструмента, хорошо известный компаниям, работающим в сфере аэрокосмической промышленности. В текущем году производитель представил высокопроизводительные фрезы для динамического фрезерования. Специальная геометрия режущей кромки, усиленный сердечник, новое усовершенствованное покрытие выводит эти фрезы в число передовых продуктов.

Нажмите на картинку для увеличения
Union Tools https://www.uniontool.com/ производитель высококачественного микроинструмента, начиная от диаметров 0,01 мм, увеличил номенклатуру инструментов с хвостовиком 3 мм серии HardMax.
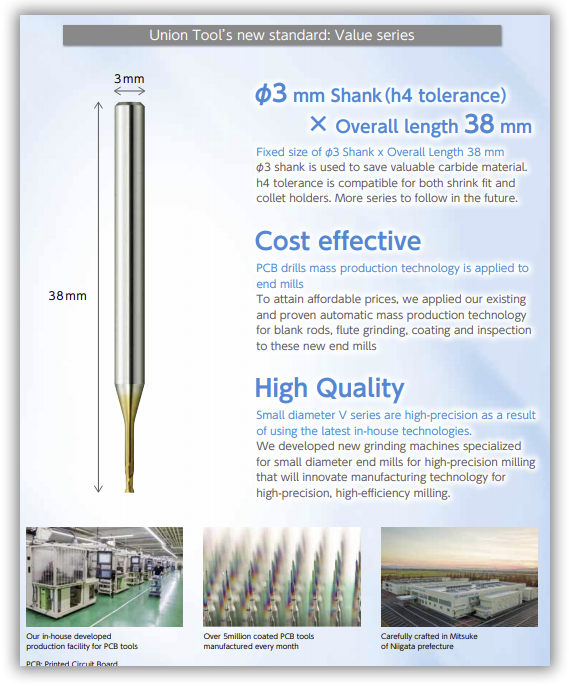
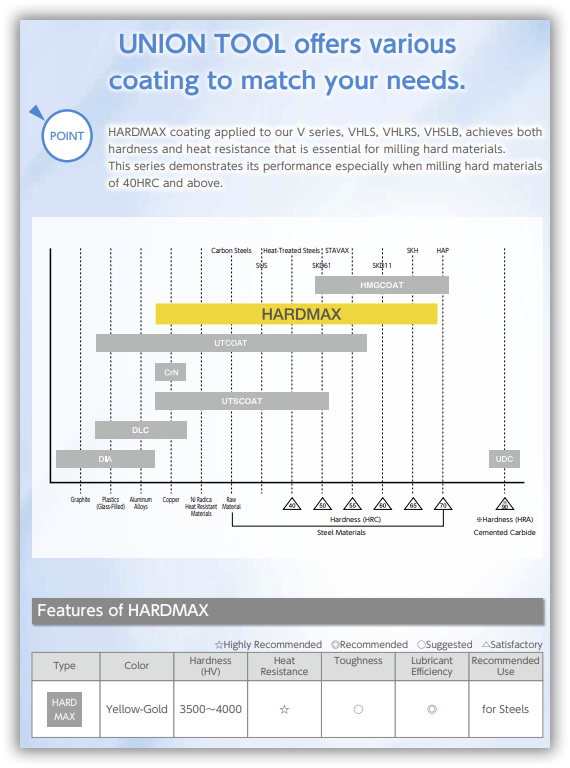
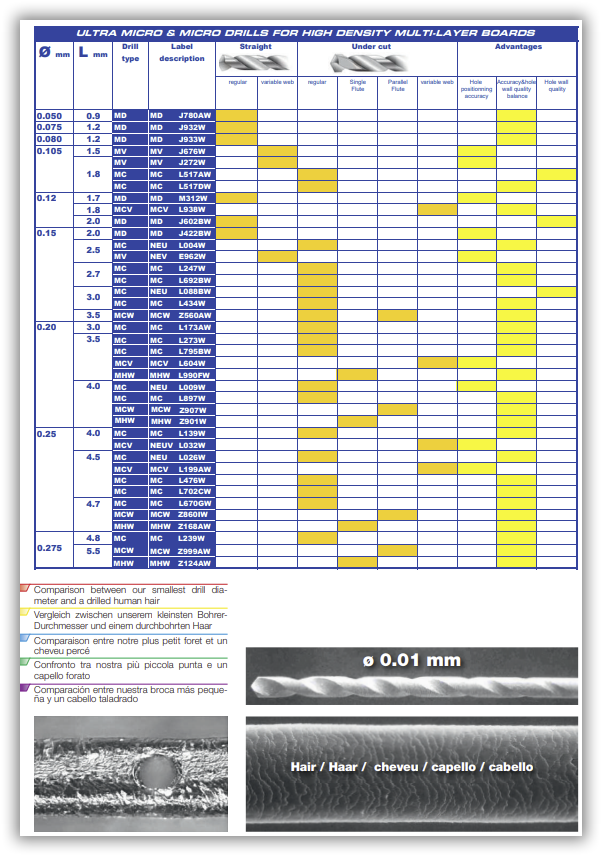


Нажмите на картинку для увеличения
YG-1 https://www.yg1.kr/rus/newsnmedia/pressroom_list.asp новинками продукции корейского производителя YG-1 можно ознакомиться по нижеуказанной ссылке.
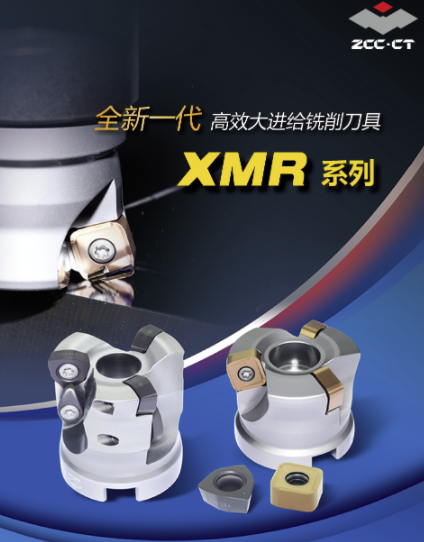
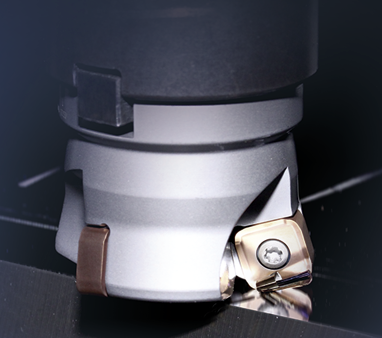
Нужно отметить заметный рост предложений новых марок тв. сплавов и покрытий для обработки сложных материалов авиационной промышленности. В этом году и компания ZCC выводит на рынок новые сплавы для обработки жаропрочных и титановых сплавов.

Компания выводит в продажу новую серию фрез XMR03 http://www.zccct.com/LatestProducts/info_itemid_3858.html
Восемь режущих кромок, адаптированные углы резания обеспечивают мягкое резание многих материалов с большими подачами.
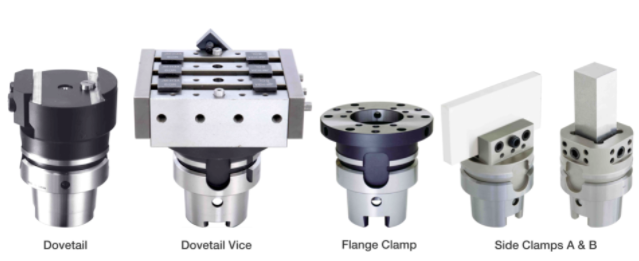
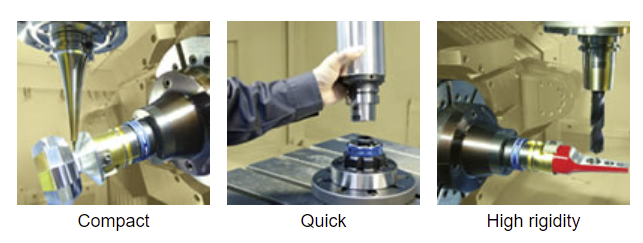
Японский производитель Kitagawa расширяет линейку приспособлений Swift Klamp для закрепления заготовок на столах как для 3-х осевой так и для 5-ти осевой обработки. https://www.kitagawa.global/en/news/kitagawa-europe-focus-channel-unboxing-swift-klamp
Приспособления изготавливаются под хвостовики HSK-40A, HSK-63A, HSK-100A, зажим заготовки может производиться в ручную и автоматически.
Нужно так же отметить (хотя производитель этого и не указывает), что такой вариант закрепления заготовки позволяет устанавливать держатель HSK не только на стол станка (в держатель), но и непосредственно в шпиндель станка, что может позволить эмитировать токарную обработку на фрезерном станке, при этом инструмент (резцы, сверла и т.д.) в держателях могут быть расположены на столе станка.



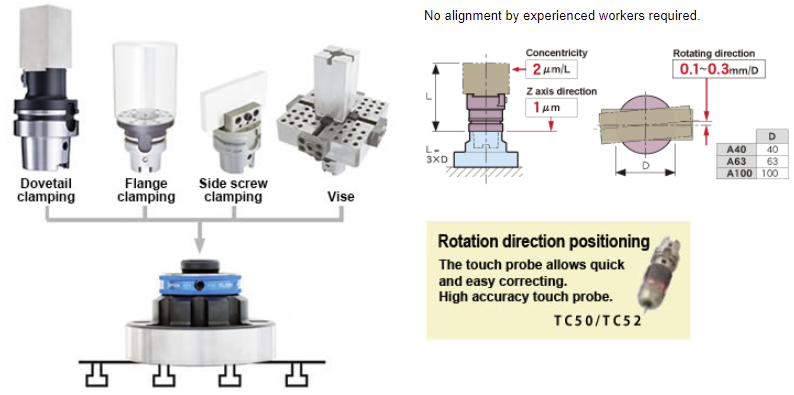
Аналогичную продукцию (как и у Kitagawa) можно наблюдать в каталоге японского бренда MST Corporation


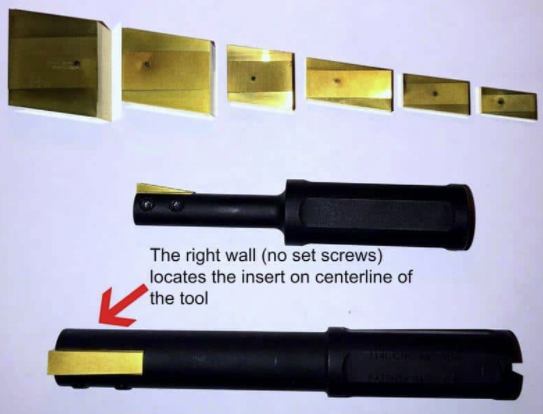
Американский производитель CNC Broach Tool LLC https://www.cncbroachtools.com/cnc-spline-broach/ предлагает конструкцию резцов, для токарного и фрезерного ЧПУ станков для обработки шлицов. Производитель на внутреннем рынке гарантирует изготовление в течении 7-10 рабочих дней необходимого инструмента под изготовления изделий по чертежам заказчика. Помимо шлицевых пластин, производитель изготавливает пластины и державки для шпоночных пазов.



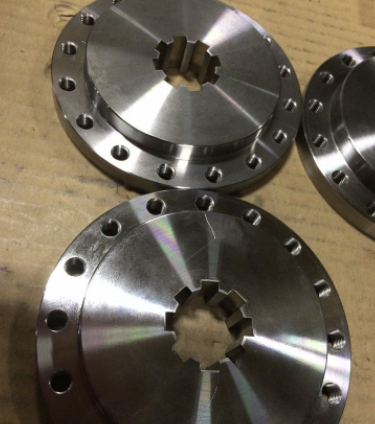
Применение, к примеру, приводных долбежных блоков фирмы REV Tool https://www.revtool.eu/ru/ позволяет довольно быстро осуществлять нарезку шлицов и шпоночных пазов на различных деталях.
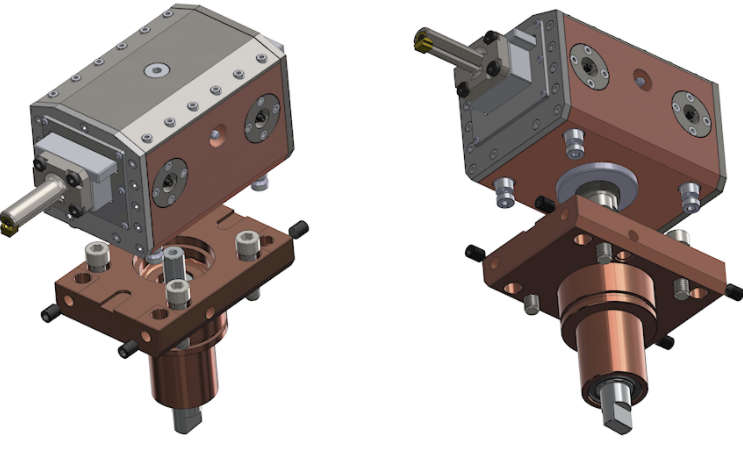
Приводная долбежная головка REV предназначена для наиболее эффективной обработки некоторых изделий на станках с ЧПУ, начиная с простого отверстия для шпонки до наружного и внутреннего зубчатого профиля. Приводная долбежная головка REV разрабатывалась специально для получения максимально возможной прочности. Эта характеристика обеспечивает длительный срок службы вставки и высочайшую точность при обработке поверхности. Использование данной долбежной головки дает большие преимущества: кроме высокой скорости выполнения обработки, ее использование не требует переставлять обрабатываемое изделие на другой станок, для чего было бы необходимо заново перенастраивать оборудование. Приводная долбежная головка REV может быть отрегулирована во множество различных настроек, необходимых для получения правильной обработки, а также для выполнения внутренней или наружной обработки.
Internal processing
Обработка видео...
External profile processing
Обработка видео...





- можно обрабатывать в нескольких радиальных положениях с одной головкой и одной установкой
- может обрабатывать отверстия диаметром до 16 мм вблизи стенок, препятствий.
- точность не зависит от подшипников для опоры корпуса. Устранен «люфт» подшипников, повышена точность
- загрузка прямо из устройства смены инструмента. Не требуются громоздкие стопорные блоки
- поток охлаждающей жидкости через головку исключает накопление тепла и обеспечивает 100% рабочий цикл
- все размеры угловых головок легко взаимозаменяемы со всеми типами хвостовиков.

flightcraft video.avi
Обработка видео...
eltoolbig.mov
Обработка видео...
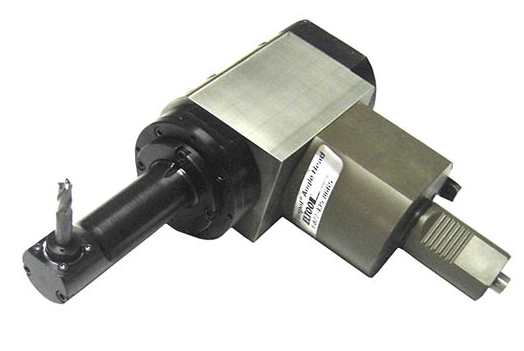
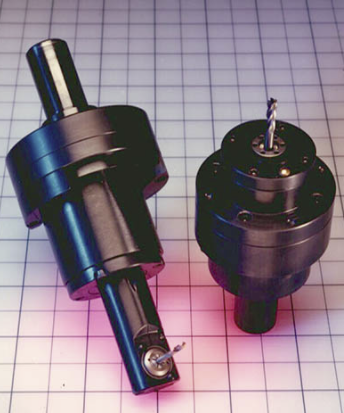
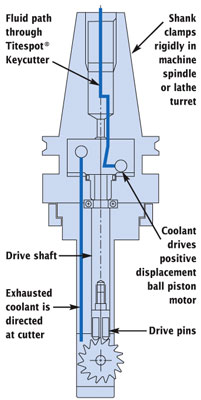
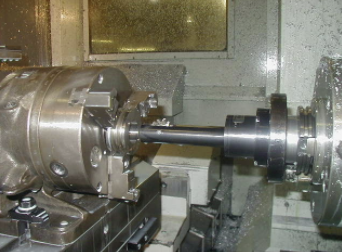
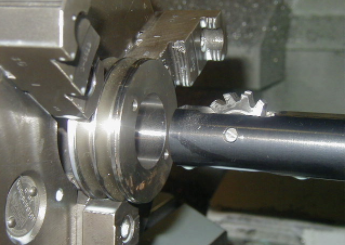
А вот данная оснастка работает от высокого давления СОЖ, может быть интегрирована как для токарного так и для фрезерного типа оборудования.
Оснастка с приводом от охлаждающей жидкости Titespot® включают в себя поршневой двигатель прямого вытеснения, работающий от вашей системы высокого давления (14–140 бар). Приводной вал передает мощность от двигателя к режущему инстьрументу с помощью приводных штифтов. Отработанная охлаждающая жидкость выводится на поверхность и далее в зону резания. При примерно 70% -ном объемном КПД, поршневой двигатель объемного типа с шариком будет вращаться со скоростью 238 об/мин на 1 л/мин . В условиях испытаний шаровой поршневой двигатель развивает крутящий момент 0,03 Нм на каждый бар давления охлаждающей жидкости. Пример: KC02 Keycutter с фрезой, расход охлаждающей жидкости 30 л/мин: 30 (л/мин) x 238 (об/мин двигателя на расход л/мин) / 4,5 (передаточное число KC02) = 1800 об/мин.


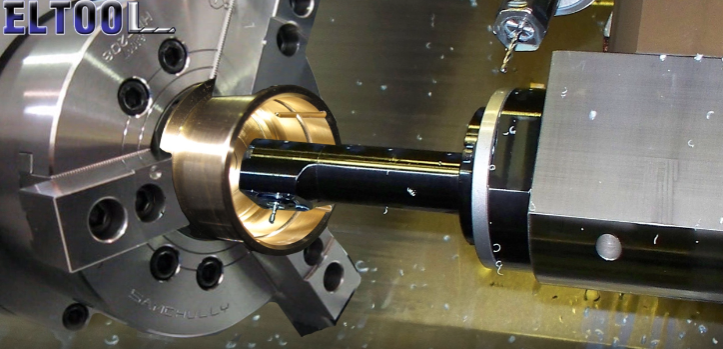
Ускорители также с приводом от давления СОЖ.

Шпиндели с приводом от охлаждающей жидкости Titespot® включают в себя поршневой двигатель прямого вытеснения, работающий от вашей системы подачи СОЖ под высоким давлением ( 14–140 бар в зависимости от «нагрузки»). Приводной вал передает мощность от двигателя на цанговый шпиндель ER-16. Отработанная охлаждающая жидкость направляется на инструмент. Spindle Speeder увеличит скорость вращения вашего шпинделя на 236 об / мин на литр охлаждающей жидкости. Например, если ваша максимальная скорость шпинделя составляет 6000 об / мин, а ваша система подачи СОЖ составляет 20 л / мин , скорость вашего инструмента будет 11 400 об / мин. 6000 + 5400 = 11400.
В накатке резьбы LMT Fette уже давно занимает лидирующие позиции, но вот теперь производитель решил добавить и накатку шлицов (рифлений).
Будь то ручка переключения передач или приводной вал, декоративные или высокоточные: накатки бывают самых разных вариантов с самыми разными техническими требованиями. LMT Tools разработала инновационную тангенциальную накатную систему EVOline, которая отвечает индивидуальным требованиям к накатке и в то же время обеспечивает быстрое, экономичное и надежное производство. Новая накатная система EVOline представляет собой надежный моноблочный инструмент с индивидуально разработанными накатными роликами. Прочный корпус роликовой головки с конструкцией компонентов, ориентированной на поток, обеспечивает высокую жесткость и гарантирует точные профили накатки для обеспечения высочайшего качества компонентов. Бесструнный процесс формовки и точность ролика также способствуют высокой точности профилей. Интегрированные форсунки для охлаждения и промывки регулируются вручную и целенаправленно достигают рабочей зоны. Роликовая система перемещается по заготовке с тангенциальной подачей и формирует желаемый профиль. Прокатка дает значительные преимущества по сравнению с процессами механической обработки. Поскольку волокна материала не режутся во время холодной штамповки, а только смещаются, можно достичь высокой прочности компонентов и постоянной точности размеров. Пользователь также получает выгоду от высокой рентабельности благодаря короткому времени производства и высокой надежности процесса. Например, время качения с TK EVO обычно составляет менее двух секунд. Между прочим, при тангенциальной прокатке также можно изготавливать профили перед или за выступом плеча или мешающим контуром.

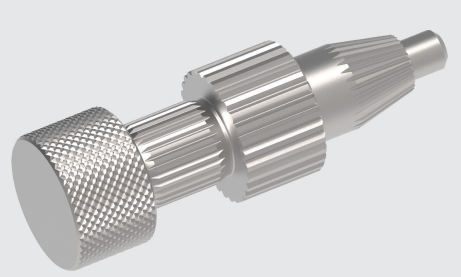

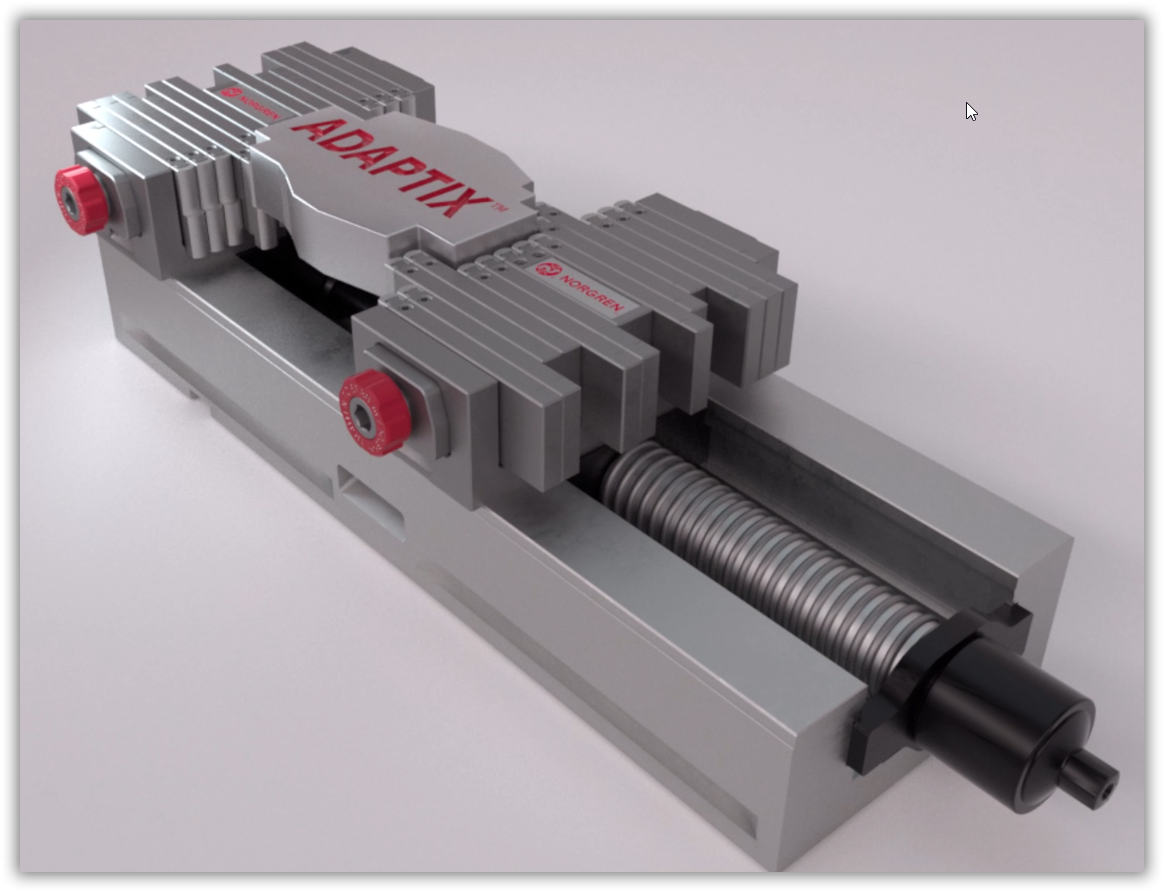
Американская фирма Norgenhttps://www.norgrenworkholding.com/en/overview представила довольно интересное конструктивное решение быстро адаптируемых губок тисков под различную конфигурацию деталей. Мягкие скругленные сменные наконечники обеспечивают гибкую быструю перенастройку, различные варианты установки и высокую повторяемость закрепления.

В этом году, говоря про производителей тисков можно сказать, только ленивый не включил в выпускаемый ассортимент тиски для пятиосевых обрабатывающих центров. Практически у каждого бренда появляются те или иные модели и сопутствующая оснастка и аксессуары для подобных тисков.
Как пример тайваньский производитель Homge https://www.homge.com.tw/five-axis-adjustable-self-centering-vise-asc-s
Корпус тисков изготовлен из высококачественной стали (S50C), а его направляющие прошли высокочастотную закалку до HRC50 ° .
Сила зажима тисков может достигать 1300 кг , точность позиционирования зажимного центра находится в пределах 0,015 мм .
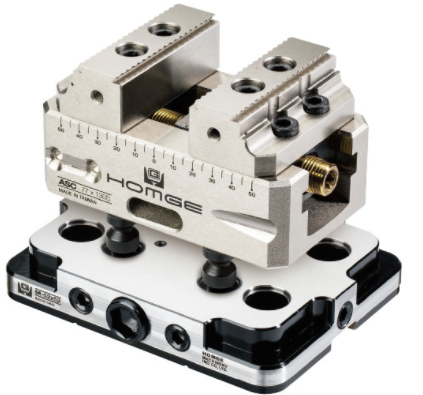
Съемные губки изготовлены из высококачественной инструментальной стали (SCM440) и прошли цементацию до HRC55 ° . Поскольку обе стороны имеют фиксированный размер и могут использоваться в качестве базы, пользователи могут перевернуть их, чтобы изменить диапазон зажима.
Пользователи могут откалибровать центр зажима тисков, отрегулировав винты на обоих концах.
Конструкция « ласточкин хвост» под углом 45 ° с зубьями на верхней челюсти обеспечивает надежный зажим нижней части заготовки.


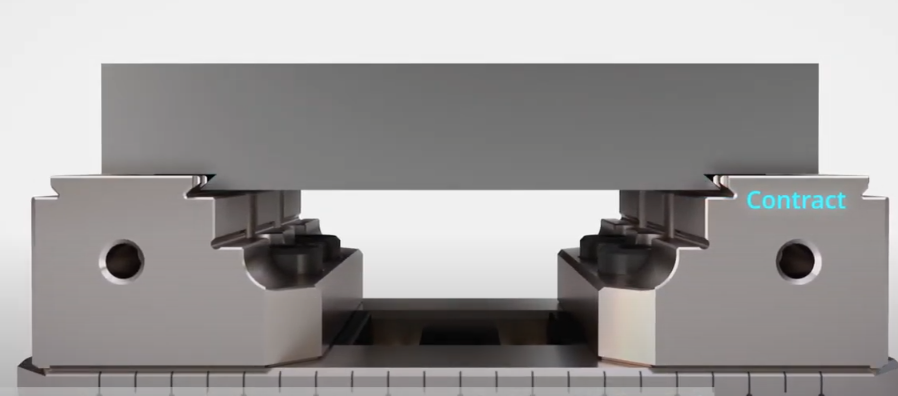
Возможен вариант установки мягких высоких или широких губок, в которых пользователь может изготовить ложемент под деталь сложной формы (оттиск детали) для ее быстрой и точной переустановки.

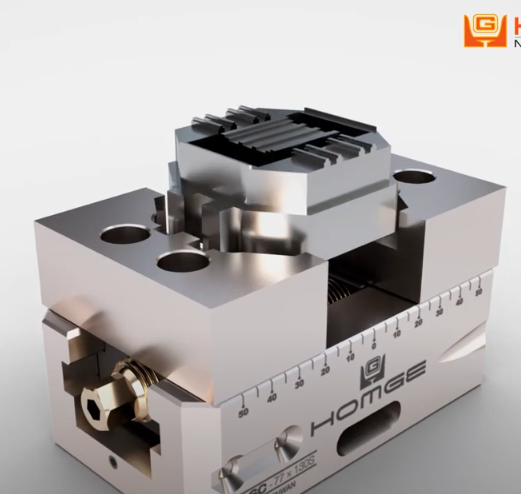
К тискам дополнительно изготавливаются различные паллеты с системой Zero Point (система быстрой смены по нулевой точки), что позволяет быстро поворачивать тиски, компоновать по несколько тисков на установочной паллете или на столе, устанавливать тиски под углом и т.д.






Говоря про обработку на 5-ти осевых станках часто приходится зажимать заготовку за подготовленное основание типа "ласточкин хвост".
Для этих целей есть различные прижимы, тиски, спец.приспособления и т.д.
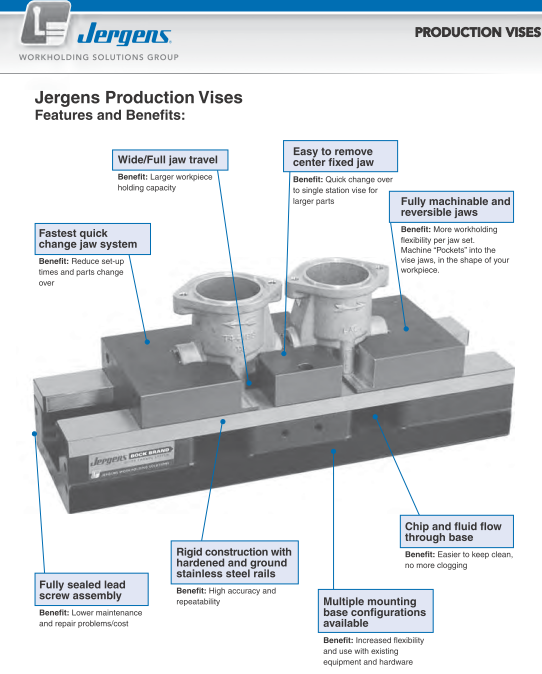
В качестве примера можно рассмотреть продукцию вот такого производителя как Jergens https://www.jergensinc.com/


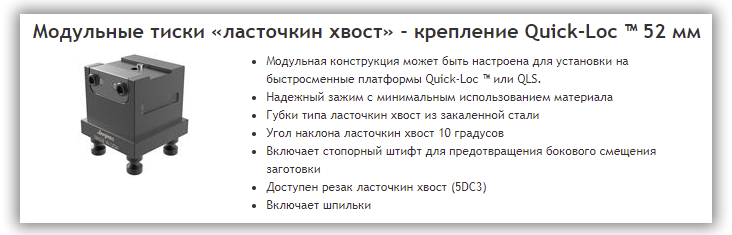

Нужно сказать, что номенклатура у данного бренда не ограничивается только 5-ти осевыми тисками.
Ознакомиться с продукцией можно на указанном сайте производителя.


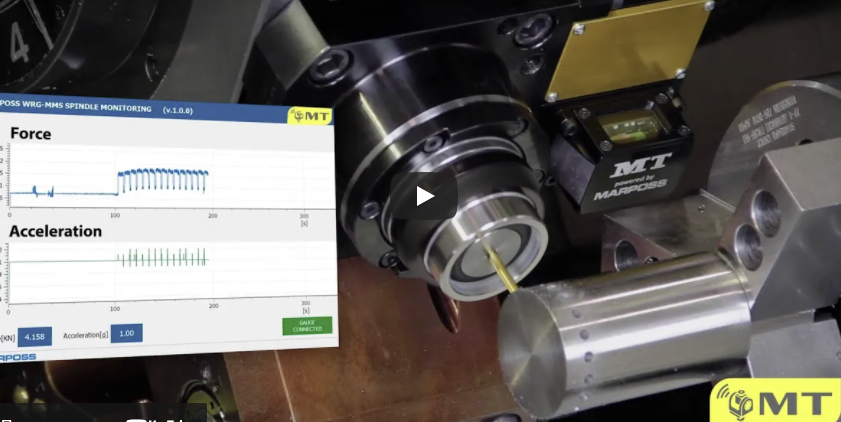
Итальянский производитель приводных блоков MT представляет ряд интересный конструктивных решений.
Контроль за инструментом непосредственно в приводной оправке
Новая технология MT-SmartForce, разработанная в соответствии с требованиями концепции Промышленность 4.0, позволяет собирать и передавать на станок в реальном времени параметры, получаемые во время обработки.
Информация, полученная от приводного блока с системой MT-SmartForce может использоваться для отслеживания поломки инструмента, своевременной замены изношенного инструмента , автоматической настройки параметров обработки и анализа условий работы станка.
Прогрессивная система контроля за обработкой, очень чувствительная и установленная непосредственно на приводном инструменте, в непосредственной близости от детали, в состоянии увидеть даже небольшие отклонения. Инструмент, необходимый для крупносерийного производства с высокой степенью автоматизации, поскольку позволяет снизить количество брака и оптимизировать параметры обработки .
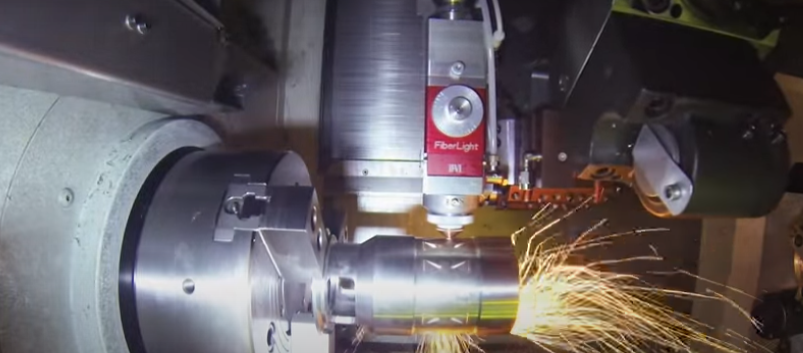
Устройство для лазерной резки на станке с револьвером включает все элементы нужные для обработки: источник и лазерную головку, дополнительный ПЛК для управления сигналов от и к ЧПУ, устройство для автоматического забора головки которая монтируется в револьвер, электро-клапаны и газ для процесса.
Мощность лазерного луча контролируется постоянным или прерывным режимом для того, чтобы была возможность резки материала с большой толщиной.
MT-DCB Digitally Connected B-Axis - инновационное устройство, позволяющее выполнять сверление и резьбонарезание под углом на станке без оси В.
Автоматическое задание угла позиционирования избавляет от процедур ручной настройки и фиксации угла обработки, обеспечивая значительную экономию времени наладки, в особенности при сложных обработках со множеством отверстий под различными углами на одной детали.
Характиристики продукта
Основные характиристики электронная оси В MT-DCB Digitally Connected B-Axis:
- Автоматическая настройка угла
- Беспроводная двусторонняя связь с ЧПУ
- Устройство не требует настройки, устанавливается в револьвер готовым к работе и питается от батареи
- Множественное сверление и нарезание резьбы метчиком под разными углами с автоматической настройкой

MT-DCY Digitally Connected Y-Axis (Электронная ось Y) - революционное устройство, позволяющее выполнять сверление, фрезерование и резьбонарезание вне центра на станках, не имеющих оси Y или при ограниченном ходе по оси.
MT-DCY позволяет выполнять смещение по оси Y в пределах ±25мм при помощи независимого устройства, устанавливаемого непосредственно в револьверную головку, занимающего одно место и не требующего сложных подключений к станку.
Вся электроника, требующаяся для позиционирования, находится на самой оправке и передает данные через двухсторонний протокол Bluetooth.
Жесткость обработки обеспечивается пневматическим зажимным приспособлением, устройство позволяет использовать всю мощность станка благодаря передаточному отношению 1:1 к приводу револьвера
Характиристики продукта
Основные характиристики электронная оси Y MT-DCY Digitally Connected Y-Axis:
* Обеспечивает / удлиняет ход по оси Y на станке
* Позволяет выполнять сверление, фрезерование и резьбонарезание вне центра
* Ход оси Y: +/- 25мм
* Зажим оси для максимальной жесткости
* Беспроводная двусторонняя связь с ЧПУ

Высокоточная обработка на токарном станке требует постоянного контроля в процессе обработки, выполнение которого до сих пор было затруднено из-за присутствия пыли, стружки и СОЖ, влиявших на точность измерения и приводивших к поломке измерительного щупа.
М.Т. создала MT-TPS Touch Probe Shield, устройство для защиты измерительных инструментов, позволяющее избежать данных проблем: защита открывается за счет сжатого воздуха, который, подаваясь под давлением, также очищает измерительный щуп, таким образом, MT-TPS Touch Probe Shield обеспечивает максимальную точность измерения в процессе обработки, с повторяемостью ниже микрона.
Характеристики продукта
Основные характеристики MT-TPS Touch Probe Shield:
* Защита щупа от металлической стружки, пыли и СОЖ
* Открытие защиты при помощи сжатого воздуха
* Очищение щупа потоком сжатого воздуха
* Точное измерение как в аксиальном, так и в радиальном направлении
Для станков, не оснащенных системой подачи сжатого воздуха на револьверной головке, М.Т. разработала двухходовой пневмораспределитель, устанавливающийся на револьвере, что позволяет подключить MT-TPS Touch Probe Shield.
Это же устройство можно использовать для подачи сжатого воздуха для мотор-шпинделя X11, применяемого для шлифовки, маркировки, гравировки и сверления на высоких скоростях с высокой точностью, исключая вибрацию, что обеспечивается одним устройством, устанавливаемым напрямую в револьверную головку токарного станка, занимающим одно место и не требующим сложных подключений.
Одновременное применение MT-TPS и Х11 позволяет использовать традиционный токарный станок для выполнения внутренней шлифовки с высокой точностью.

Приводной блок со встроенным мотор-шпинделем Х11 – результат инновационных разработок, являющихся постоянным двигателем, характеризующим деятельность компании «М.Т.» и утверждающим ее лидерство на рынке. Еще раз компания первой на рынке предлагает уникальный продукт, позволяющий выполнять на токарном станке обработки, ранее возможные только на специальном оборудовании.
Данное устройство может быть установлено в приводную револьверную головку обычного токарного станка с ЧПУ, позволяя выполнять шлифовку, маркировку, гравировку, сверление отверстий на высокой скорости без необходимости устанавливать сложные дополнительные соединения и подключения.
Приводной блок с мотор-шпинделем Х11 работает за счет вращения инструментального привода револьверной головки, уже имеющегося на станке, генерирует электроэнергию, трансформирует ее и подает на встроенный мотор-шпиндель, позволяя ему развивать скорость вращения до 60000 об/мин. Управляющая электроника позволяет повышать скорость вращения на входе в 11 раз, что дает возможность выполнять различные обработки на высокой скорости.
Устройство занимает всего одно место в револьверной головки и оснащается мотор-шпинделем с диаметром 42мм.
Предусмотрена также эффективная система охлаждения мотор-шпинделя, использующая стандартную систему подачи СОЖ револьверной головки. Кроме того, на станках, которые не имеют в стандарте встроенную систему подачи избыточного сжатого воздуха, МТ предусмотрела возможность оснащения блока независимой системой продува, гарантирующей должную изоляцию мотор-шпинделя от внешних загрязнений. Это устройство поставляется готовым к установке и не требует прокладки шлангов и кабелей для подключения к станку.

Приводная двойная оправка для прошивки с углом 91° позволяет выполнять внутренние и внешние профили разной формы (шестигранники, квадраты, зубчатые зацепления и специальные профили) используя фасонные инструменты, с очень коротким временем обработки, превосходной точностью и качеством поверхности. Можно выполнять маленькие отверстия, от 2/3 до 30 мм, при более низкой стоимости инструмента по сравнению с инструментом для зубофрезерования.
Двойная оправка для прошивки работает под углом 91° к плоскости прилегания к револьверной головки, что позволяет работать синхронно с вращением детали. Приводной инструмент в сочетании с функцией полигональной обработки системы ЧПУ, гарантируют одинаковую скорость вращения детали и фасонного инструмента, что обеспечивает превосходную точность прямолинейности даже для длинных деталей.
Двойной выход позволяет на станках с осью Y выполнить черновую и чистовую обработку профиля используя всего одну оправку и, таким образом, заняв только одно место в револьвере. Особенное внимание было уделено точности взаимного расположения обоих выходов, поскольку она значительно влияет на качество обработки.

Приводной выдвижной держатель люнета (патент M.T. S.r.l.) использует только вращение инструментального привода для управления как ходом приближения к заготовке, так и операцией зажима или разжима гидравлического люнета.
Конструкция разработана таким образом, чтобы минимизировать проблемы, связанные с возможностью столкновений в рабочей зоне, в том числе на небольших станках и при работе на контршпинделе.
Приводной выдвижной держатель люнета может быть оснащен с безпроводными микро-датчиками для контроля перемещений во внерабочее положение и положение зажима детали. M.T. S.r.l. может предоставить специальную контрольную аппаратуру для обмена информацией с ЧПУ станка.
Усилие зажима быстро регулируется с помощью специальных клапанов.
Характеристики продукта
Основные характеристики изделия:
* Возможность обработки длинных деталей на токарных станках, не подготовленных для монтажа гидравлического люнета!
* Отсутствие необходимости в дополнительных шлангах, сложных кабельных соединениях и вращающихся распределителях на револьверной головке!
* Экономически более целесообразное решение по сравнению с добавлением дополнительных салазок для управления люнетом!
* Выдвижной приводной блок для люнета предлагается двух размеров:
* Размер 1 для деталей диаметром 4-64 мм.
* Размер 2 для деталей диаметром 8-101 мм.
* Выдвижной приводной блок для люнета является незаменимым устройством для многих токарных центров с несколькими револьверными головками и предлагается для широкого ряда станков.

Технология силового зубонарезания позволяет выполнить внутреннее и внешнее зубонарезание за кратчайшее время (15/20 секунд сравнивая с 6/7 минутами зубообработки типа "Lorenz").
Внешнее и внутренне зубонарезание возможно с прямыми или спиральными зубьями. Кроме этого выполнение зубонарезания проходит вблизи заплечиков без опасности столкновений.
Преимущества данной технологии исключительные. До сегодняшнего момента такая технология была применена только на посвященных зубофрезерных станках производимых 4-мя компаниями во всем мире и с высокой стоимостью. После трех лет изучения и развития, МТ предоставила такую технологию для стандартных станков с ЧПУ и осью Y, благодаря специальному блоку.
Блок силового зубонарезания для станка позволяет благодаря регулированию наклона сопоставление с поперечными углами этой технологии, которые обычно бывают между 15° и 40° градусами. Кроме этого блок оснащен с системой быстрого крепления MTSK, разработанной МТ, для более точной и быстрой замены зуборежущего инструмента.
МТ может предоставить полную услугу, от проверки возможности выполнения детали до поставки приводной головки, зуборежущего инструмента и параметров обрабатывания.
Использование такой технологии уже применяется производителями из автомобильного, упаковочного сектора и в производстве планетарных коробок передач.
Результаты с точки зрения цикла обработки и точности очень близки к тем, которые достигаются на посвященных зубофрезерных станках.
Характеристики продукта
Главные характеристики продукта:
* Предоставляет возможность выполнить силовое зубонарезание на станке!
* Дизайн с +/- 180° поворотный углом
* Оснащен с системой MTSK для быстрой и точной смены инструмента


Оправка для червячных фрез M.T. S.r.l. позволяет обрабатывать зуб непосредственно на токарном станке, сокращая простои на наладку двух различных машин: токарного и зубофрезерного станков.
Можно выполнять цилиндрические шестерни с прямыми или спиральными зубьями, а также конические шестерни с прямыми зубьями (Смотреть видео).
Приводная зубофрезерная головка M.T. может иметь передаточное отношение 1:1 или 2:1, позволяя обрабатывать различный зуб даже при ограниченной мощности вращающегося инструмента.
Оправка для червячных фрез M.T. может регулироваться под углом, позволяя изготавливать косозубые колеса. Прочность и жесткость изделия обеспечивают отличное качество чистовой обработки поверхности в сочетании с высокими параметрами резки. Червячная фреза легко меняется, что позволяет сократить время переналадки.
Характеристики продукта
Оправка для зубофрезеровки M.T. предлагается для широкого ряда станков и может быть пять размеров:
Маленький: подходит для червячных фрез диаметром до 40 мм и длиной до 43 мм.
Стандартный: подходит для червячных фрез диаметром до 50 мм и длиной до 50 мм.
Средний: подходит для червячных фрез диаметром до 80 мм и длиной до 80 мм.
Тяжелый: подходит для червячных фрез диаметром до 80 мм и длиной до 80 мм.
Максимальный: подходит для червячных фрез диаметром до 100 мм и длиной до 100 мм.
Есть также легкая модель для токарных автоматов продольного точения.
С помощью зубофрезерной оправки M.T. больших размеров и соответствующего станка можно выполнять зубчатые зацепления до модуля 4.
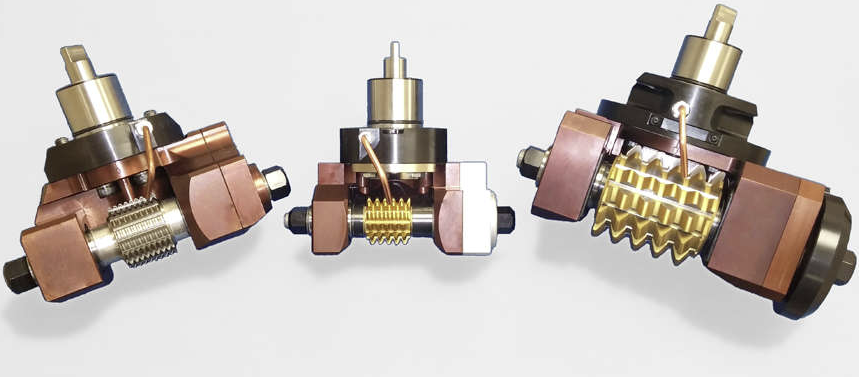
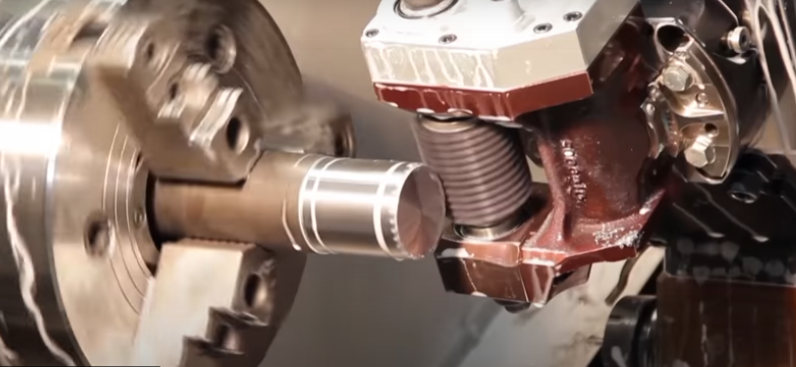
Приводная оправка для долбежного инструмента M.T. S.r.l. позволяет выполнять пазы гораздо быстрее, чем с помощью других доступных технологий, и без двойного установа на двух разных станках, поскольку вся обработка выполняется на токарном станке.
Таким образом значительно сокращается общее время цикла обработки детали и, следовательно, ее стоимость.
Можно выполнять традиционные пазы шириной до 10 мм.
Компания M.T. S.r.l. находится в вашем полном распоряжении для изготовления специальных инструментов для долбления, которые позволяют оптимизировать параметры технологического процесса и сократить до минимума время обработки. В любом случае, наш долбежный инструмент может использоваться не только со специальными инструментами производства M.T., но и с инструментами с пластинками, предлагаемыми на рынке.
Характеристики продукта
Приводной долбежный инструмент M.T. S.r.l. имеет следующие основные характеристики:
Принцип работы предусматривает контакт инструмента с деталью только на рабочем ходу. Специальный механизм поднимает инструмент во время отвода, увеличивая, тем самым, срок службы инструмента.
Две версии с фиксированным ходом 50 или 25 мм, для полезной длины паза, соответственно, 47 и 22 мм.
Передаточное отношение 4:1 (1 600 об/мин приводного инструмента соответствуют 400 ударам в минуту), которое позволяет обрабатывать очень твердые материалы даже при малой мощности вращающегося инструмента.
Конструкция с двумя направляющими, которая гарантирует максимальную жесткость во время операций долбления.

К стандартной поворотной приводной оправке мы добавили энкодер и цифровой дисплей для индикации угла. Операция выставления угла значительно упрощается, сокращается время регулировки. Теперь нет необходимости проверки и коррекции угла в станке при помощи индикатора, вся операция выполняется вне станка при помощи дисплея, на котором отображается выставленный угол.
Основные характеристики оправки:
Сокращение времени настройки угла
Настройка угла вне станка
Разрешение: ±0,05°

Также производитель осваивает производство приводных блоков для автоматов продольного точения.

Специальные решения

Наши приводные оправки спроектированы с опорой на передовые технические решения, соединяющих в себе точность и высокую производительность, что позволяет Вам максимально использовать возможности Вашего станка.
Некоторые из используемых нами технических решений:
Повышенная мощность внутренних компонентов. Предел использования во многих случаях ограничен мощностью вращающегося инструмента!
Установленные друг напротив друга двойные радиально-упорные подшипники. Подшипники с коническими роликами для больших нагрузок!
Шестерни с закругленным профилем зуба - низкий уровень шума!
Механические уплотнения для версий с внутренней подачей СОЖ до 70 бар!
Керамическое покрытие на валах: защита от коррозии и износа, долговечность валов, подшипников и уплотнений!

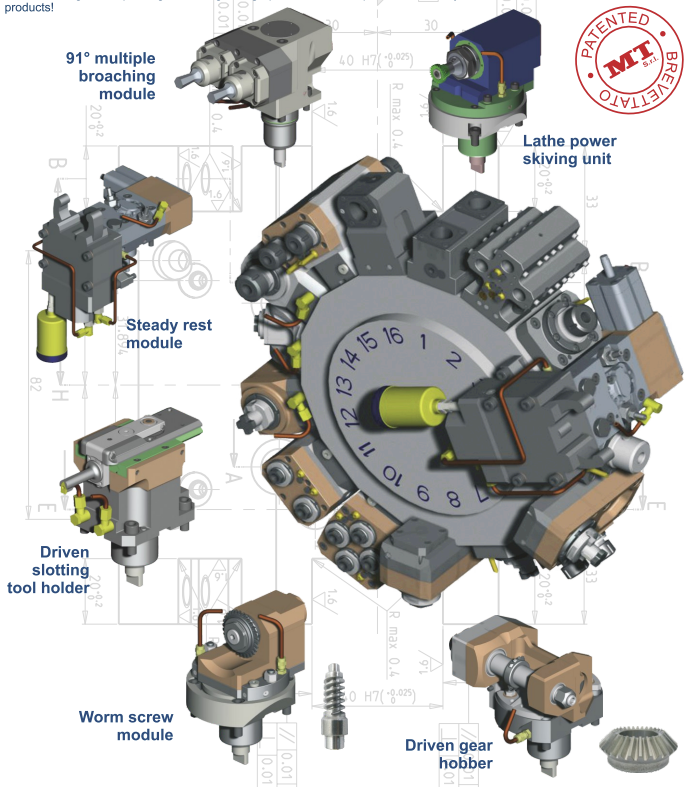
Японский производитель Union Tool представил фрезы нового поколения VM-40 (90HRA) для фрезерования карбида вольфрама на сверхвысокой скорости.
Совершенно новая серия UDCBH «Tripple H» предлагает обработку высокого уровня, высокую скорость и большой объем удаления материала (MRV).
Эта совершенная запатентованная технология Union Tool, сочетающая эти 3 характеристики в одном инструменте, выводит фрезерование карбида вольфрама на невиданный ранее уровень.


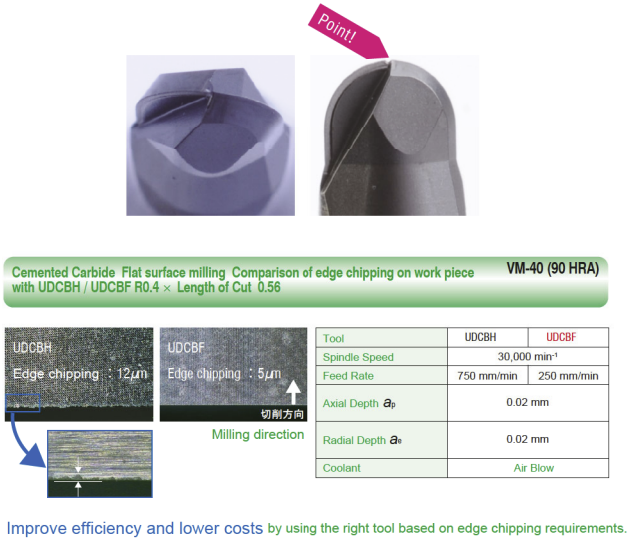
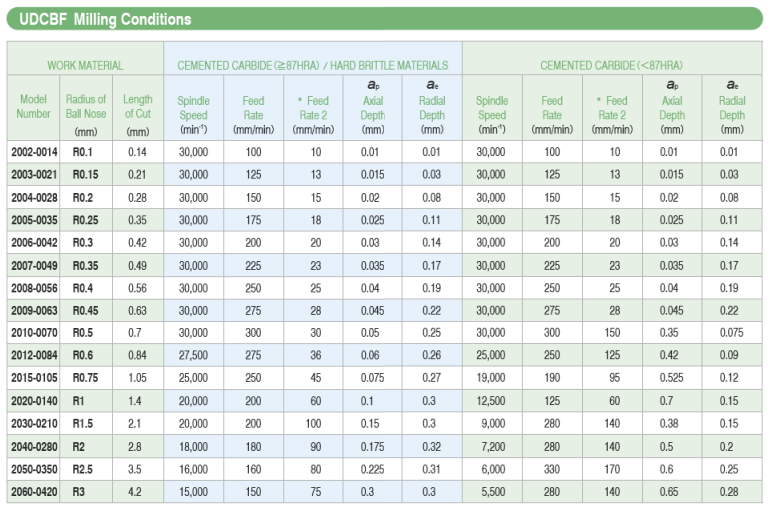
Новая серия DLCLB благодаря новой геометрии, специально разработанной для фрезерования медных электродов, в сочетании с новейшим покрытием DLC, новый DLCLB обеспечивает выдающуюся стойкость инструмента.




Новая серия UNIMAX Value — концевые фрезы с хвостовиком 3 мм является результатом всемирно признанного опыта Union Tool в производстве концевых фрез и открывает будущее фрезерования малого диаметра с инструментами с хвостовиком 3 мм.
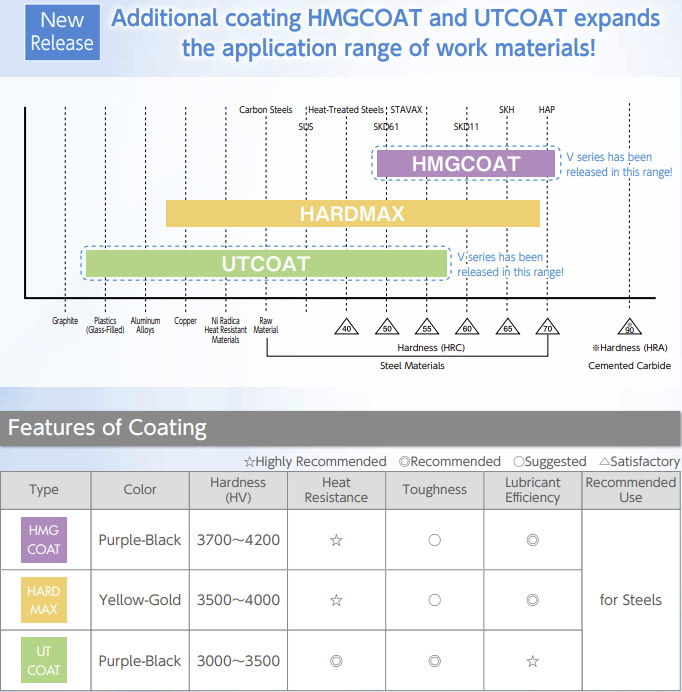
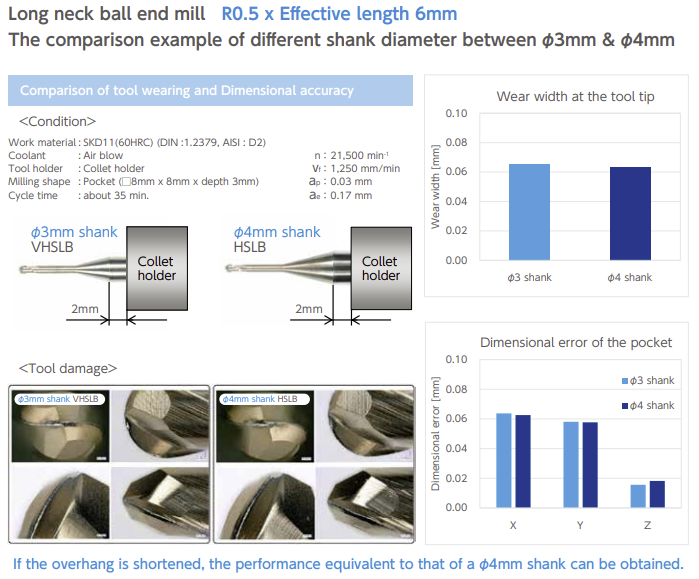
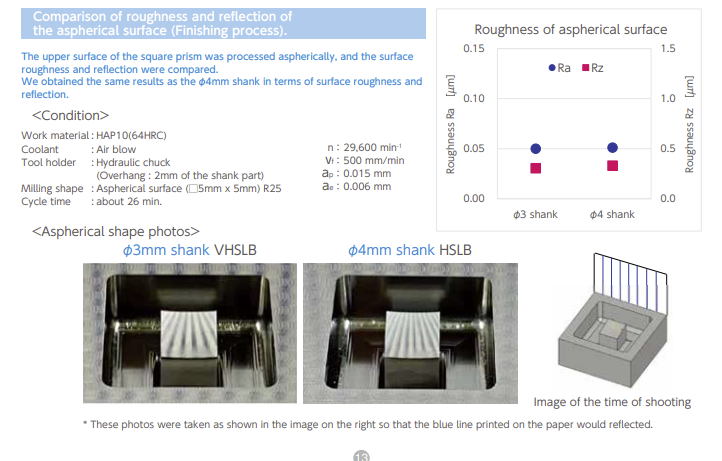
Еще интересный производитель из Калифорнии оснастки для 5-ти осевой обработки 5th Axis https://5thaxis.com/products/
Компания начала свою работу с 2004 года и на текущий момент может похвастаться весьма внушительным ассортиментом оснастки для различных видов обработки.


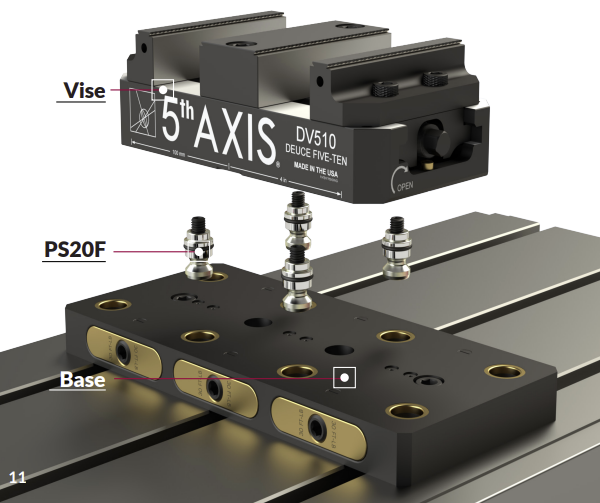





Как-то ранее всё у нас не попадали в обзор новинок инструменты и оснастка из огромного каталога Hoffmann.
Устраняем этот пробел, к тому же стоит отметить что и новинок, и разных интересных разработок, а порою и просто весьма посредственной продукции, но с очень красивым маркетинговым пиаром...в каталоге этого бренда предостаточно.
Начнем по порядку. Обычными сверлами уже ни кого не удивить, сверлами с 3-мя режущими кромками, или с 4-мя направляющими ленточками тоже. А вот 6 направляющих ленточек уже интересно и при этом производитель обещает низкий коэффициент трения. Серия инструмента в основном рассчитана под группу материалов N, обеспечивает высокую прямолинейность оси и точность отверстия.

А чего останавливаться на достигнутом, подумали разработчики, скомбинировали режущие и направляющие кромки и ленточки ...и по сути скрестили сверло с разверткой.
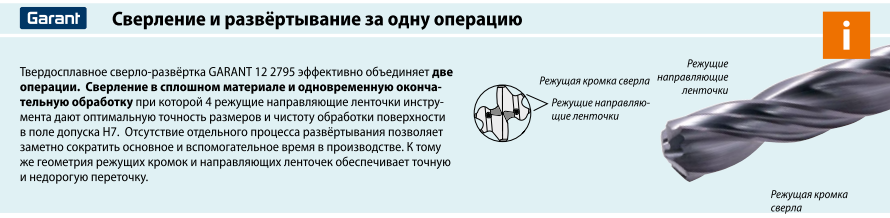

Также нужно заметить появление инструментов (точнее изначально появление тв.сплавных заготовок) с 4-мя каналами для подвода СОЖ, что позволяет поднять режимы резания и как следствие производительность (хотя смотря с чем сравнивать, если с инструментом Seco, Iscar и т.д....то это утверждение весьма призрачно)
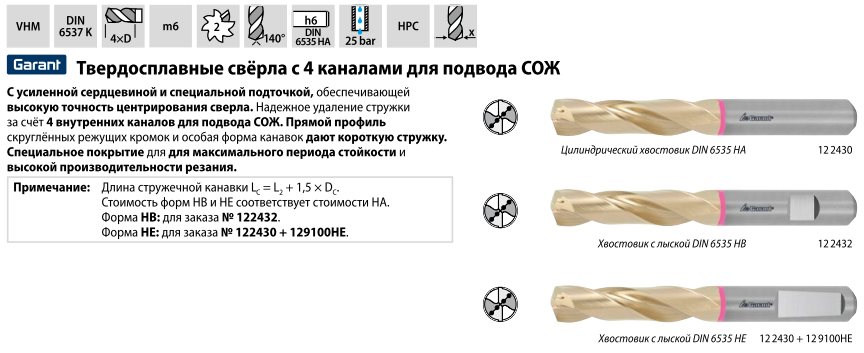
Про красивый пиар нельзя не отметить. Сверла с очень высокой скоростью резания. Неправда ли, производит эффект на незнающего потребителя.
У Sandvik это просто и скромно обычная 860 серия, работает на режимах даже выше. Нужно заметить что Seco, Fraisa, и др. предлагают сверла с режимами в 1,5-2 раза выше.
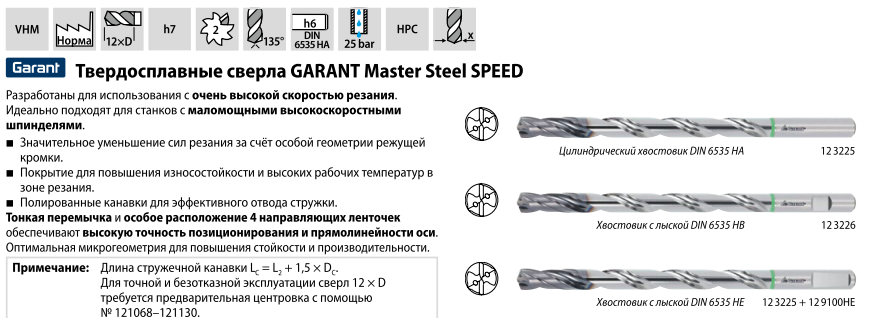
Особенно впечатляют неопытного потребителя вот такие заявления, про увеличение стойкости до 300% для сверл для глубокого сверления (правда есть только сверла с L/D до 30...в то время как у других производителей до 50-80 и ружейные с гораздо более высоким соотношением)
С какими конкурентами они проводили сравнение они не уточняют...видимо с китайскими производителями, судя по такой разнице. Хотелось бы посмотреть в сравнении с Botek, TBT, Iscar, Kennametal...

Редко у какого производителя в каталоге можно найти полностью тв.сплавные дисковые (пазовые) фрезы диаметром от 40 до 100 мм и шириной 3-14 мм.
У Хоффман такие решения есть.
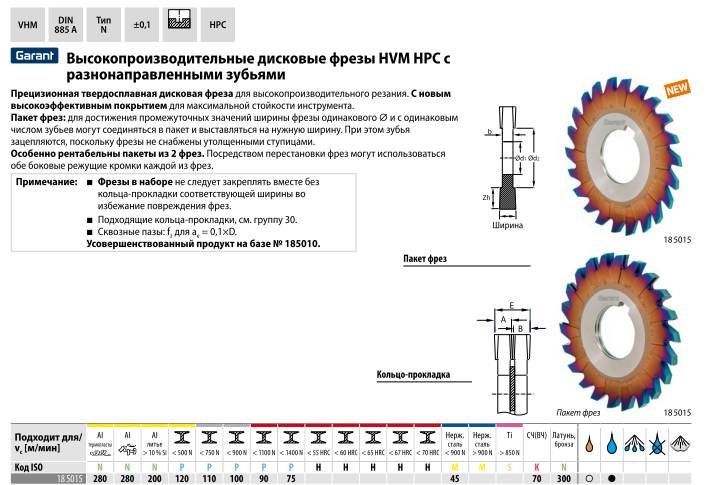
Про такие фрезы (для динамического 5-ти осевого фрезерования) хотелось сказать отдельно. Они есть у многих производителей, и обеспечивают существенное повышение производительности обработки за счет увеличения шага строк, при этом чистота и качество обработки не снижаются.
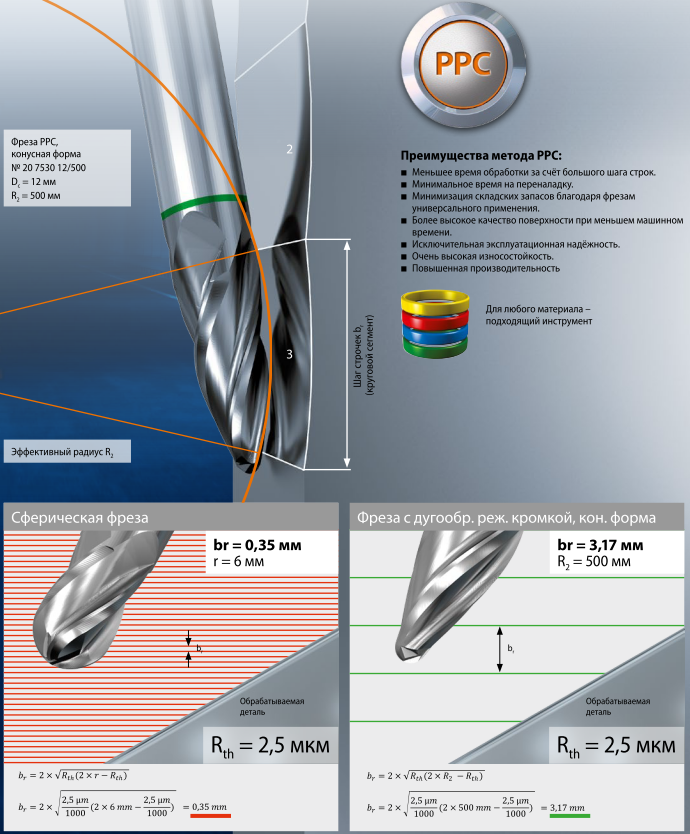
В разделе оснастки тоже есть много интересных конструкций и новинок.
Вот такой патрон Weldon с тонкой частью, иногда не заменим при работе в узких глубоких карманах и пазах, вблизи высоких стенок корпусов и т.д.
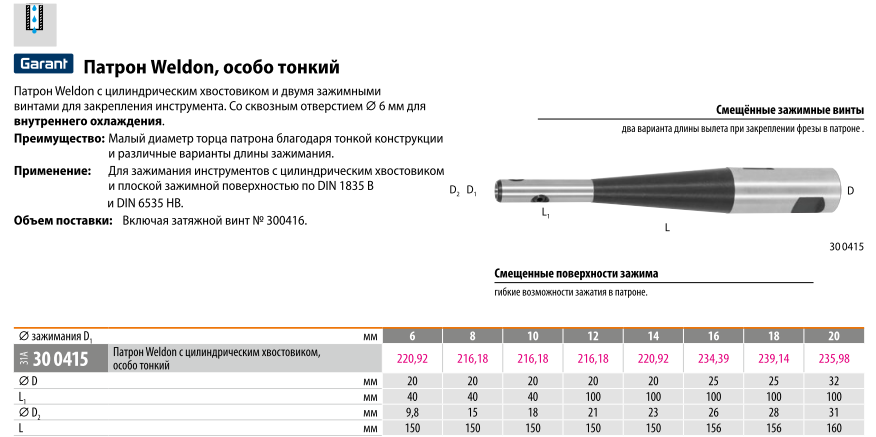
Тонкие Slim патроны производителя Albrecht - довольно удобная оснастка при 5-ти осевой обработке
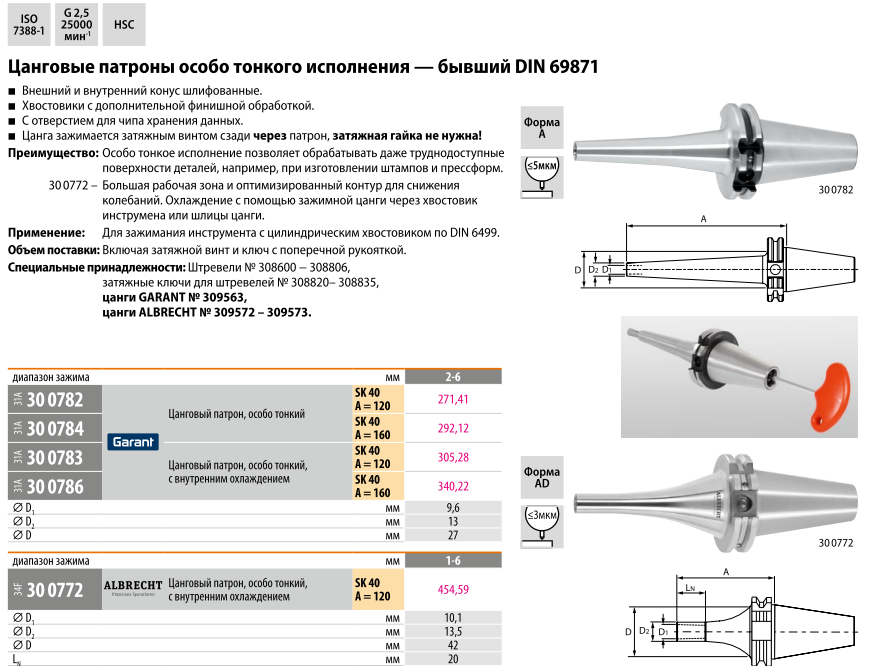
И даже вот такие новинки...
Силовой фрезерный патрон с предохранительной функцией. Конструкторское решение оригинальное.
Ранее лет 5 назад тайваньский производитель Kojex предлагал нечто подобное для своих патронов. Установка дополнительного штифта, по мнению тайваньских разработчиков, не только защищало от проворота, но и создавало эффект виброгашения (что оказывается гвоздь чудотворящий может, забитый в патрон в нужном месте)


Это "шедевр с дополнительным болтом" из той же темы.

Вот такие удлинители у Хоффманн весьма редкая оснастка и весьма редко ее можно встретить у иных производителей.
Но оснастка полезная, порою очень даже выручает при обработке с большими вылетами (режимы резания при этом конечно приходится снижать, все же не виброгасящая оснастка).

Надо сказать что конструкторы Хоффманн к оправкам для торцевых фрез умудрились приладить даже цанговую насадку и на базе оправки для торцевых фрез получить цанговый патрон.
В чем смысл не понятно, оснастка стоит 150-200 евро, за эту цену (и дешевле) можно приобрести отдельный цанговый патрон.
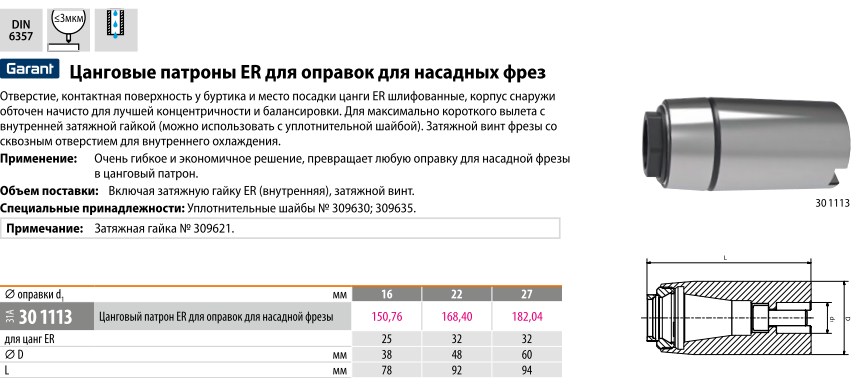
Хочется заметить по поводу виброгасящих инструментов из каталога Хоффманн. Нужно очень внимательно смотреть на описание державок, оправок и т.д. Не все что отмечено значком "с виброгашением" одинаково эффективно. И по сколько Sandvik был одним из первых производителей систем с виброгашением, как-то часто сравнивают с их продукцией. Еще хуже, если не вникая в суть начинают сравнивать только цены.
Под значком "с виброгашением" может быть конструкция, в которой просто в отверстие на термопосадку или на полимерный клей установлен тв.сплавный стержень (хотя у Хоффман есть свой шедевр...тв.сплавный стержень в алюминиевом цилиндре), для увеличения жесткости и уменьшения стрелы прогиба. Напомним, что модуль Юнга (модуль упругости) у тв.сплава в 2-3 раза больше, чем у стали...отсюда меньше с стрела прогиба при одинаковой приложенной силе. Но по эффективности гашения (декремент затухания колебаний) , такая конструкция сильно уступает конструкции имеющей в своем составе и динамический виброгаситель, тв.сплавный усилитель (часто совсем иной конструкции). Нужно отметить что и конструкции самого динамического виброгасителя у различных производителей имеют конструктивные отличия, и как следствие эффективность виброгашения.


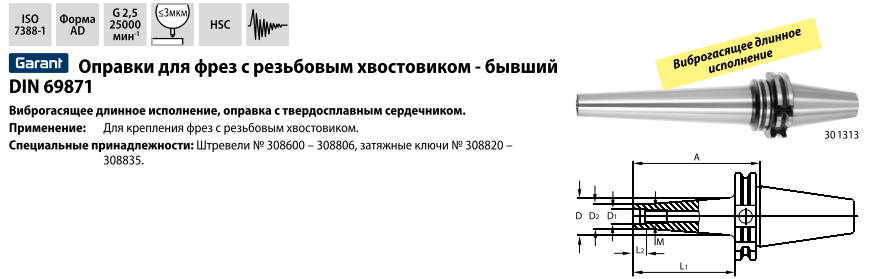

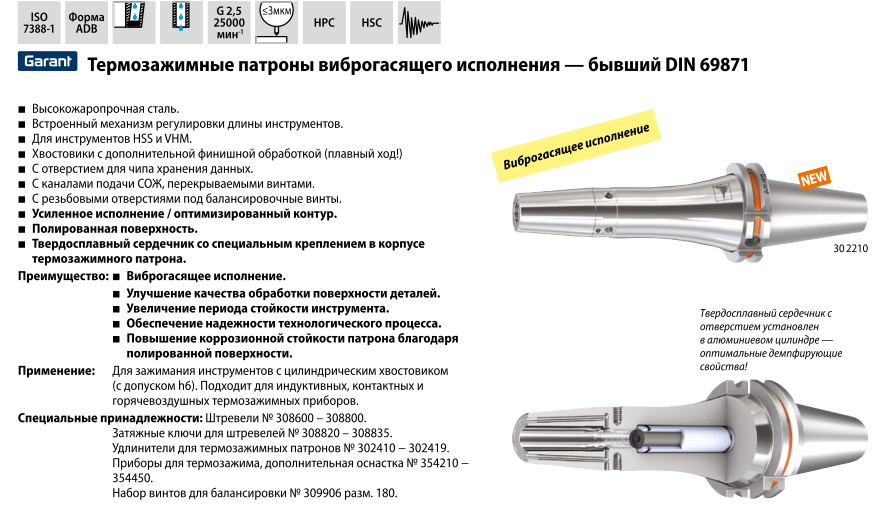
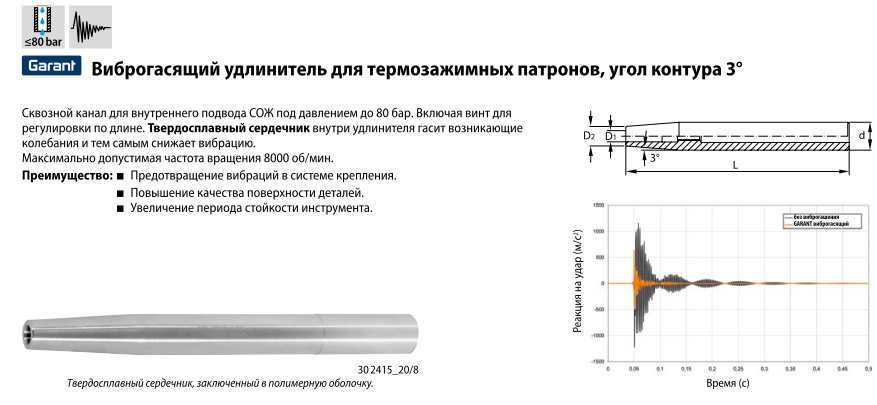
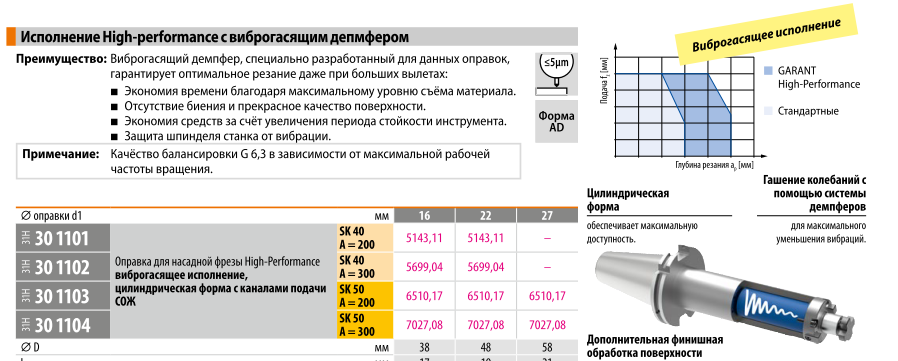
Вот еще интересные решения и разработки...оригинальность и значимость которых, во многом вызывает различное отношение со стороны пользователей.
С остальными новинками и разработками рекомендуем вам ознакомиться самостоятельно на сайте производителя https://hoffmann-group.ru/

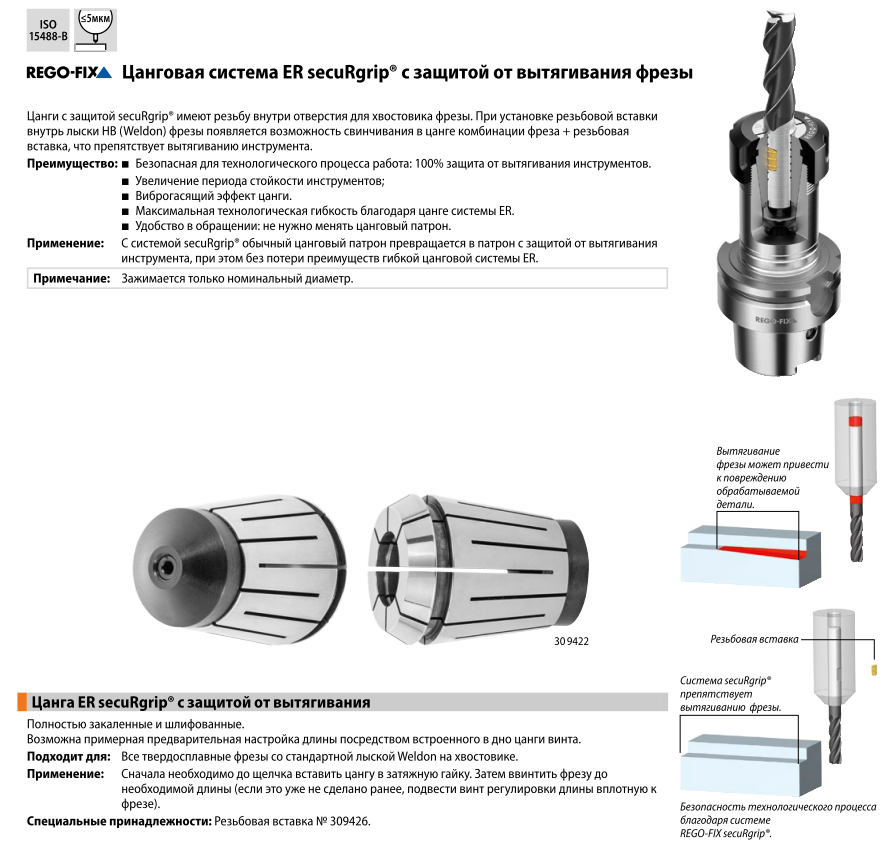

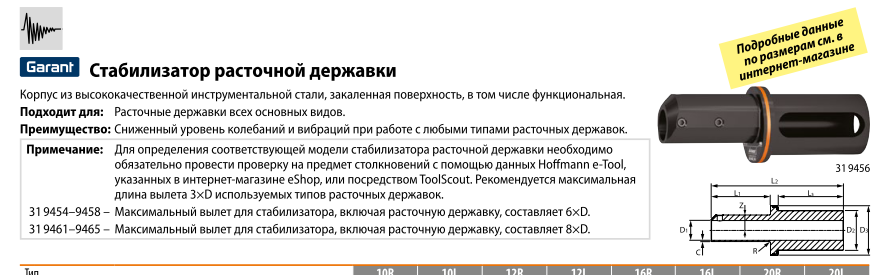
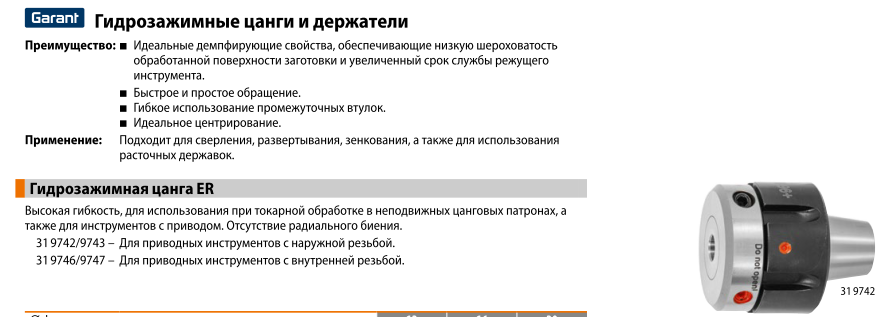

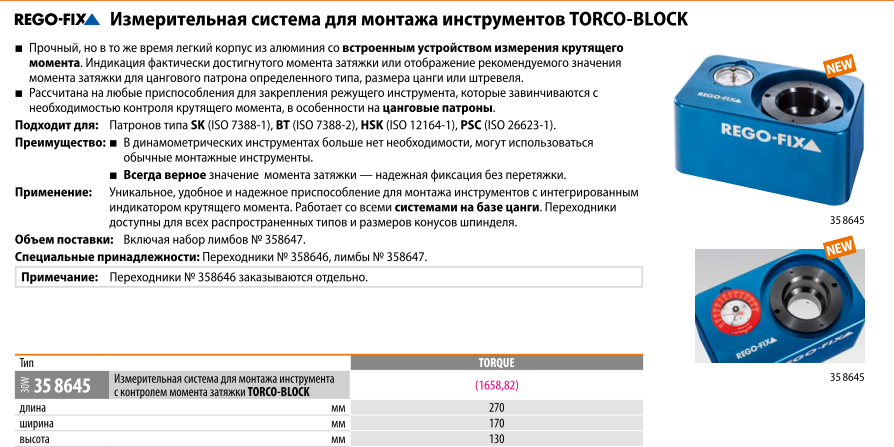

Использование материалов сайта возможно только с письменного разрешения администрации сайта и активной гиперссылкой на источник.
Свяжитесь с нами
Оставьте свое сообщение и мы свяжемся с вами, чтобы предложить лучшие условия сотрудничества!
Звоните: (812) 407-37-03
Пишите: order@carbidetool.ru
ООО «ТУЛЭКС» ИНН 7838092179, г. Санкт-Петербург, улица Аэродромная, д. 8, литер А, офис 418