Центр
Твердосплавного
Инструмента
- 197348, г. Санкт-Петербург, улица Аэродромная, д. 8, литер А, офис 418
- 8 (812) 407-37-03
- order@carbidetool.ru

Что новенького?
Данный раздел носит только информационно-новостной характер и не преследует целей рекламы, продажи и продвижения продукции каких-либо конкретных производителей. Информация собрана из различных источников, имеет субъективный характер в оценке новизны и актуальности тех или иных инструментов, оснастки и прочей продукции, рассмотренной в данном разделе.
В данном разделе умышленно не освещаются все появляющиеся новые продукты, которые по сути не являются интересными по каким-либо критериям, или реализуют только как дополнение ассортимента того или иного производителя, или подобные конструкции ранее уже были представлены у других производителей. Статьи дополняются по мере поступления новой информации.
Редакция сайта благодарна читателям, присылающим свои новости, дополнения, исправления, отзывы и прочий материал, касающийся данной тематики. Мы надеемся на обратную связь и Вашу помощь, а также считаем что, совместными усилиями, получится более всесторонне полно осветить значимые и интересные новинки из области инструмента и технологической оснастки. Заранее приносим извинения если чей-то материал по тем или иным причинам не полно был освещен или не попал в данный раздел.
У многих производителей большинство разработок можно охарактеризовать как дополнение ассортимента каталога, появляются конструкции по многим критериям схожие с конструкциями конкурентов, предложенными ранее. Но все же постараемся выделить наиболее интересные новинки и представить их в данной статье.
Sandvik Coromant - за последнее время внесено большое количество новинок и обновлений на сайте производителя. Из-за ограниченных возможностей осветить все интересные новинки, отметим только наиболее интересные.
Появился новый каталог 2026 года почти на 700 страниц по монолитным инструментам (фрезы, сверла, метчики, развертки), В каталоге представлены как универсальные инструменты, так и специализированные под обработку определенных материалов.
Новые геометрии, новые покрытия, увеличение стойкости и производительности и т.д. Появление микрофрез диаметром от 0,3 мм
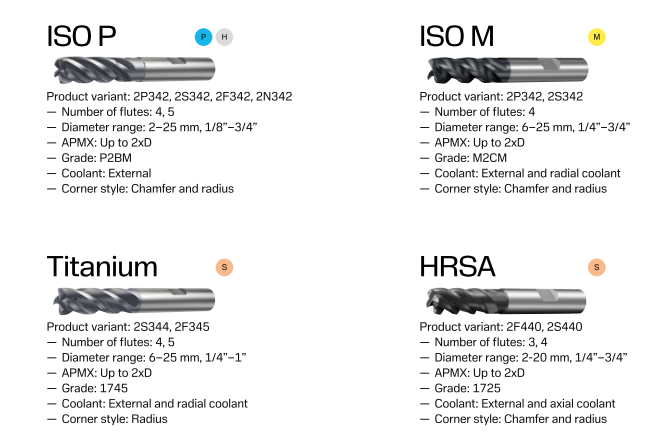

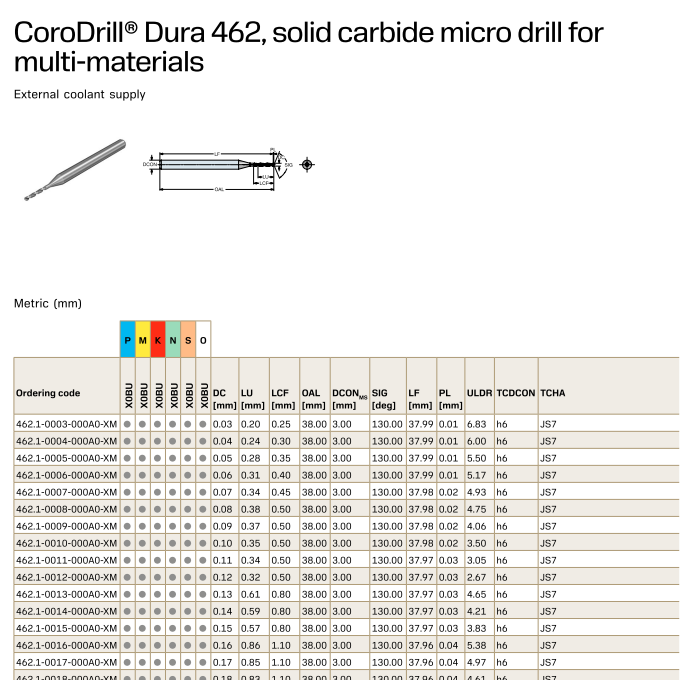
Появились микросверла Dura 462 диаметром от 0,03 мм. и к тому же расширился ассортимент и сверл и метчиков.
Отдельно на 200 листах появился каталог универсального бюджетного инструмента.

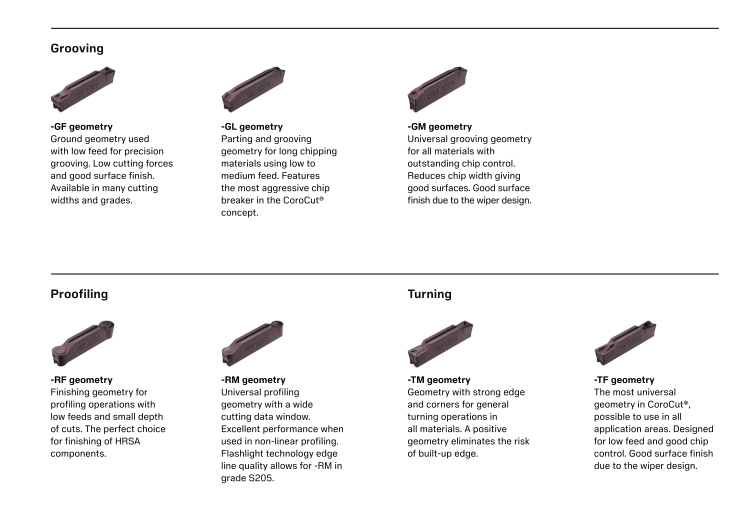
Значительные изменения геометрий и сплавов появились в разделе отрезных и канавочных пластин.
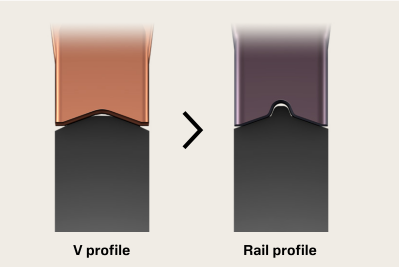
Особенно хочется выделить CoroCut® 2, который оснащен хорошо зарекомендовавшим себя интерфейсом направляющих для всех размеров вставок, даже самых маленьких. Конструкция направляющих обеспечивает более точное позиционирование вставки и минимизирует ее перемещение для повышения стабильности, особенно при воздействии боковых сил на вставки.
Нужно отметить что интерфейс пластин CoroCut® серии 123 и CoroCut® 2 серии C2I- остались совместимыми.
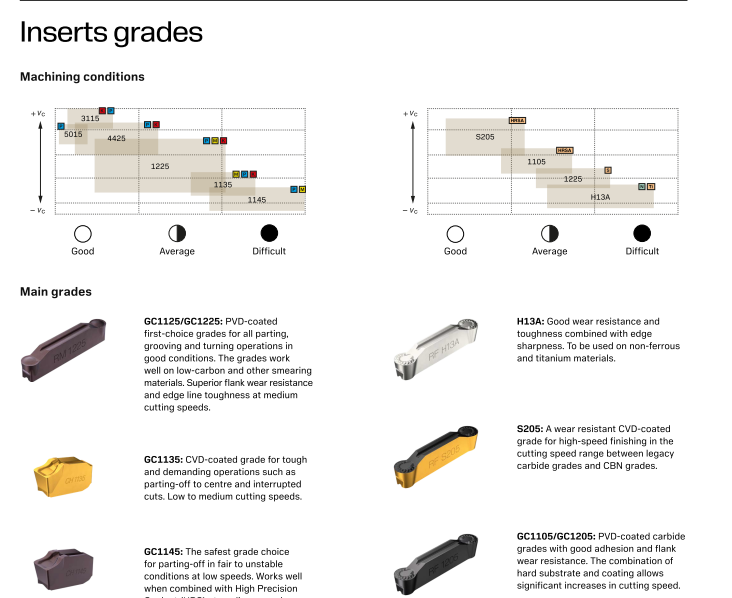
Среди ассортимента фрезерного каталога хочется выделить пластины с маркой сплава GC1240 для сложный HRSA материалов.
Марка GC1240 отвечает высоким требованиям благодаря многослойному PVD-нанопокрытию, разработанному с использованием технологии нанесения покрытий Zertivo® от Sandvik Coromant . Структура покрытия, основанная на слоях TiAlN и TiSiN, призвана повысить устойчивость к термическим микротрещинам, сохраняя при этом стабильность режущей кромки во время фрезерования. Эта комбинация призвана обеспечить баланс между износостойкостью и прочностью режущей кромки. Конструкция покрытия, обеспечивающая предсказуемый срок службы инструмента, сплав подходит как для влажной, так и для сухой обработки.Сплав GC1240 разработан для работы при повышенных скоростях резания, в том числе в тех случаях, когда использование охлаждающей жидкости сокращено или исключено. В некоторых условиях обработки нержавеющей стали скорость резания может быть увеличена до 20% по сравнению с процессами с использованием охлаждающей жидкости.
Область применения: труднообрабатываемые сплавы.
Данный сплав предназначен для легкой черновой и чистовой обработки нержавеющей стали, а также применим для некоторых жаростойких суперсплавов и титана при рекомендуемых параметрах резания.
Варианты геометрии инструмента включают острые, надежные режущие кромки, разработанные для обеспечения стабильности резания в процессах многолезвийного фрезерования. Марка GC1240 в настоящее время доступна в 13 семействах инструментов CoroMill® , охватывающих 77 вариантов пластин, что позволяет интегрировать ее в существующие платформы фрезерных инструментов.
Прочие новинки и каталоги можно увидеть на сайте производителя https://www.sandvik.coromant.com/en-gb , дибо обратиться к нашим сотрудникам и нашему сайту..
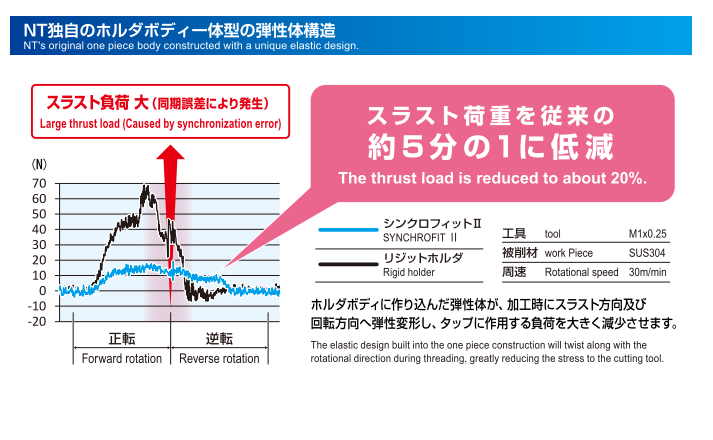
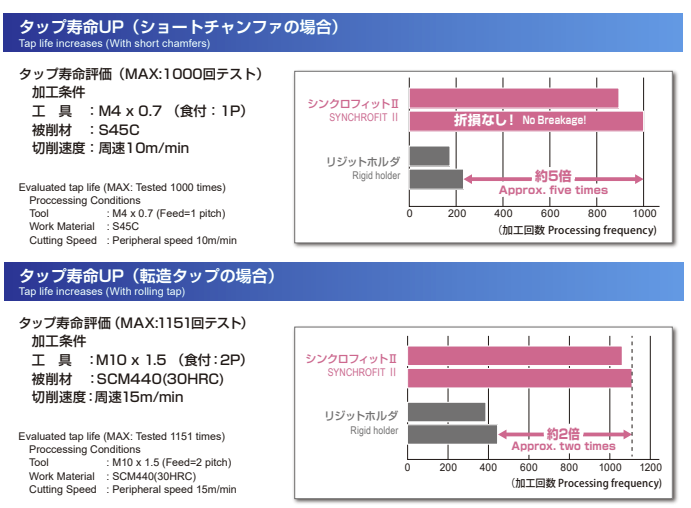
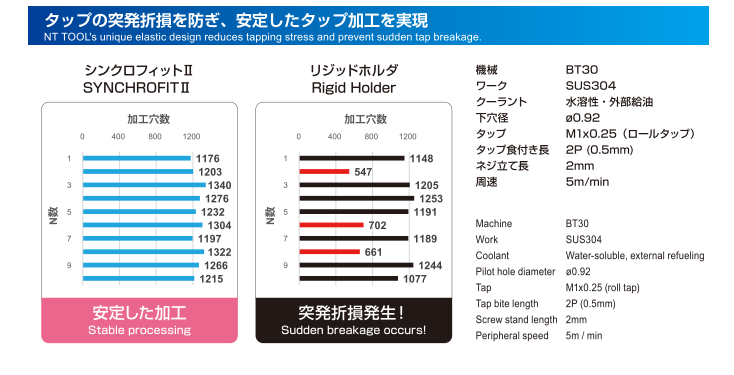
Интересная разработка резьбонарезного патрона японской компании NT Tools для нарезания мелкоразмерных резьб М1-М3,5 в аустенитной нержавейке, таких как AISI304, AISI316, AISI321 и т.д. (так же есть подобные патроны для диапазона М3-М20). Патрон имеет дополнительно демпфер из эластичного материала, который позволяет сглаживать пиковую нагрузку при входе инструмента в материал и при включении реверса. При этом наблюдается увеличение количество нарезанных резьб без поломок инструмента до 2-3 раз. Для патронов большего типоразмера эта разница достигает 3-4 раз. Патрон так же обеспечивает минимальное колебание глубины нарезания (до 0,1 мм)

Нажмите на картинку для увеличения
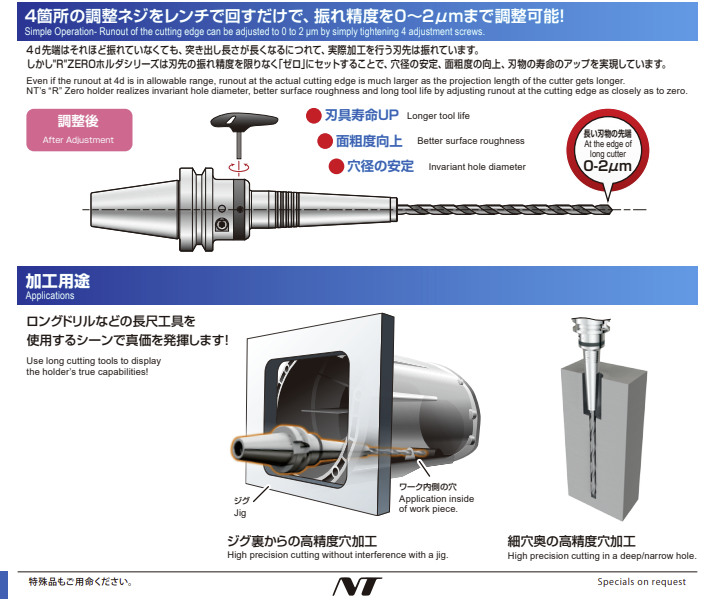
Заслуживает внимания гидравлический настраиваемый патрон с вылетом до 200 мм. Регулировка патрона позволяет установить инструмент с точностью до 0,002 мм.

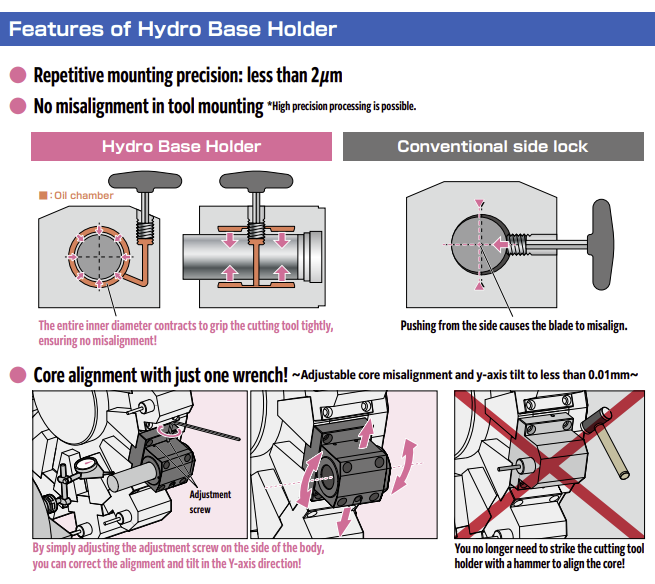
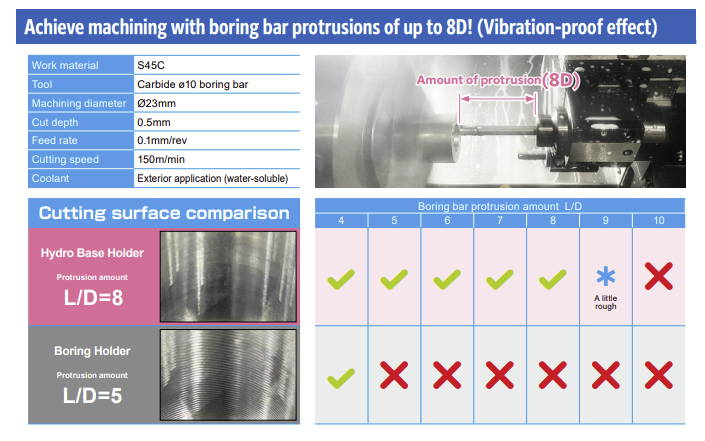
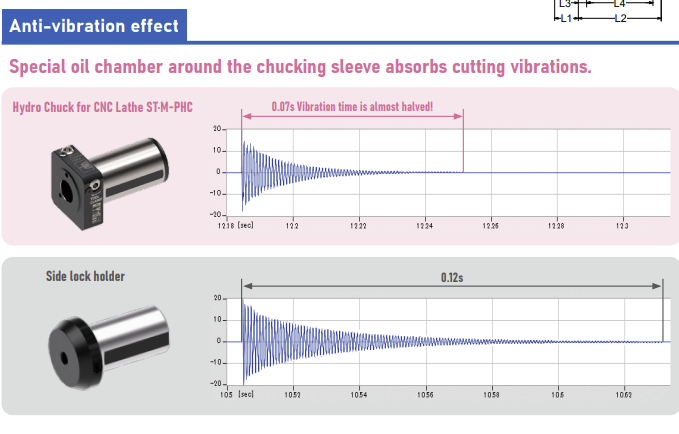
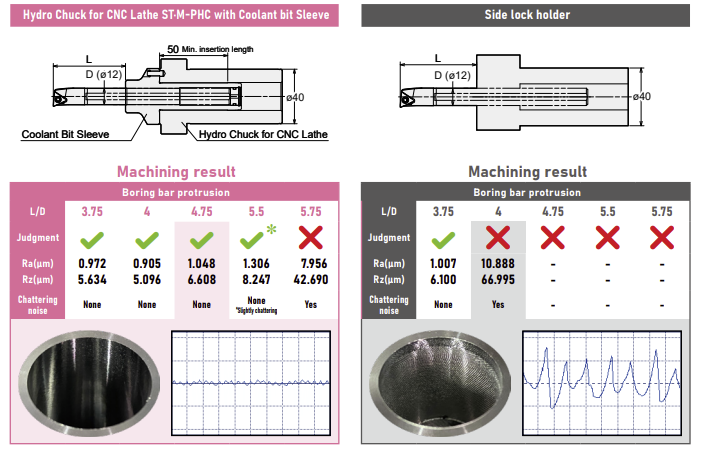
Гидравлические держатели для ЧПУ станков. Они обеспечивают не только точную установку по центру режущих инструментов, но и выполняют гашение вибрации, что позволяет вести обработку сложных материалов на более высоких режимах, одновременно увеличивается стойкость режущих инструментов.
Нажмите на картинку для увеличения
Виброгашение (демпфирование), технологическая стабильность, чистота обработки и т.д. - понятия, которые очень важны в процессе обработки глубоких отверстий. На рынке прибавилось азиатских поставщиков инструментов и оснастки с виброгашением. При этом конструкции различны, но зачастую все прикрыто одним определением - ..." с виброгашением".
Но все ли так одинаково у всех.... и разница только в цене ???
В разделе новостей хотелось бы выделить особенности новых разработок.
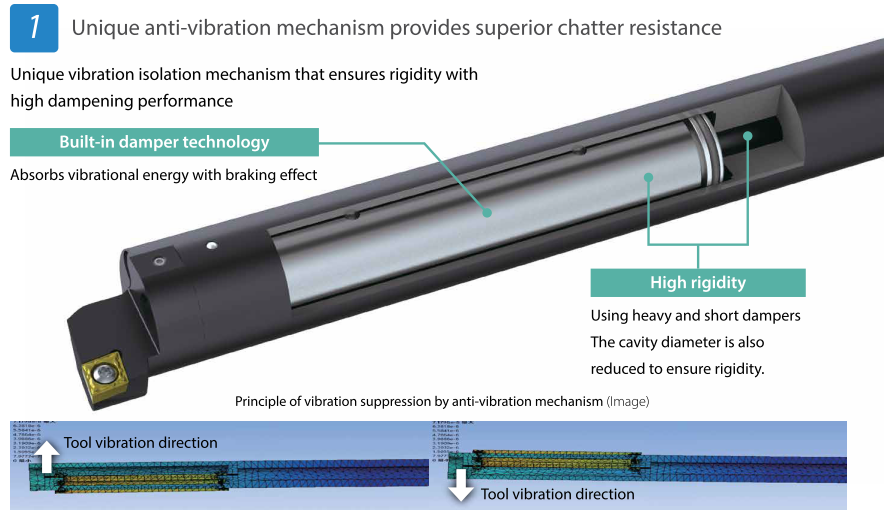
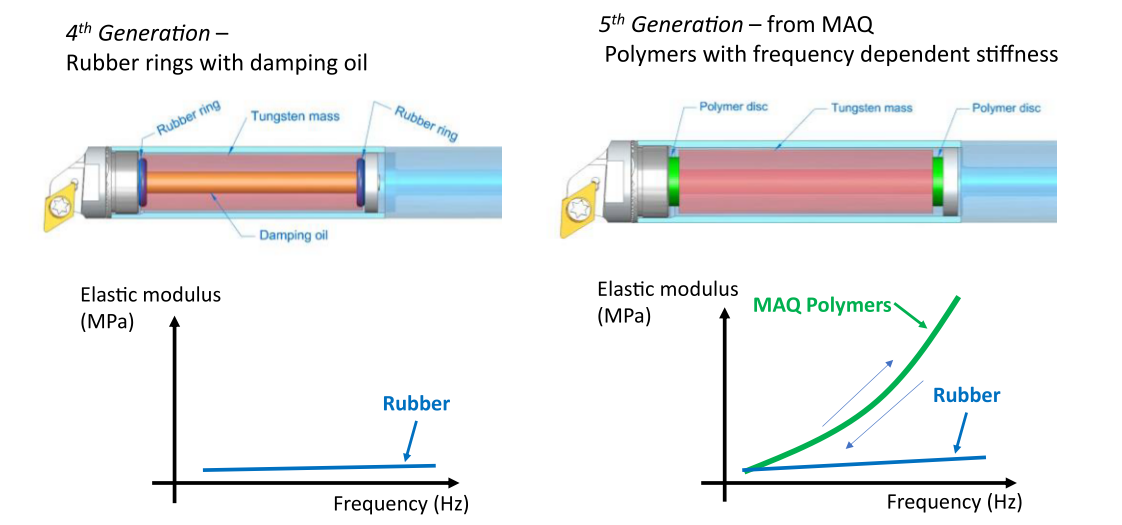
Рассмотрение все же стоит начать с одной из самых распространенных конструкций демпфера в виброгасящих оправках предыдущих поколений, которые сейчас чаще всего и применяются азиатскими производителями. В этой конструкции можно назвать демпфер (груз, инерционное тяжелое тело), установленный на прокладках из резины (не будем вдаваться в тип и состав резины), плюс этот демпфер погружен в вязкую жидкость и имеет перепускные жиклеры.
При возникновении вибрации настроенный демпфер должен совершать колебания в противофазе от корпуса резца (оправки).
Настройка производится с применением частотного анализатора, при этом масса демпфера (самого груза) и жесткость резиновых колец рассчитываются по формулам и в результате они составляют некий колебательный механизм со своей резонансной частотой. Изменением нагрузки на резиновые кольца (сдавливанием их) производится поднастройка резонансной частоты демпфера к значению собственной резонансной частоте консольно зажатой державки (оправки). Перепускные жиклеры служат как успокоительный механизм для самого демпфера погруженного в жидкость. Резина не передаёт колебания дальше, а «гасит» их за счёт внутренней подвижности молекулярных цепей. При циклических деформациях в резиновой матрице возникают силы внутреннего трения между молекулярными цепочками и наполнителями. Это трение преобразует механическую энергию вибрации в тепловую энергию, которая рассеивается.

Но резина понятие в обывательском понимании зачастую сводится к изделиям полученным методом вулканизации каучука с некими присадками. И максимум, что многие смогут выделить, так это свойства твердая или мягкая и стойка или не стойка к тем или иным веществам. Конечно это все важно, в частности и различные наполнители, отсюда и различные свойства резинотехнических изделий.
Рассмотрим обычную виброгасящую державку на резиновых прокладках (не вдаваясь в состав этой резины)
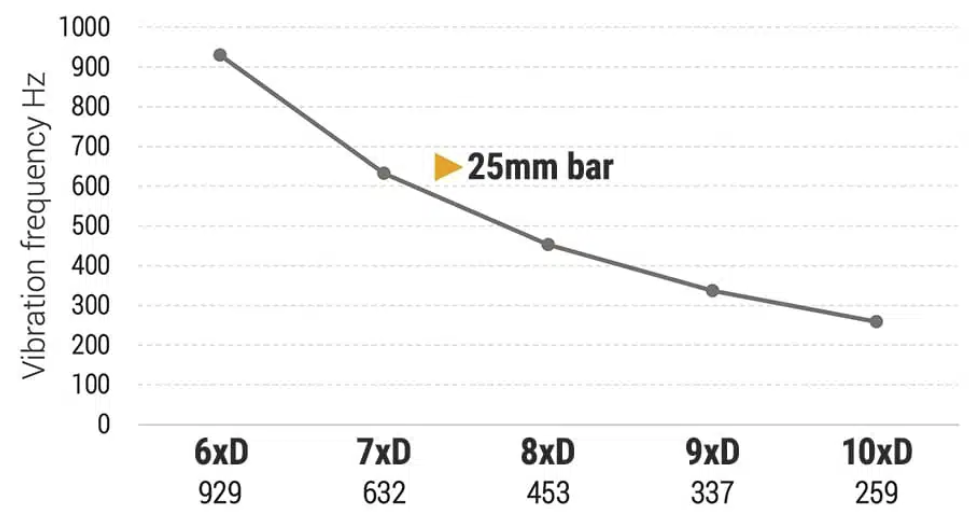
Для примера возьмем расточную борштангу (резец) диаметром 25 мм с виброгасителем и с рабочим вылетом до 10L/D.
Из ниже приведенного графика видно, что в зависимости от того, с каким вылетом будет зажата борштанга, такую собственную резонансную частоту она будет иметь. И для гашения вибрации демпфер нужно или подстраивать или вообще перенастраивать (если Вы к примеру обрезали борштангу, или зажали значительно короче той длины, на которую она была рассчитана и настроена).
Намеренно не рассматриваем внесения в процесс резания иных частот и гармоник от прочих элементов системы СПИД. Хотя даже деталь, к примеру в виде тонкостенной трубы, может и сама являться источником возбуждения колебаний (входить в резонанс) совсем на далеко отстоящей частоте, от той, на которую настроена борштанга (резец).
Среди проблем, с которой сталкивается виброгасящая система на резиновых кольцах - это условия работы.
Обработка может проводиться на оборудовании, где СОЖ имеет как минимальное значение температуры (к примеру близкое к 5-20 градусов), так и проходить без применения СОЖ, что может разогревать борштангу до 40-80 градусов и более. Но с изменением температуры изменяется и резонансная частота демпфирующего механизма, т.к меняются и жесткость резиновых колец. Это так же накладывает ограничение на максимально допустимую температуру, превышение которой вызовет быстрое безвозвратное изменение свойств и формы резиновых колец (в плоть до их разрушения).
Многие источники утверждают, что даже если демпфер работает (или просто хранится инструмент на складе) в допустимых температурных условиях, то все равно в сжатых резиновых кольцах происходят процессы связанные с изменением их формы, свойств, и т.д (и даже разрушением), - и при этом в течении 1-3 лет требуется или поднастройки виброгасящего механизма или его ремонт.
Учитывая все ранее озвученные проблемы, разработчики стремятся создать эластичный материал, назовем его как бы "самонастраивающися", или адаптирующийся под различные условия обработки. Некоторые разработчики выделяют такие материалы в пятое поколение эластичных элементов для создания демпферов.
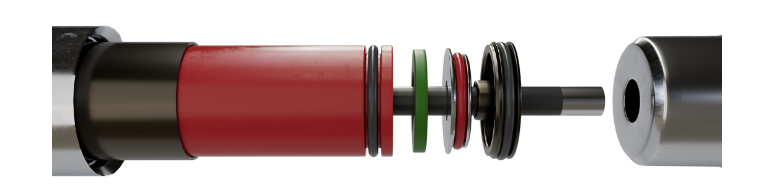
Одним из таких разработчиков является компания MAQ Simply Machining.
История создания создания современных STMD-модулей предлагаемых компанией MAQ уходит в разработку эластичных и жидкостных материалов с изменяемой жесткостью, при воздействия вибрации с изменением ее частоты.
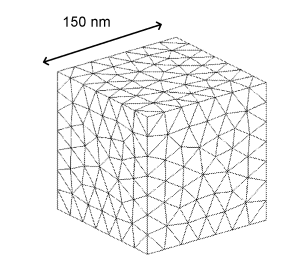
В данном случае это новые полимерные наноструктурные материалы пружинного элемента, которые могут быть получены синтетическим методом, таким как смешивание (например, добавление наночастиц в термореактивную смолу) и перемешивание (например, смешивание термореактивной смолы и полимерных материалов с последующим нагреванием для получения хорошо распределенной смеси веществ, которые не могут быть отделены друг от друга), а также методами формирования рисунка «сверху вниз», включая химическое осаждение из паровой фазы (CVD) или молекулярно-лучевую эпитаксию (MBE).
Наноструктурный материал пружинного элемента может иметь структурный размер 20-100 нм. В качестве альтернативы или в дополнение, наноструктурный материал пружинного элемента может иметь структурный размер 40 нм или менее, например, 20 нм или менее, по меньшей мере, в одном измерении, например, в двух измерениях или в трех измерениях. Пружинный элемент может представлять собой сплошной кусок наноструктурного материала.
Наноструктурированный материал пружинного элемента обладает частотно-зависимой жесткостью, так что резонансная частота демпфирующей массы совпадает с частотой колебаний корпуса инструмента в диапазоне частот колебаний до 4000 Гц, например, от 100 Гц до 1000 Гц, Существенное совпадение в этом отношении охватывает разницу между резонансными частотами и частотами колебаний от 20 %, до идеальное совпадение.
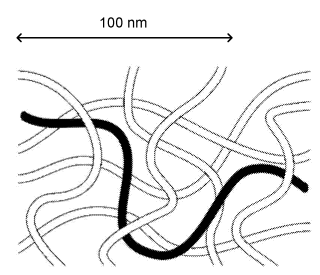
Полость между демпфером и корпусом инструмента заполнена вязкой смазкой или вязкой жидкостью. Вязкая жидкость также обладает жесткостью, зависящей от частоты. Размер молекул и типы слабых связей внутри вязкой жидкости будут влиять на изменение жесткости в целевом диапазоне частот, обычно от 100 Гц до 1000 Гц. Размер частиц вязкой жидкости составляет от 1 нм до 100 нм, например, от 5 нм до 100 нм, предпочтительно от 5 нм до 20 нм, для обеспечения свойства жесткости, зависящей от частоты. Внутренняя слабая связь вязкой жидкости осуществляется посредством ван-дер-ваальсовых связей между CH, HO, HH и т. д. Вязкая жидкость может также содержать наноразмерные наполнители (например, частицы, волокна и/или хлопья) для создания наноструктуры и слабых связей. В качестве примеров наполнителей можно привести металлические частицы, керамические частицы и полимерные частицы.
Высокоскоростная обработка приводит к возникновению множественных колебаний частоты на режущих инструментах, STMD-резонаторы саморегулируются для подавления высоких и низких частот, что позволяет успешно выполнять резку на высоких скоростях и подачах без переналадки и поднастройки.
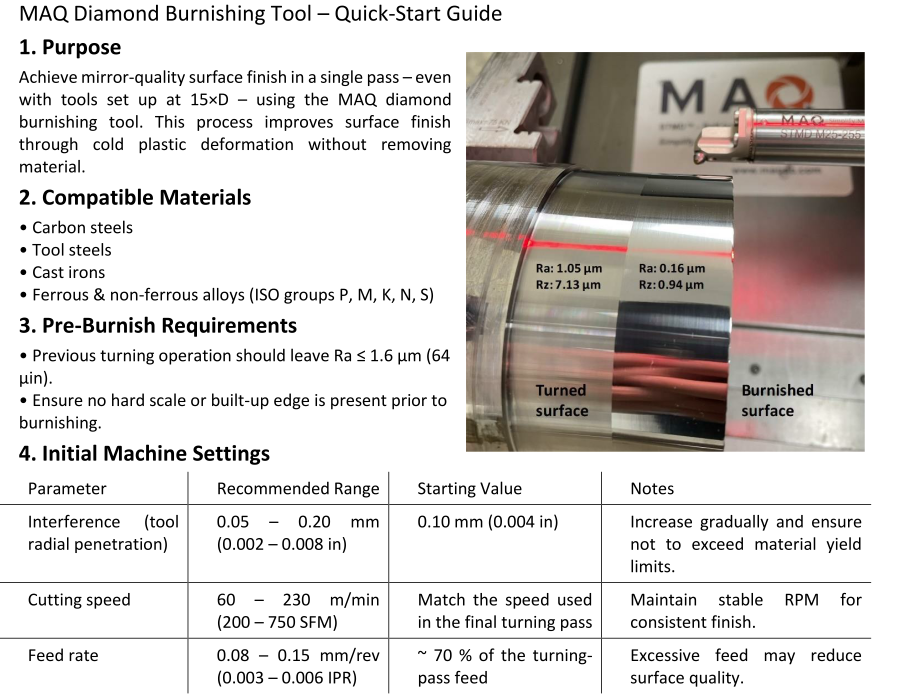
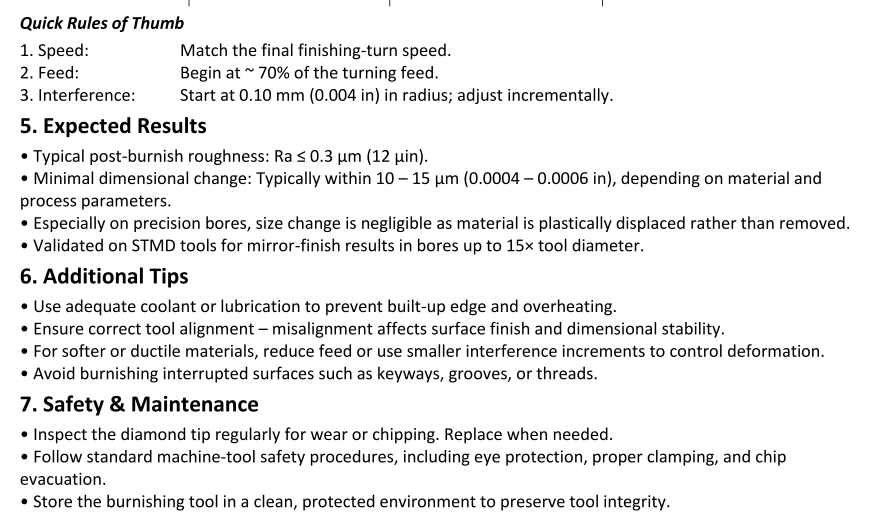
Применение STMD-модулей нашло применение и для чистовых финишных выглаживающих операций, при этом производители отмечают стабильное высокое качество чистоты обработки поверхностей, там где с обычными резиновыми эластичными элементами этого добиться было трудно.

Более подробно конструктивные особенности предыдущих разработок рассмотрены в статье на нашем сайте проАнтивибрационные инструменты, борштанги и прочую оснастку https://carbidetool.ru/damping_vibration_tools
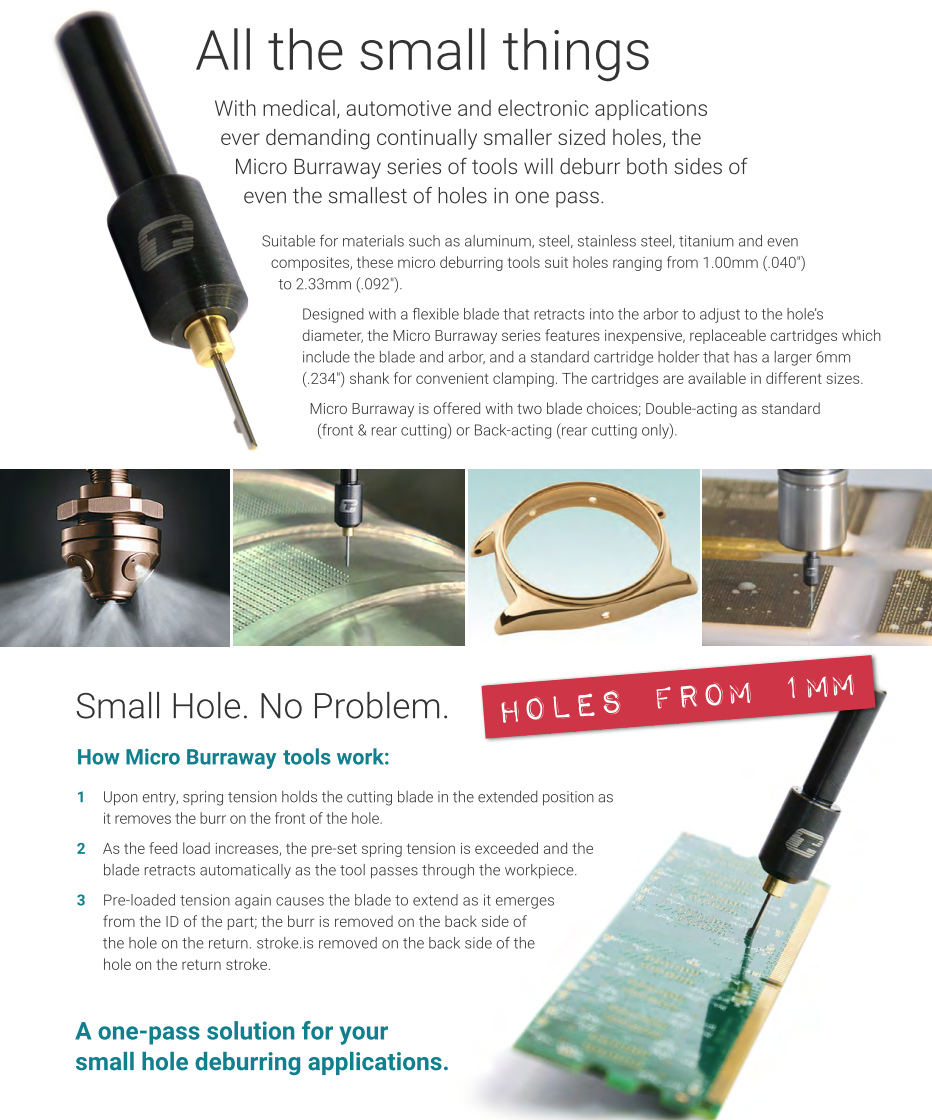
Образование заусенцев при сверлении материалов (особенно листовых) вызывает затраты дополнительного времени на их удаление. Требуются дополнительные инструменты, увеличивается время изготовления детали, часто заусенцы бывают довольно большими и это создает дополнительные сложности, к тому же бывает страдает качество краев просверленных отверстий.
Поэтом считается лучшим вариант изначально при сверлении отверстий избежать образование заусенцев, либо минимизировать их размеры.
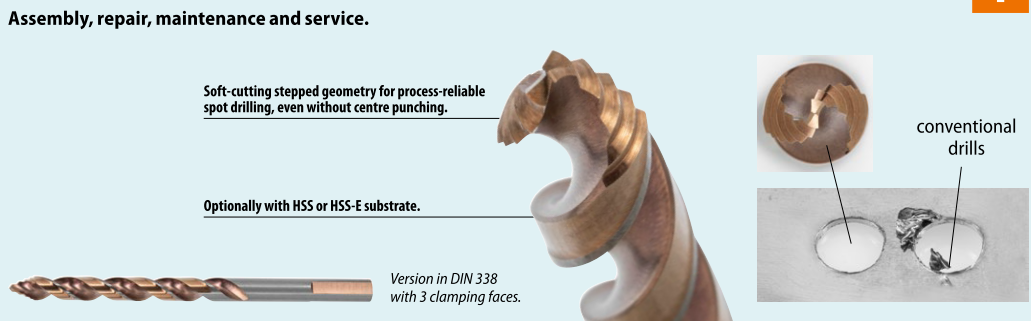
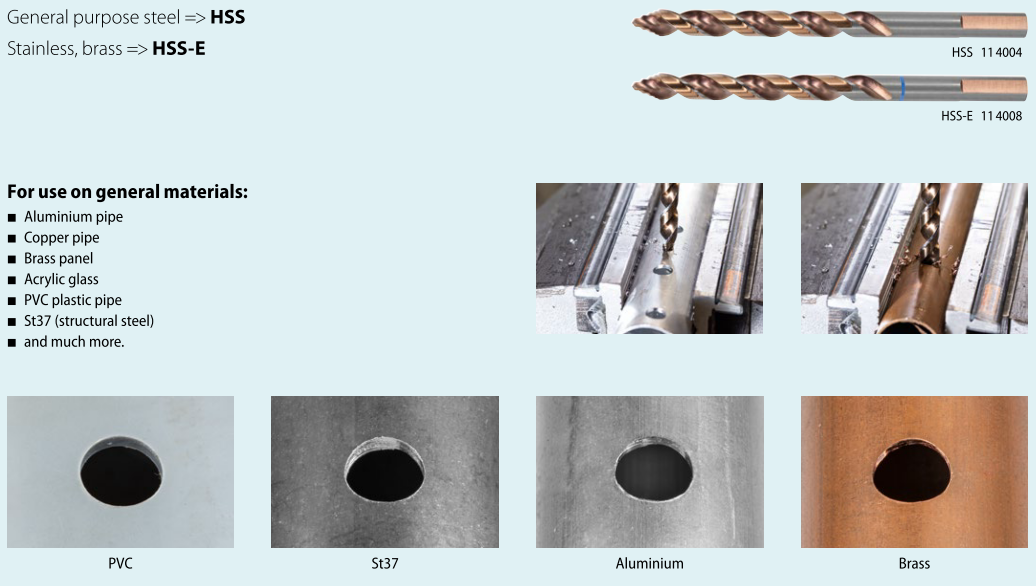
Hoffmann (Garant) предлагает вот такую конструкцию сверл для сверления листовых материалов, в частности сталь, нержавейка, алюминий, пластик.
Сверло имеет увеличенный диаметр сердечника (что обеспечивает жесткость), канавки на режущей части имеют высокую концентричность, точная заточка, материал сверла HSS или HSSE, обработка азотом, на хвостовике под сверлильный патрон есть дополнительные 3 площадки.
В итоге....
■ Идеально подходит для получения точных отверстий в листовом металле, трубах и профилях.
■ Надежное точечное сверление без центрирования или продавливания по центру – даже на криволинейных поверхностях – благодаря инновационной заточке.
■ Наклонное сверление возможно без каких-либо проблем после того, как наконечник сверла войдет в материал на первом уровне.
■ Сверление со значительно меньшим усилием, чем при использовании обычных сверл по стандарту DIN338 HSS , – диаметром до 13 мм непосредственно в аккумуляторной дрели-шуруповерте.
■ Стабильная и надежная фиксация в 3-кулачковом патроне.
■ Используется для широкого спектра материалов, включая пластик, дерево и акрил, без разрывов и заусенцев.
■ Сверло не гремит и не вонзается даже в тонкостенные материалы.
■ Выход сверла без заусенцев.
■ Идеально подходит для высверливания болтов и заклепок.
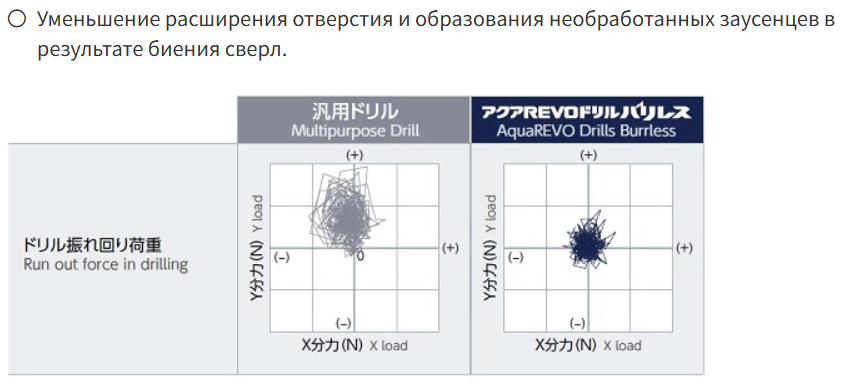
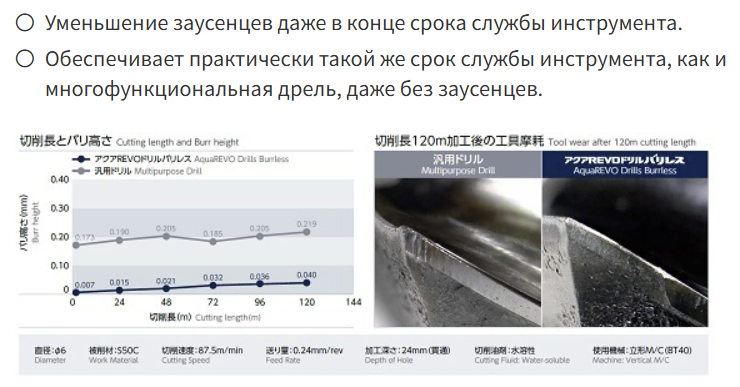
Nachi-Fujikoshi Corp.решение проблемы предлагает введением ряда конструктивных особенностей режущей части сверла. На ряду с радиусной формой заточки краев режущей части сверла, с увеличенным задним углом, на сверло дополнительно нанесено износостойкое тонкое покрытие, которое не только увеличивает стойкость режущей кромки, но и снижает трение, при этом покрытие не снижает остроты заточки режущей части.



Китайская компания CHAIN Headway представила зачистные алмазные щетки. Ранее подобную продукция выпускала только японская фирма Xebec.
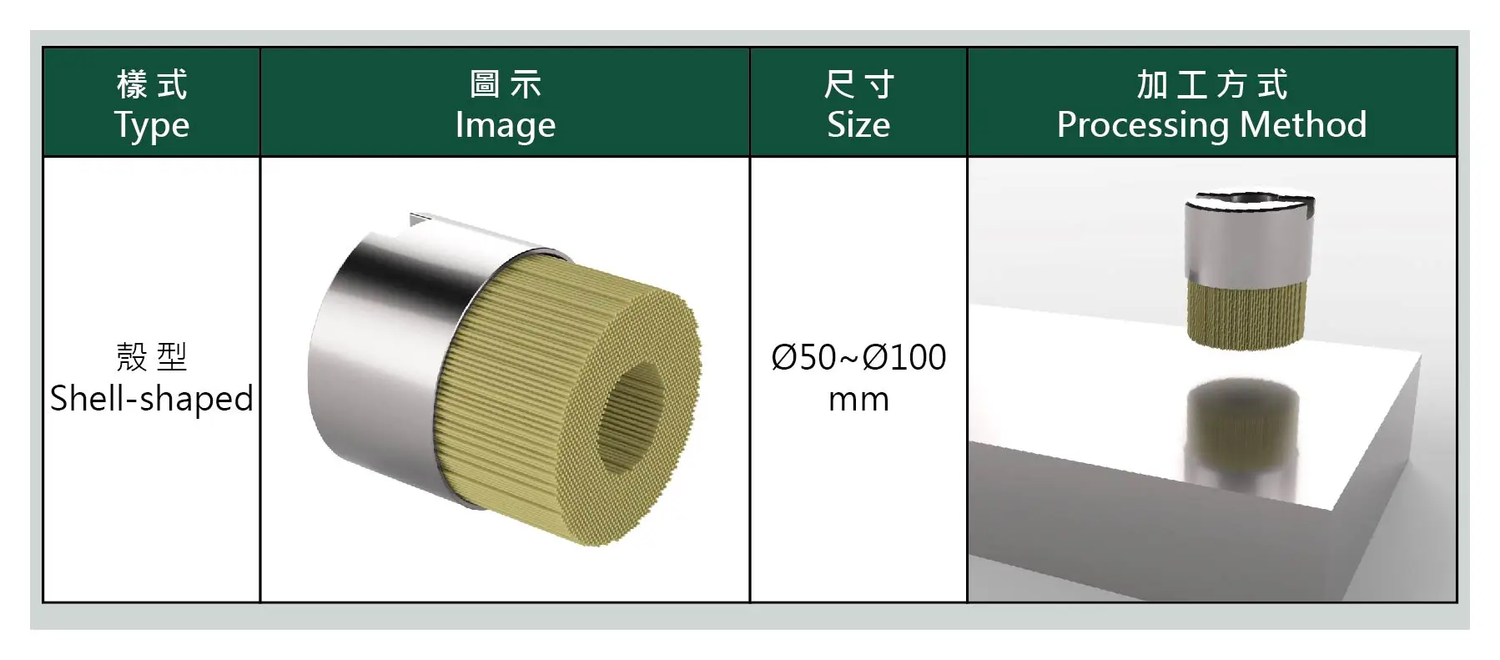
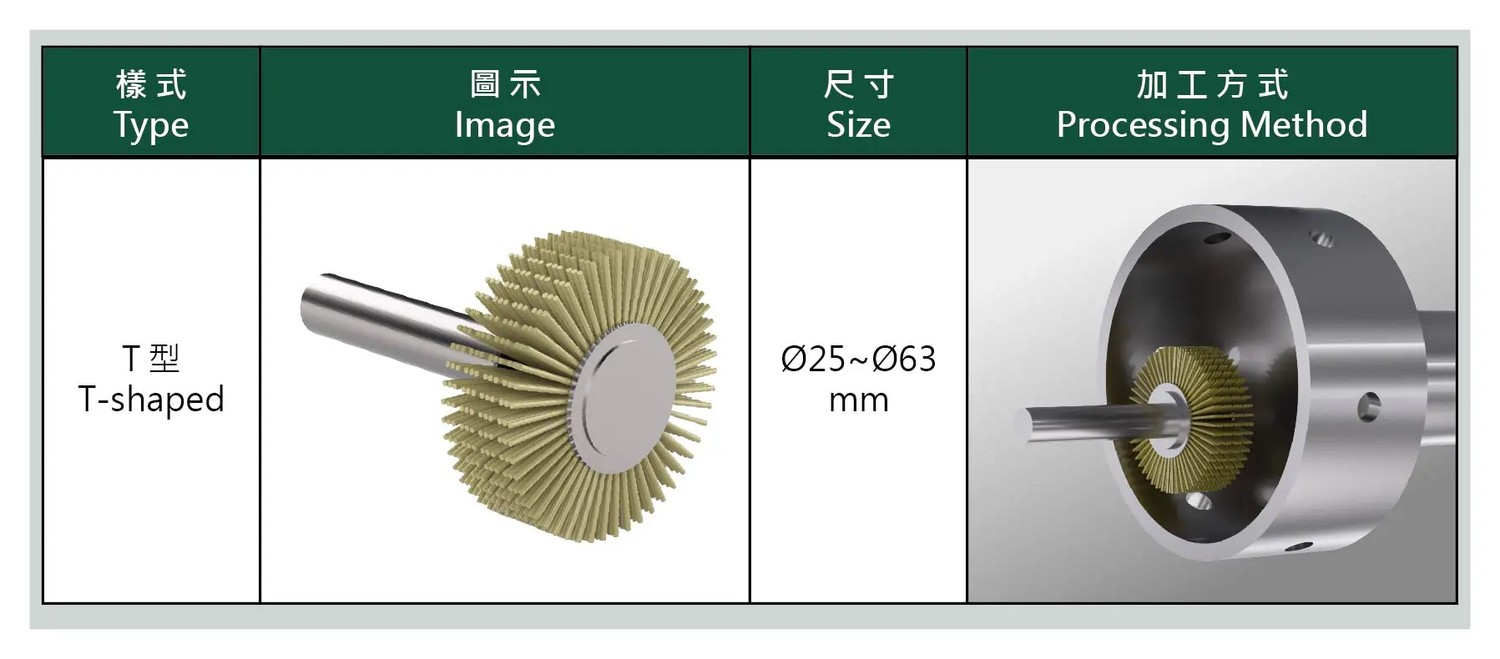
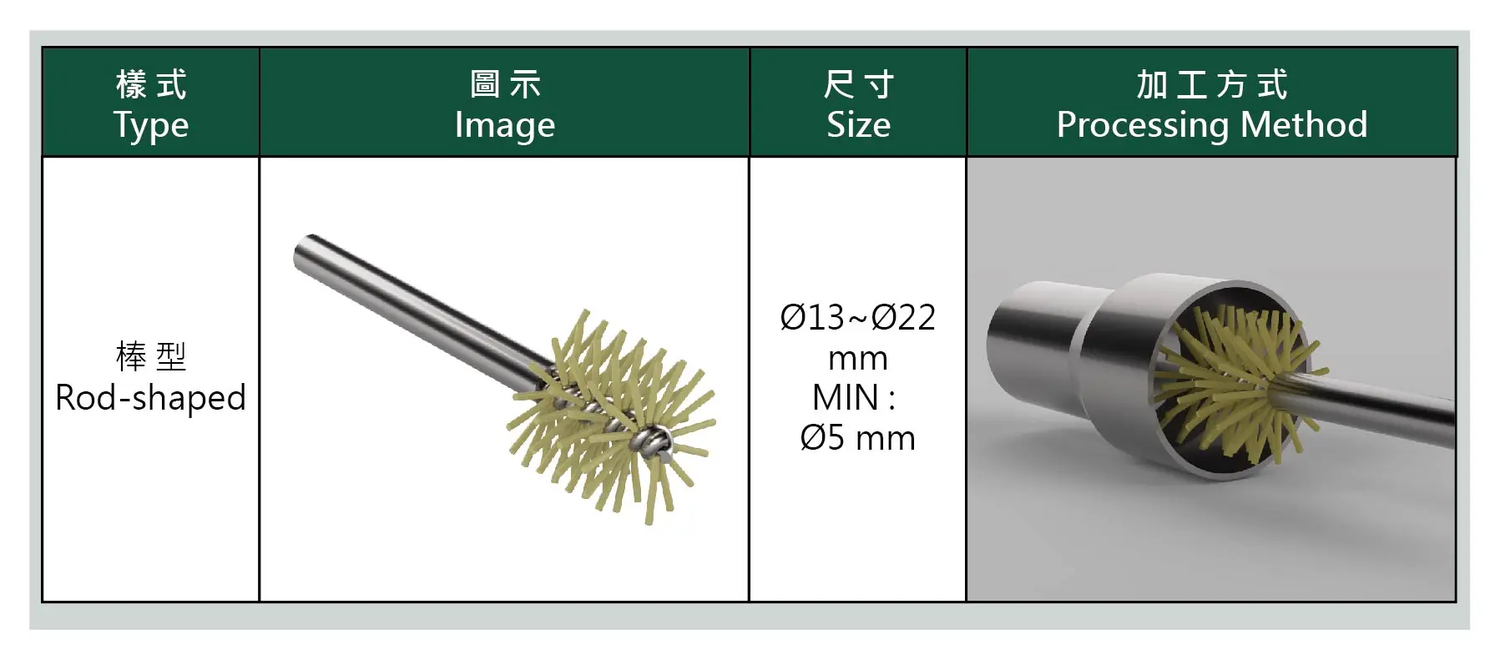
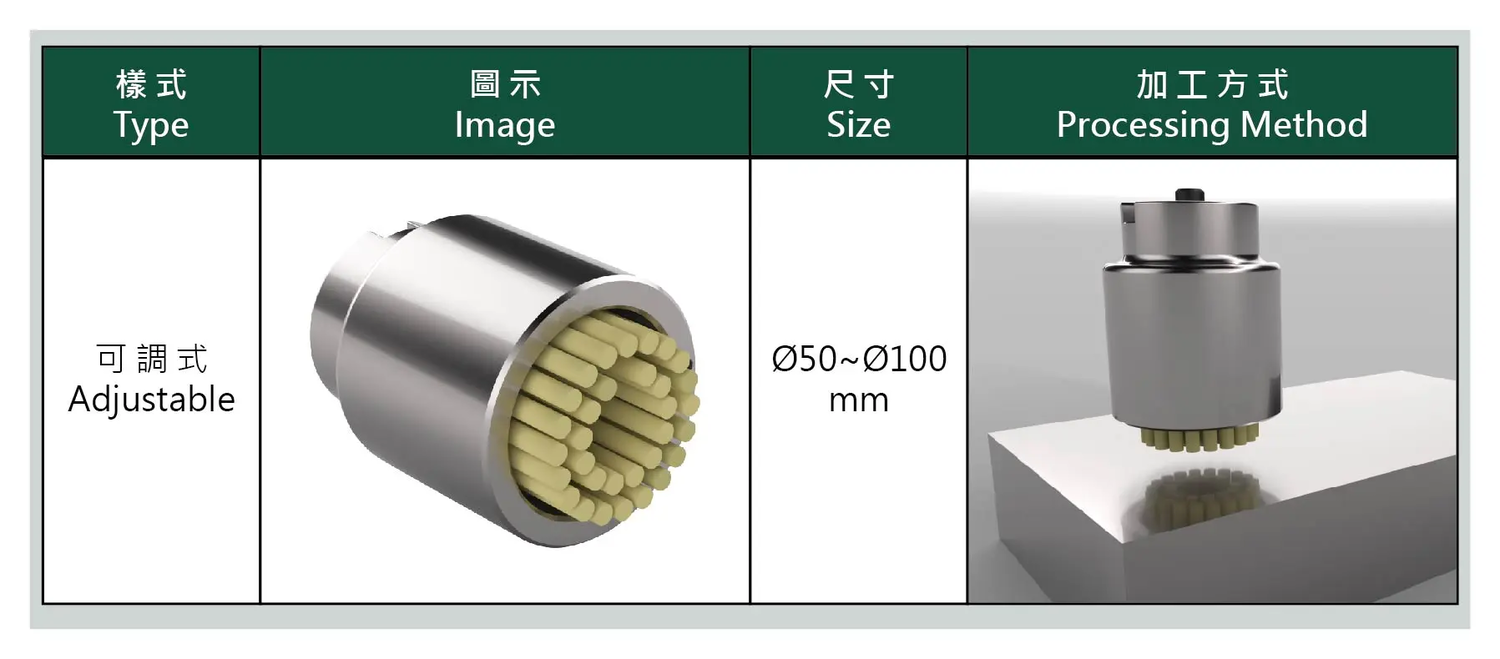
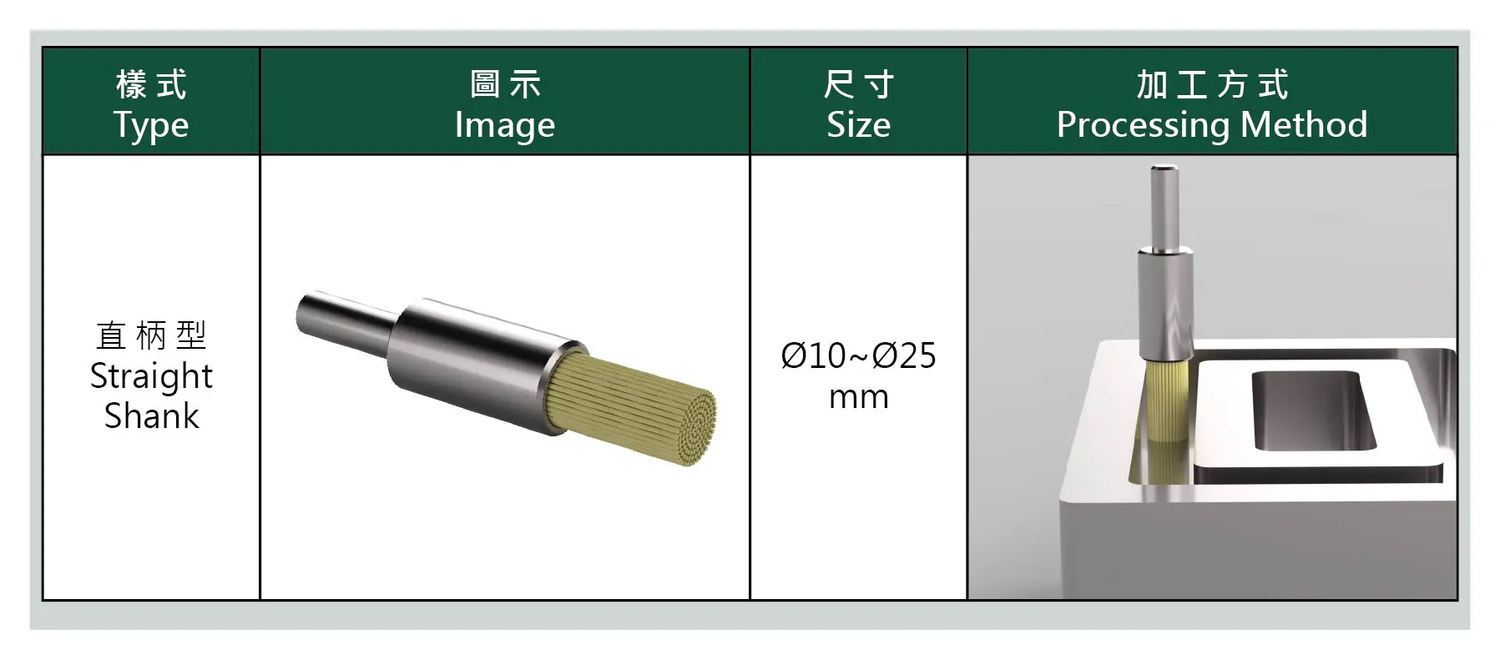

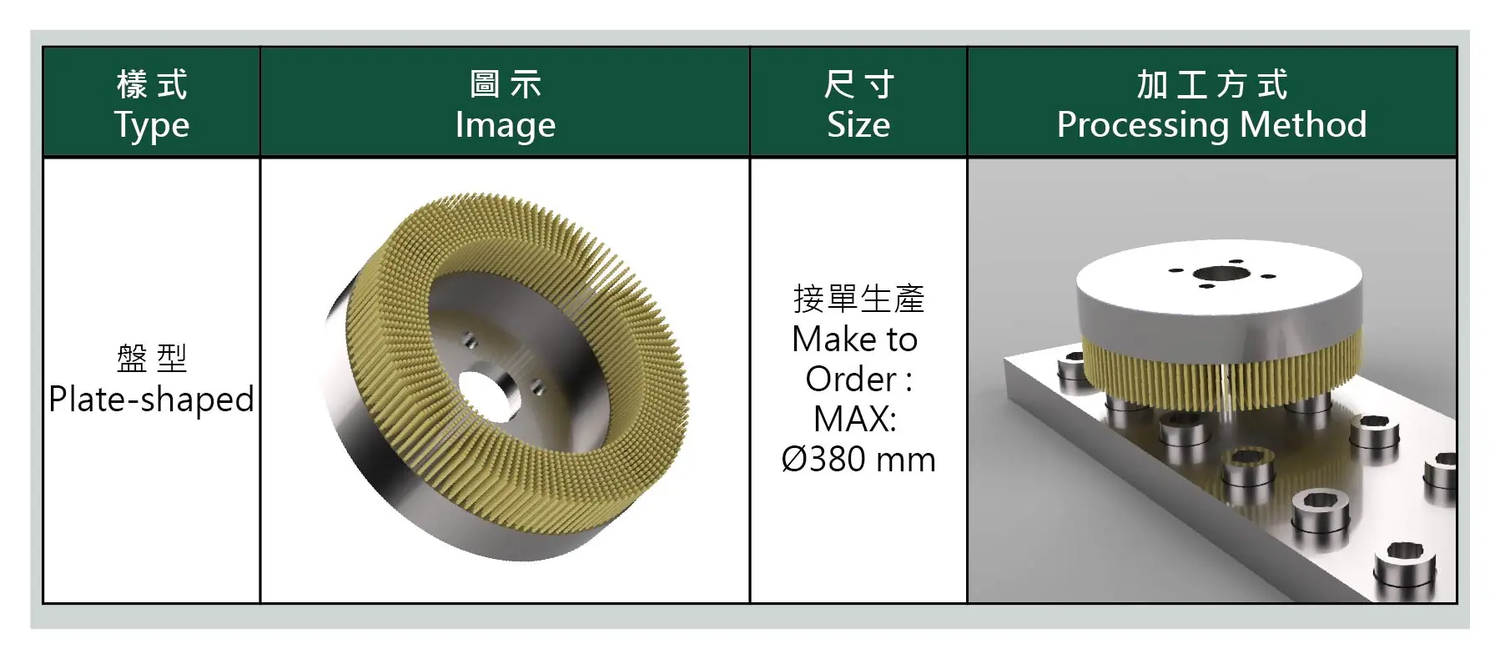
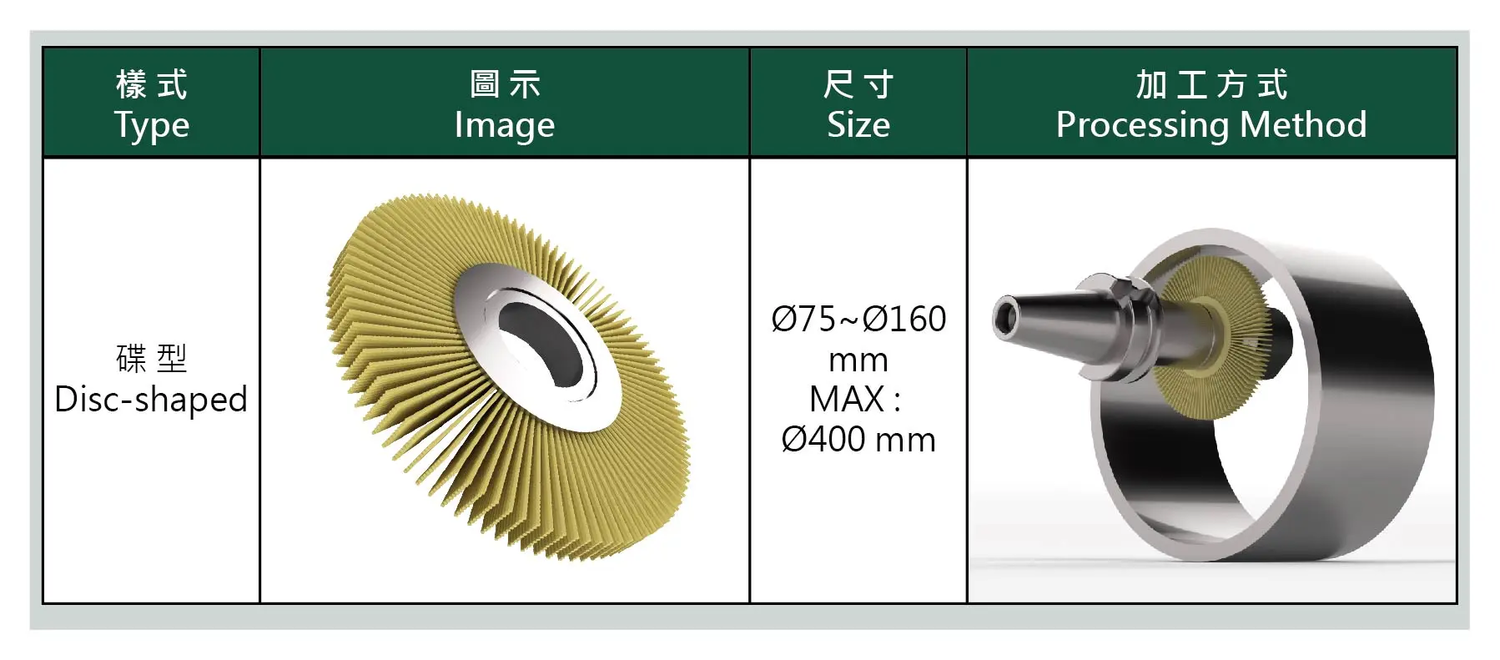
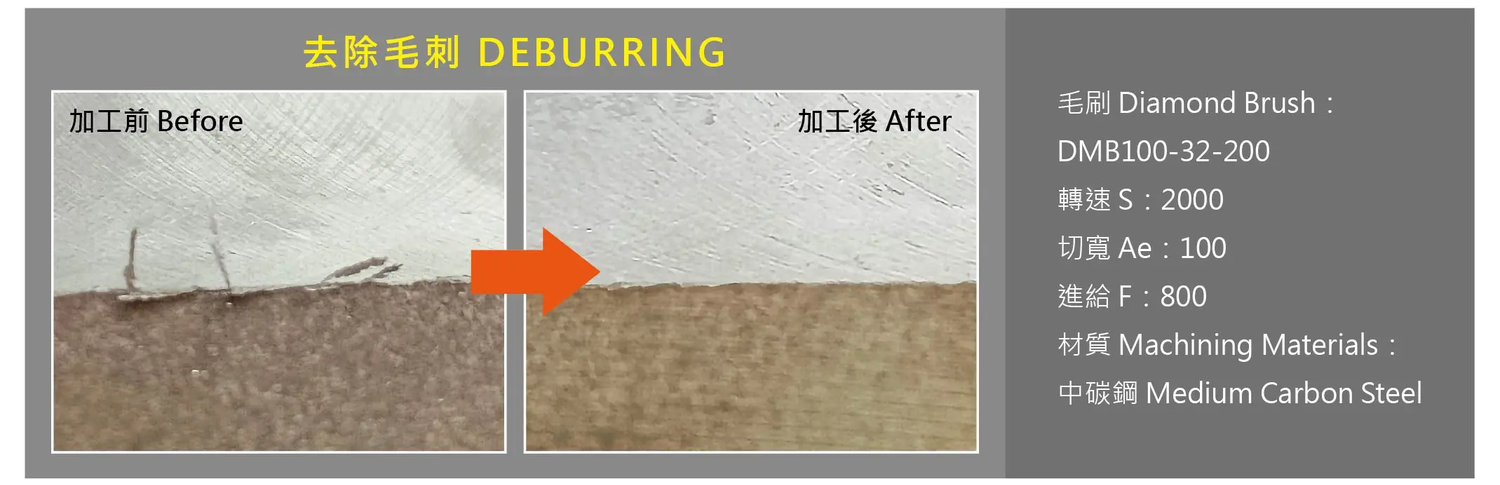
Удаление следов резки: После обработки на поверхности заготовки часто остаются заметные следы инструмента, влияющие на внешний вид и эксплуатационные характеристики изделия. Использование алмазной абразивной щетки позволяет эффективно удалить эти следы и улучшить качество поверхности заготовки.

Удаление заусенцев: Заусенцы — распространенный дефект при механической обработке, влияющий на сборку изделия и потенциально создающий угрозу безопасности. Алмазные абразивные щетки легко удаляют заусенцы с кромок заготовок, улучшая качество и безопасность продукции.
Полировка поверхности: Для некоторых заготовок, требующих высокой степени гладкости поверхности, для достижения необходимой шероховатости можно использовать алмазные абразивные щетки.
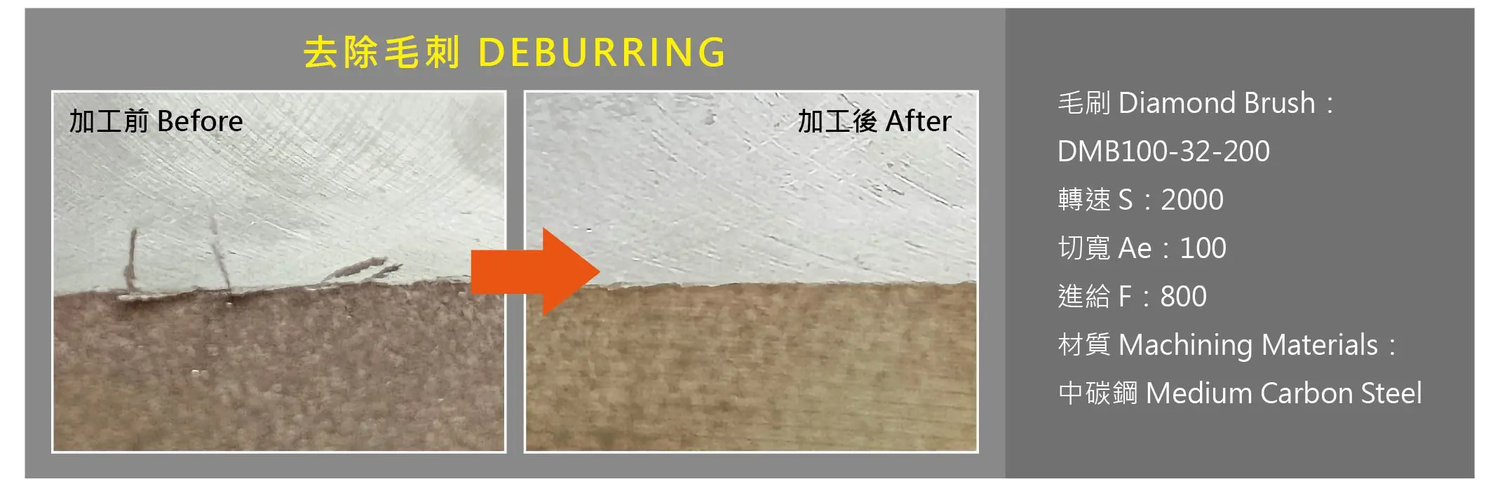
- выберите подходящую абразивную щетку: подберите соответствующий тип абразивной щетки и размер зерна в зависимости от материала, твердости и требований к обработке поверхности обрабатываемой детали.
- контроль параметров шлифовки: установите соответствующую скорость вращения шлифовальных щеток, скорость подачи и глубину резания, чтобы избежать чрезмерной или недостаточной шлифовки.
- используйте охлаждающую жидкость: во время шлифовки для охлаждения следует использовать смазочно-охлаждающую жидкость, чтобы предотвратить перегрев заготовки и износ шлифовальных щеток.

Алмазные абразивные щетки, как высокоэффективный инструмент для обработки поверхности, играют важную роль в механической обработке. Правильный выбор и использование алмазных абразивных щеток позволяет эффективно улучшить качество поверхности заготовок, отвечая требованиям высокоточной обработки в современном производстве.
Что еще интересного можно отметить среди новинок продукции для удаления заусенцев.
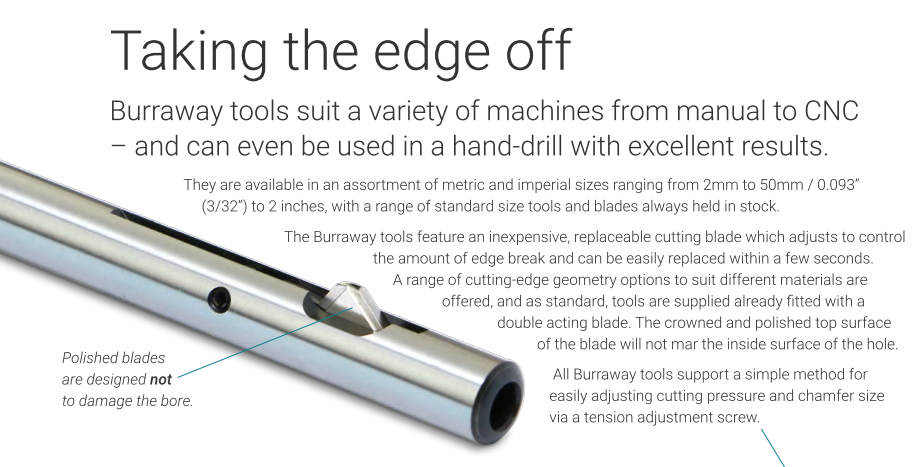
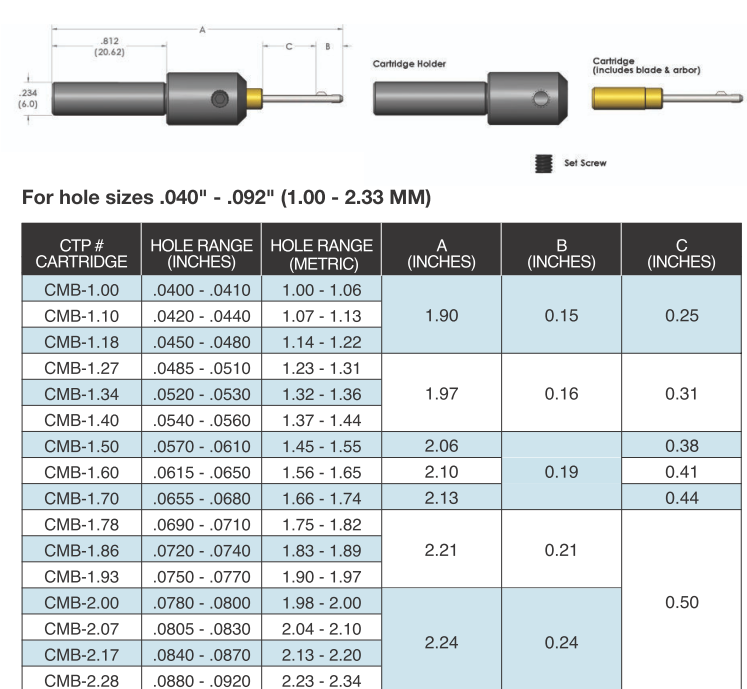
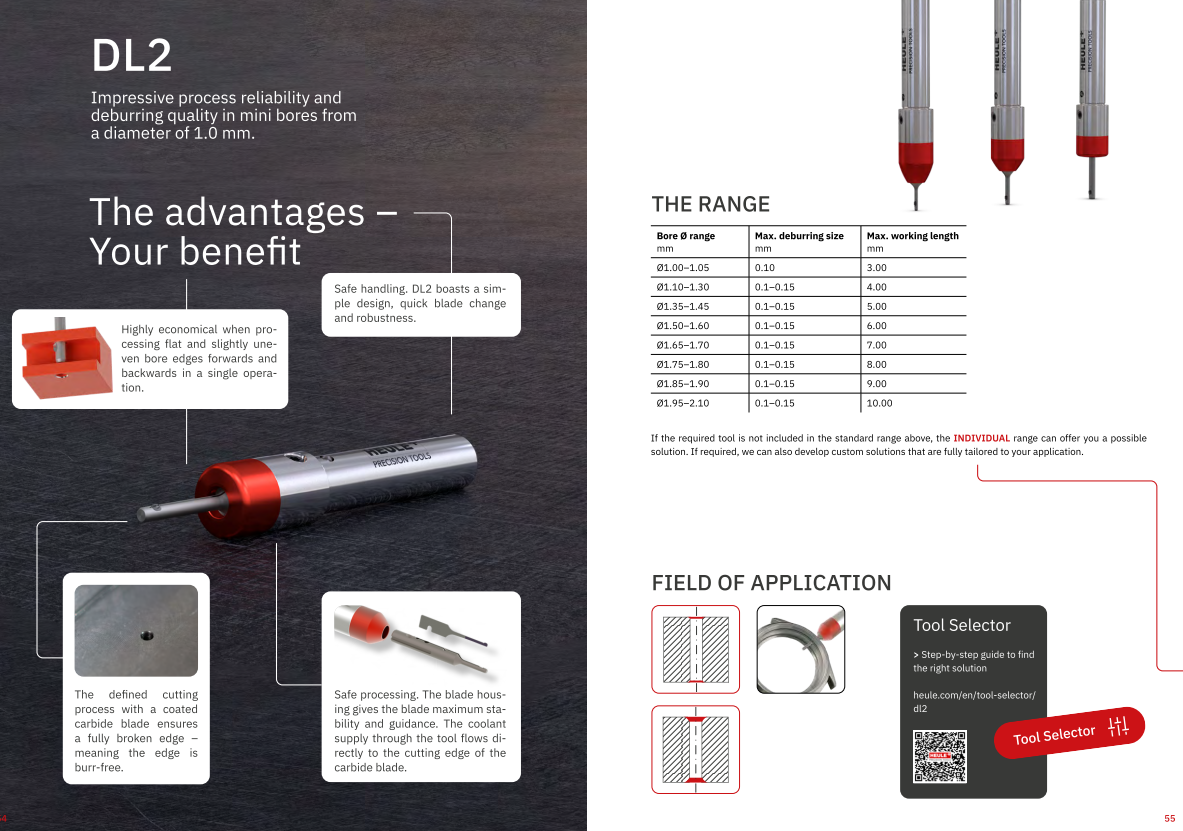
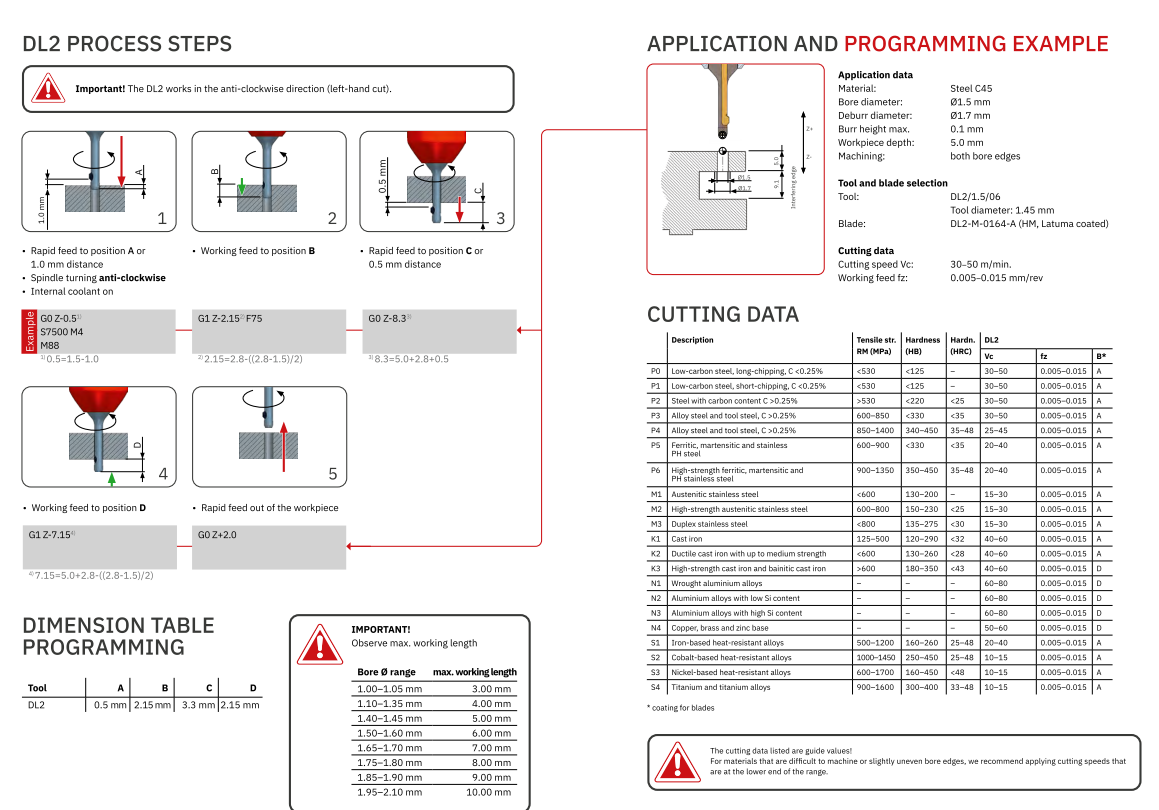
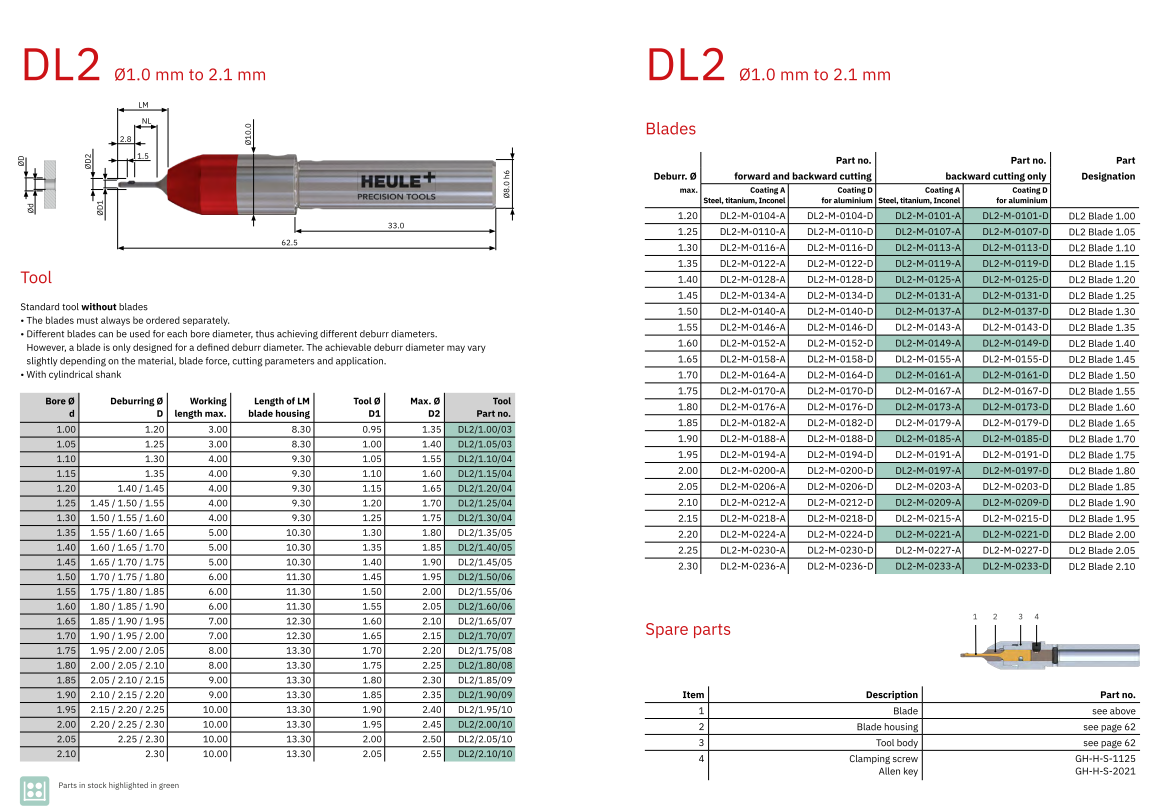
К примеру, компания Cogsdill среди прочих новинок представила вот такой мини инструмент для удаления заусенцев в отверстиях от 1 мм.


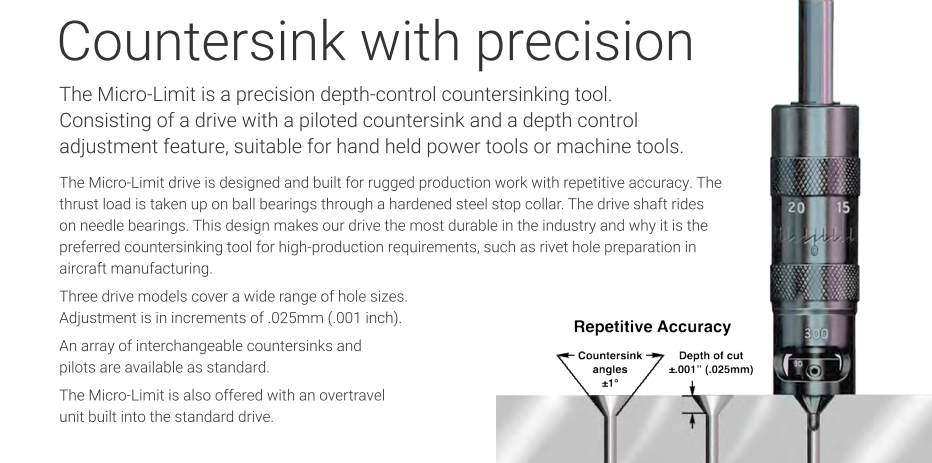
Инструмент Micro-Limit — это прецизионный зенковочный инструмент с регулировкой глубины сверления. Он состоит из привода с направляющей зенковкой и функцией регулировки глубины, подходит для ручных электроинструментов или станков.
Привод Micro-Limit разработан и изготовлен для работы в сложных производственных условиях с высокой точностью.
Упорная нагрузка воспринимается шариковыми подшипниками через закаленный стальной упорный хомут. Вал привода вращается на игольчатых подшипниках.

Три модели привода охватывают широкий диапазон размеров отверстий. Регулировка производится с шагом 0,025 мм (0,001 дюйма).
В стандартной комплектации доступен широкий выбор сменных зенковок и направляющих. Micro-Limit также предлагается с блоком перебега, встроенным в стандартный привод.
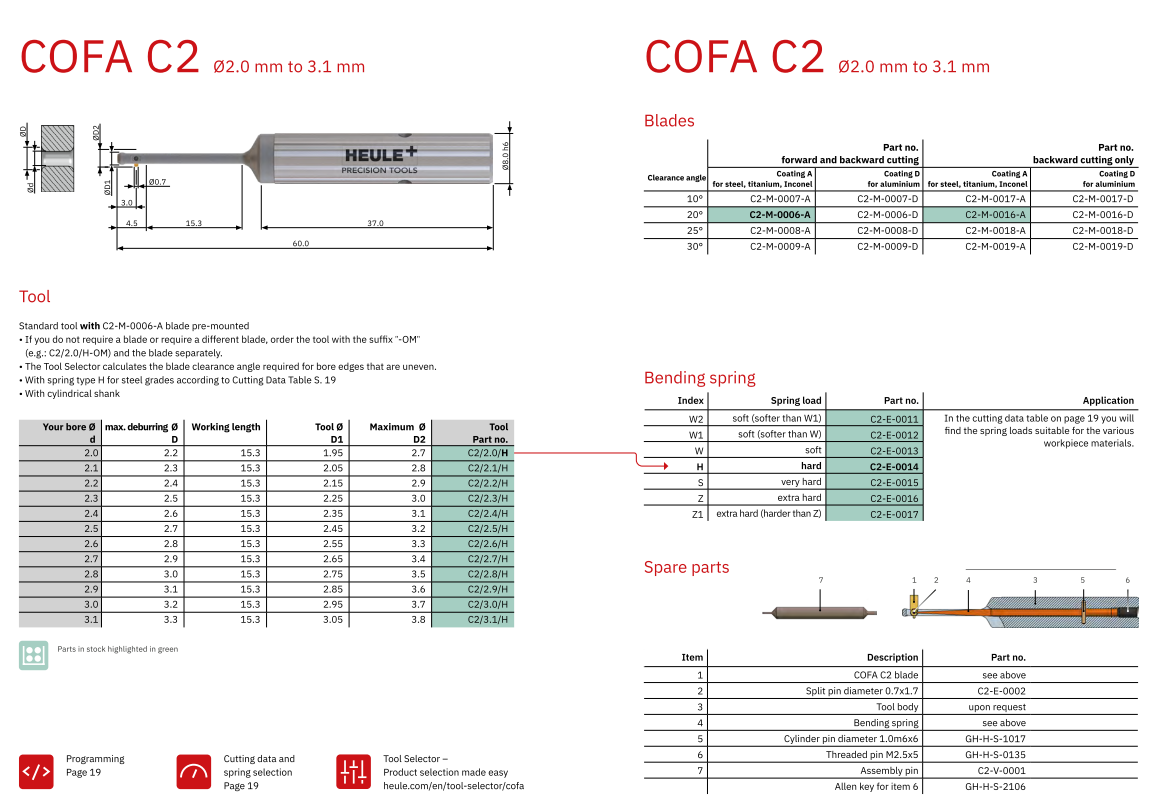
Аналогичную продукцию можно заметить и у производителя Heule Precision Tools.
Прочую продукцию Вы можете посмотреть на официальных сайтах производителей.
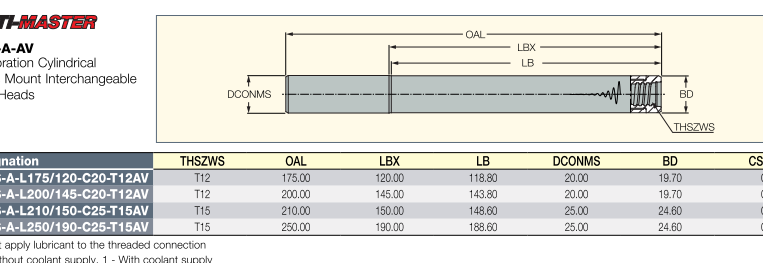
Антивибрационные хвостовики, оправки, резцы и фрезы уже давно не новость. Но вот Iscar еще расширил номенклатуру оправок, и теперь демпфер производитель устанавливает и в стальные хвостовики для фрезерных головок серии Multi-Master. Стабильность резания (работа без вибрации) ни когда не бывает лишней, а если при этом можно увеличить и вылет инструмента, не применяя дорогие монолитные тв.сплавные или вольфрамовые хвостовики, - то это тоже плюс. Причем даже на стандартных вылетах, на многих жаропрочных материалах, при наличии виброгашения можно увеличить и ресурс инструмента и объем снимаемой стружки в единицу времени.

Среди интересных новинок также хотелось бы отметить малоразмерные фрезы Iscar со сменными пластинами.
Фрезы с тангенциальным расположением пластин. Это 4 режущий кромки на каждой пластине и к примеру 4 гнезда в корпусе, под установку пластин, для диаметра корпуса фрезы 16 мм.

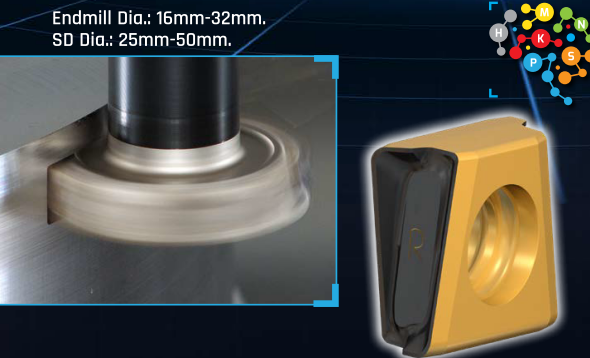
Фрезы для больших подач, при своих малых размерах, фрезы (и фрезерные головки) имеют большое количество гнезд для пластин (диаметр 16 мм - 3 пластины, диаметр 20 мм - 4 пластины, 25 мм - 5 пластин и т.д.), при этом пластины имеют 4 режущих угла.

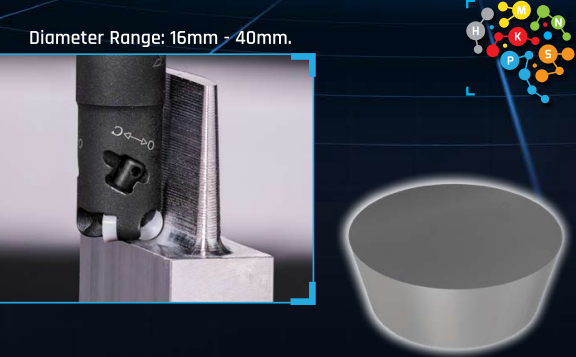
Малоразмерные фрезы диаметром от 16 до 40 мм под пластины из керамики. Применен клиновой фиксирующий механизм с боковым зажимом, обеспечивающий надежную фиксацию пластин и стабильность работы.



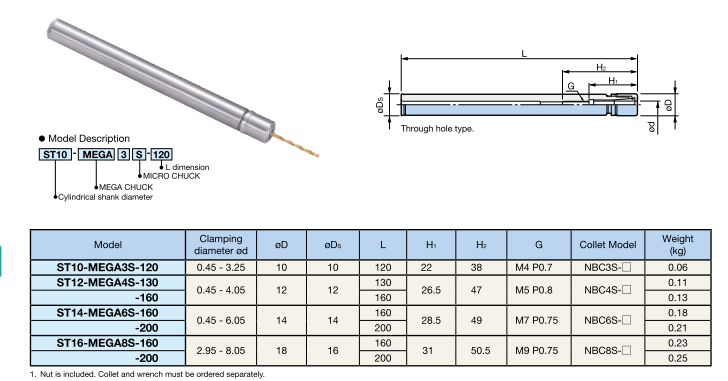
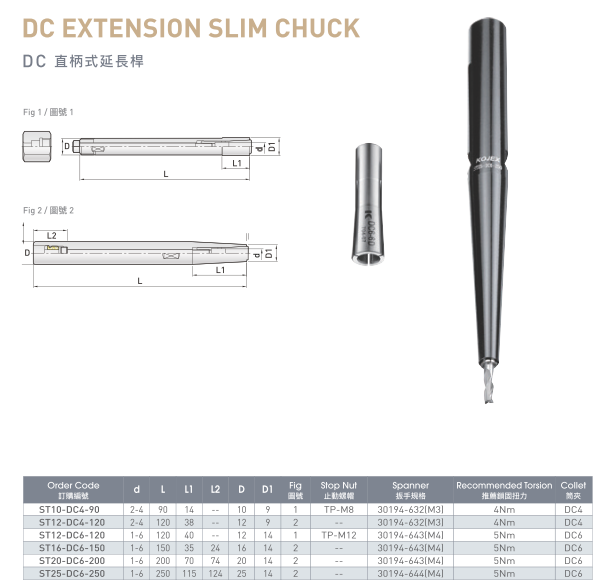
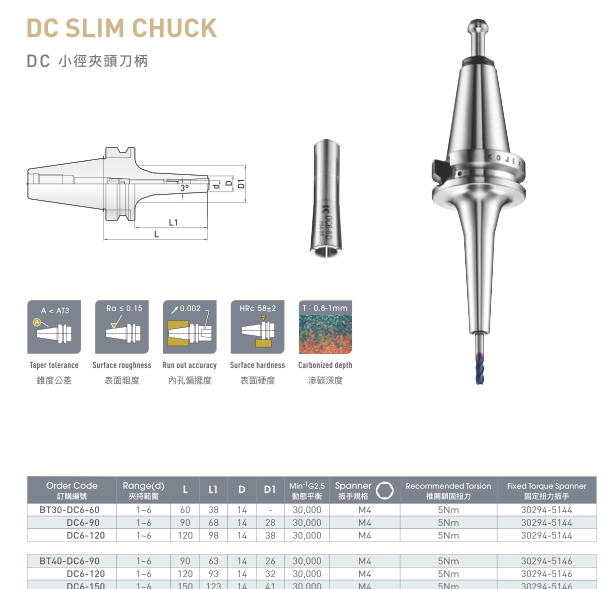
Миниатюрный цанговый механизм (адаптер, патроны), для крепления малоразмерных твердосплавных инструментов в стандартные цанговые патроны. Это позволяет улучшить доступ инструмента в узких полостях и вблизи боковых стенок. При этом обеспечивается высокая жесткость закрепления инструмента и точность позиционирования.



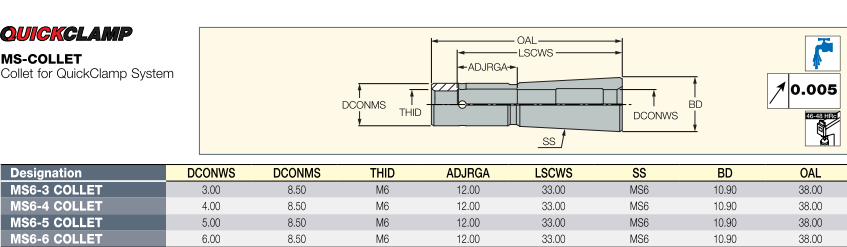
Как вариант расширения ассортимента и его дополнения для удобств проведения обработки в труднодоступных местах конечно такую новинку стоит выделить. Но и стоит заметить, что хоть и по задумке разработчиков адаптер миниатюрных размеров, но все же имеет внушительный диаметр со стороны крепления инструмента (около 17.8 мм в диаметре).
Так к примеру цанговые патроны от Big Diashowa имеет наружный диаметр зажимной гайки 10 мм, что весьма меньше. Или к примеру Slim патроны и удлинители с наружным диаметром со стороны крепления инструмента 10-14 мм.
Но надеюсь, Iscar в дальнейшем доработает ассортимент и увеличит предложение с более миниатюрными размерами.
Нажмите на картинку для увеличения
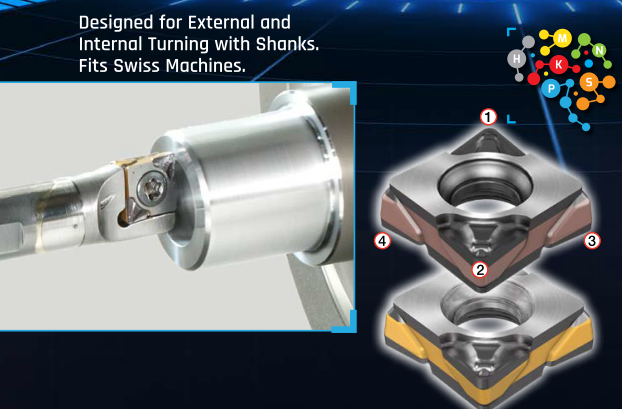
Возможно есть смысл отметить разработку Iscar мелкоразмерных резцов с 3-мя режущими вершинами. Экономически выгодно, но и затраты на изготовление такого инструмента выходят больше. Поэтому в случае поломки такого резца на первой режущей вершине (лезвии), затраты потребителей будут еще более большими. Такой инструмент имеет смысл рекомендовать для производств с высокой культурой производства и отлаженными тех.процессами, качественными заготовками и т.д.

Миниатюрный расточной резец со сменной пластиной и 4-мя режущими углами - еще одна попытка разработчиков вместить максимум ресурса применения сменной пластины в малые размеры резца. Возможна расточка от 8 мм. При этом пластина за счет чистового стружколома позволяет вести обработку на чистовых подачах, при весьма не плохом съеме материала.
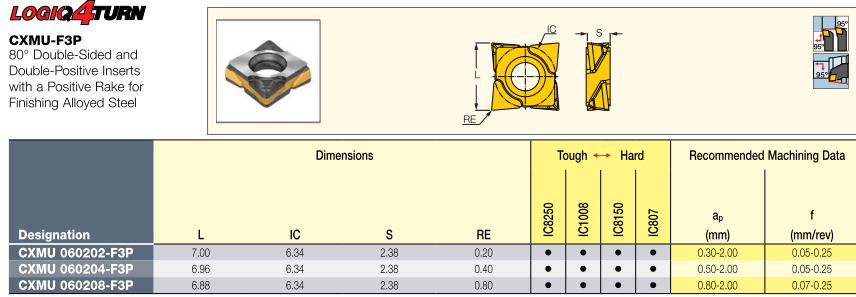
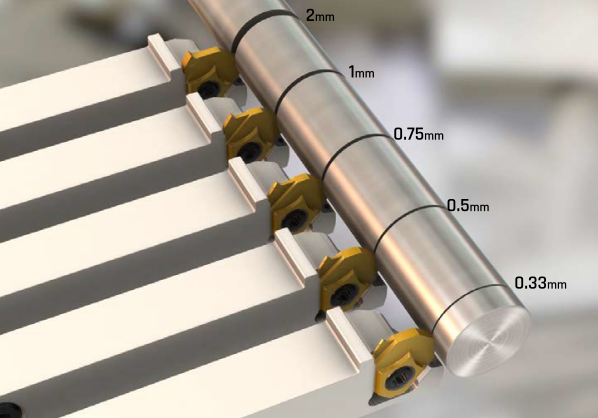
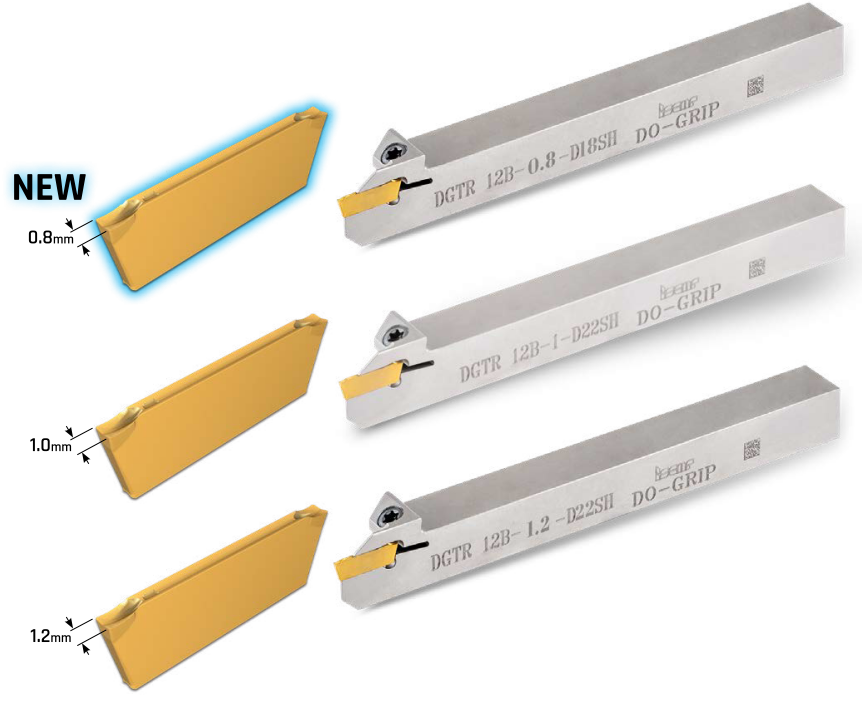
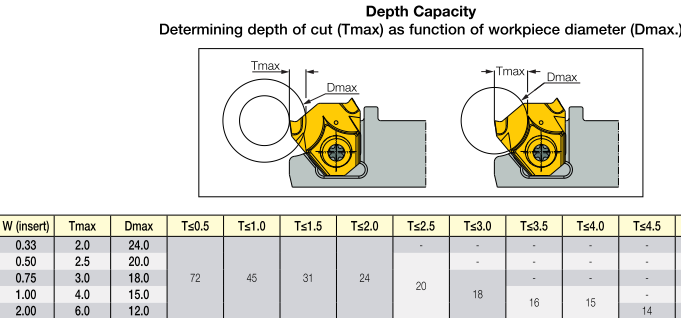
Здесь же стоит отметить пополнение ассортимента малоразмерных отрезных и канавочных резцов.
Появились резцы и отрезные пластины шириною резания от 0,8 мм, и для канавок от 0,33 мм

Нажмите на картинку для увеличения
Прочие новинки и разработки Iscar можно увидеть на официальном сайте компании.
Использование материалов сайта возможно только с письменного разрешения администрации сайта и активной гиперссылкой на источник.
Свяжитесь с нами
Оставьте свое сообщение и мы свяжемся с вами, чтобы предложить лучшие условия сотрудничества!
Звоните: (812) 407-37-03
Пишите: order@carbidetool.ru
ООО «ТУЛЭКС» ИНН 7838092179, г. Санкт-Петербург, улица Аэродромная, д. 8, литер А, офис 418