Центр
Твердосплавного
Инструмента
- 8 (812) 407-37-03
- 197348, г. Санкт-Петербург, улица Аэродромная, д. 8, литер А, офис 418
- order@carbidetool.ru
Обработка кобальто-хромовых сплавов CoCr, CoCrMo
Co-Cr сплавы обладают очень высокой удельной прочностью, высокой коррозийной стойкостью, низкой теплопроводностью и широко используется в газовых турбинах, зубных имплантатах и ортопедических имплантатах. В зависимости от процентного соотношения кобальта или хрома сплавы Co-Cr имеют различную структуру, одни более вязкие, другие более хрупкие и что в конечном счете сказывается на специфике обрабатываемости. Сплавы на основе Co-Cr содержать твердые абразивные компоненты, которые сильно снижают стойкость инструмента. Твердость Co-Cr сплавов может быть различной от 30 до 45-50 HRC.
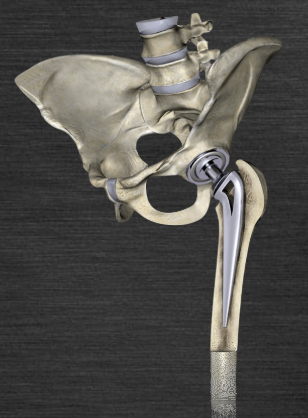
Сплавы CoCrMo и CoNiCrMo используются в медицине и для повышения механических свойств и снижения внутренних напряжений подвергают термообработке с температурой от 490°С до 1000°С с последующим охлаждением в воде или воздухе. Правильная термообработка должна быть оптимизирована в соответствии с механическими потребностями продукта.
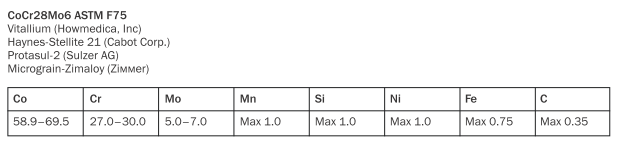
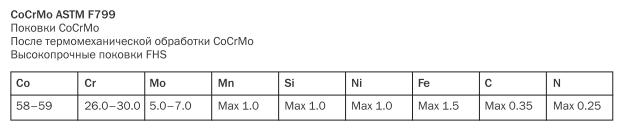
Российский стандарт устанавливающий требования к деформируемому сплаву двух составов на основе кобальта

В процессе обработки заготовка со стороны инструмента подвергается термическому, механическому и химическому воздействию. Это может привести к деформационному старению материала (материал становится тверже и менее пластичным) и рекристаллизации, происходят микроструктурные изменения, фазовые превращения.
Многие зарубежные исследования подтверждают основную причину износа инструмента, связанную с микроструктурными изменениями (упрочнением) поверхности материала в процессе резания, а так же выделяют, что основным механизмом износа режущей части является адгезия. Высокая температура, давление и пластическая деформация приводят к износу инструмента. Увеличение глубины резания и подачи увеличивает силу резания и увеличивает упрочнение материала. При этом скорость резания оказывала меньшее влияние на силу резания, но являлась ключевым фактором, ускоряющим износ инструмента. Инструмент ы с более острой кромкой резания снижали силу резания при прочих равных параметрах обработки.

Было так же выявлено влияние СОЖ на процесс обработки. Наилучшие показатели были достигнуты при методе охлаждения MQL (минимальное количество смазки со сжатым воздухом под высоким давлением непосредственно в зону резания). Ряд исследований проводилось с применением криогенных методов подачи СОЖ в зону резания и так же имели весьма хорошие показатели.

Для токарной обработки как правило применяются марки тв.сплавов из группы S (в частности для обработки жаропрочных материалов).
Из наблюдений весьма хорошие результаты показывали пластины Sumitomo AC520U и AC510U, весьма не плохо справлялись с работой и пластины Seco сплав TS2050 и старый проверенный годами сплав CP500. На автоматах продольного точения хорошо справлялся с поставленными задачами Utilis сплав UHM 30TX+, пластины японского производителя NTK сплавы DT4 и QM3.
И если черновая и получистовая обработка на не высоких режимах резания (скорость резания в пределах 20-50 м/мин и подача 0,08-0,15 мм/об, для получистовых и чистовых скорость резания 40-80 м/мин, подача 0,05-0,1 мм/об при глубине резания 0,2-0,5 мм) в большинстве случаев была задачей решаемой для большинства производителей тв.сплавных инструментов, то вот с чистовой обработкой возникало ряд сложностей, среди которых были и низкая стойкость тв.сплавных пластин, чистота обработки поверхностей и производительность. Причем чистота обработки тв.сплавными пластинами, на рекомендуемых для них режимах резания, зачастую не обеспечивала технологической повторяемости параметров шероховатости от детали к детали, либо весьма быстро параметр шероховатости изменялся в худшую сторону, после обработки весьма не большого количества деталей.
Лучшие результаты по стойкости показывают пластины с большими радиусами, с доведенными режущими кромками, более острыми стружколомамим и положительными углами резания, круглые пластины. Но увеличение радиусов накладывает высокие требования к жесткости СПИД.
Учитывая опыт зарубежных производителей, наилучшую стойкость инструмента и чистоту обработки поверхностей получилось обеспечить с применением режущих инструментов на основе CBN. Но только нужно учитывать, что не все CBN одинаковы. CBN для обработки жаропрочных материалов имеют свою структуру и связующее.
Современные материалы CBN для обработки жаропрочных материалов обеспечивают:
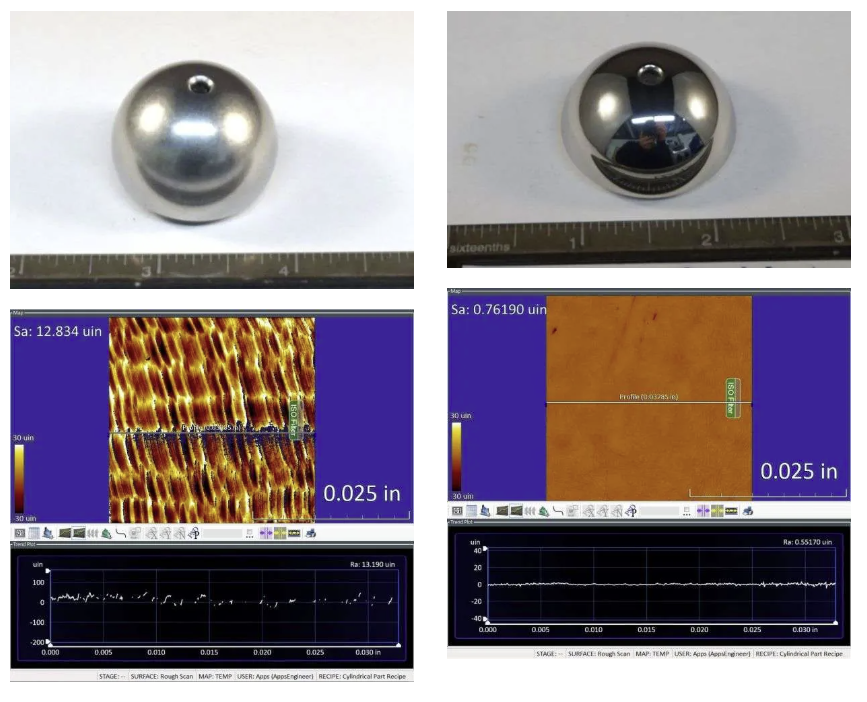
- превосходное качество поверхности
Благодаря прочному соединению зерен кубического нитрида бора режущая кромка остается острой в течение длительного времени. В результате точность обработки и качество поверхности остаются на превосходном уровне.
- высокую производительность и длительный срок службы инструмента
Благодаря превосходной твердости и теплопроводности возможна высокоскоростная обработка титана и кобальт-хромовых сплавов с гораздо более длительным сроком службы инструмента по сравнению с современными твердосплавными инструментами.

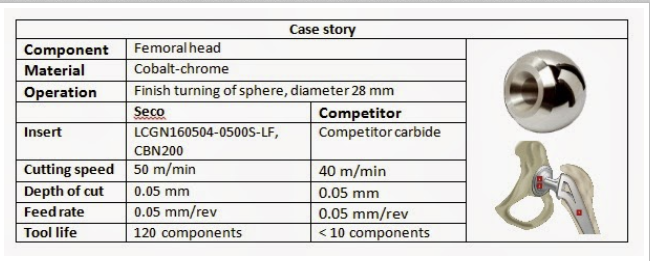
Аналогично и Seco для проведения чистовой обработки с высокими требованиями к чистоте и допускам рекомендует использование PCBN пластин CBN200. На рисунке ниже можно заметить разницу (на порядок больше) в количестве обработанных, согласно требований чертежа, деталей с применением CBN200 и с применением пластин из тв.сплава.

Последующая финишная обработка направлена на улучшение чистоты поверхностей деталей (зеркальная полировка). Варианты обработки могут быть различными: это и полировка поверхностей с применение различных паст, и галтовка, и использование комбинации высокоэнергетических центробежных дисковых и центробежных цилиндрических полировальных станков для точного удаления заусенцев и полировки, выглаживание и т.д В рамках данной статьи на данном виде обработки мы подробно останавливаться не будем.
Использование материалов сайта возможно только с письменного разрешения администрации сайта и активной гиперссылкой на источник.
Свяжитесь с нами
Оставьте свое сообщение и мы свяжемся с вами, чтобы предложить лучшие условия сотрудничества!
Звоните: (812) 407-37-03
Пишите: order@carbidetool.ru
ООО «ТУЛЭКС» ИНН 7838092179, г. Санкт-Петербург, улица Аэродромная, д. 8, литер А, офис 418