Центр
Твердосплавного
Инструмента
- 8 (812) 407-37-03
- 197348, г. Санкт-Петербург, улица Аэродромная, д. 8, литер А, офис 418
- order@carbidetool.ru
Как часто нужно менять крепежные винты в фрезах с СМП?
Один из вопросов, по которому практически ни где не найти четких ответов: "Как же часто нужно менять крепежные винты в фрезах со сменными пластинами?"
Чаще всего ответ у всех один - по мере необходимости: или сломался, или шлицы износились, или резьба изношенная, тогда нужно менять.
Давайте разберемся, так ли это... и есть ли какие-то тонкости в этом вопросе.
В процессе крепления пластины в корпусе фрезы (да и в корпусе резца тоже) винт испытывает нагрузку как на растяжение, так и на изгиб (своей шляпкой он обязан прижать пластину к боковым опорным поверхностям посадочного места в корпусе инструмента. Ось крепежного винта расположена с небольшим смещением, относительно оси устанавливаемой пластины в сторону опорных поверхностей, а так же ось имеет не большой наклон в отношении опорной плоскости корпуса на которую ложится пластина.
Вопрос был задан техническим специалистам различных известных производителей, в частности Sandvik, Walter, Ceratizit, СКИФ-М и многим другим.
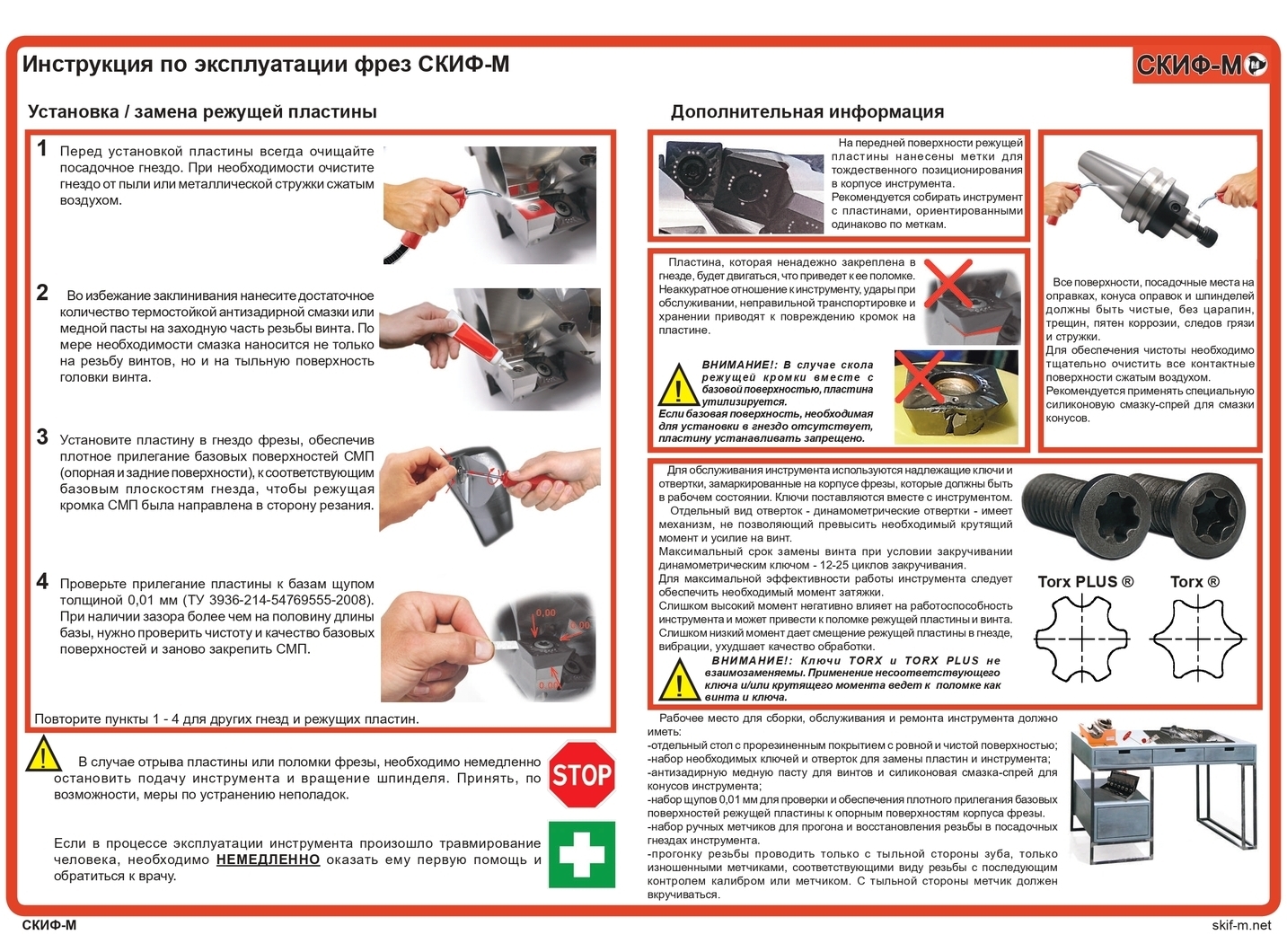
Порывшись в своих умных каталогах и справочниках, к примеру, Sandvik выдал такую информацию по поводу крепления пластин винтами (причем производитель рекомендует использовать только оригинальные винты и применять динамометрические ключи и специальную смазку).
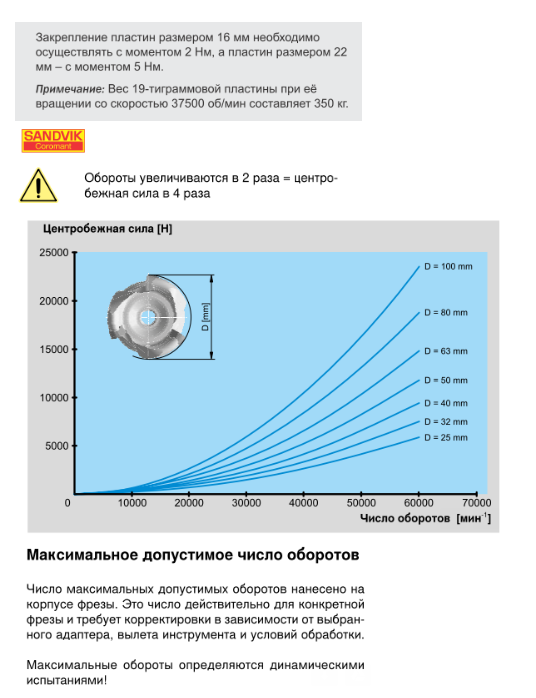
Так например, для винтов М2-М3 - рекомендуют 20-30 выкручиваний, для винтов М4-М5 - до 50 выкручиваний - при этом это базовые значения для умеренных нагрузок, при черновых нагрузках значения могут существенно изменяться (для М2-М3 - для черновой работы - 10-20 выкручиваний), а при легкой чистовой обработке количество выкручиваний также увеличивается.
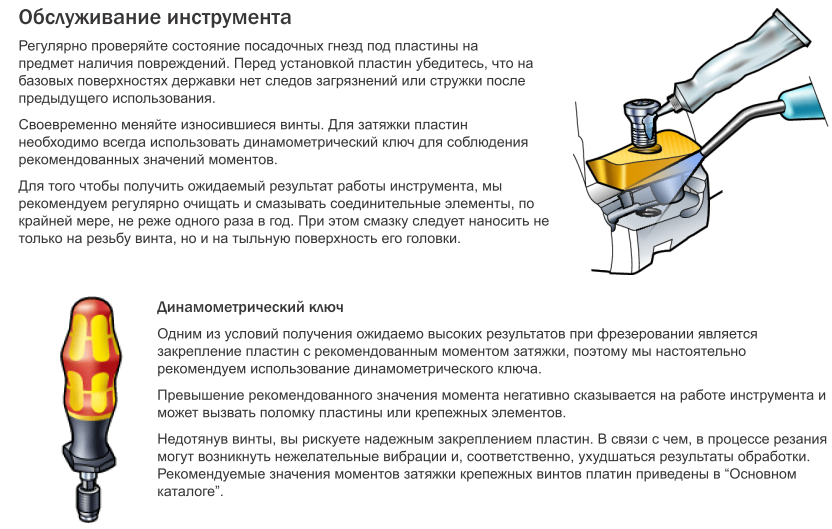
Стоит отметить и важность применения динамометрических ключей. Винт не должен быть и не перетянут, и не должен быть зажат слишком слабо (от этого будет зависеть и сохранность самого винта, и стойкость пластин).
При слабо зажатых пластинах их стойкость может снижаться до 50% вплоть до моментальных поломок, и аналогично при сильно зажатой пластине - вероятность поломки винта (его обрыва) в процессе работы фрезы возрастает в несколько раз, и ведет как правило к поломке корпуса и пластин (особенно это опасно при работе на высоких скоростях и при работе пластин существенных размеров)
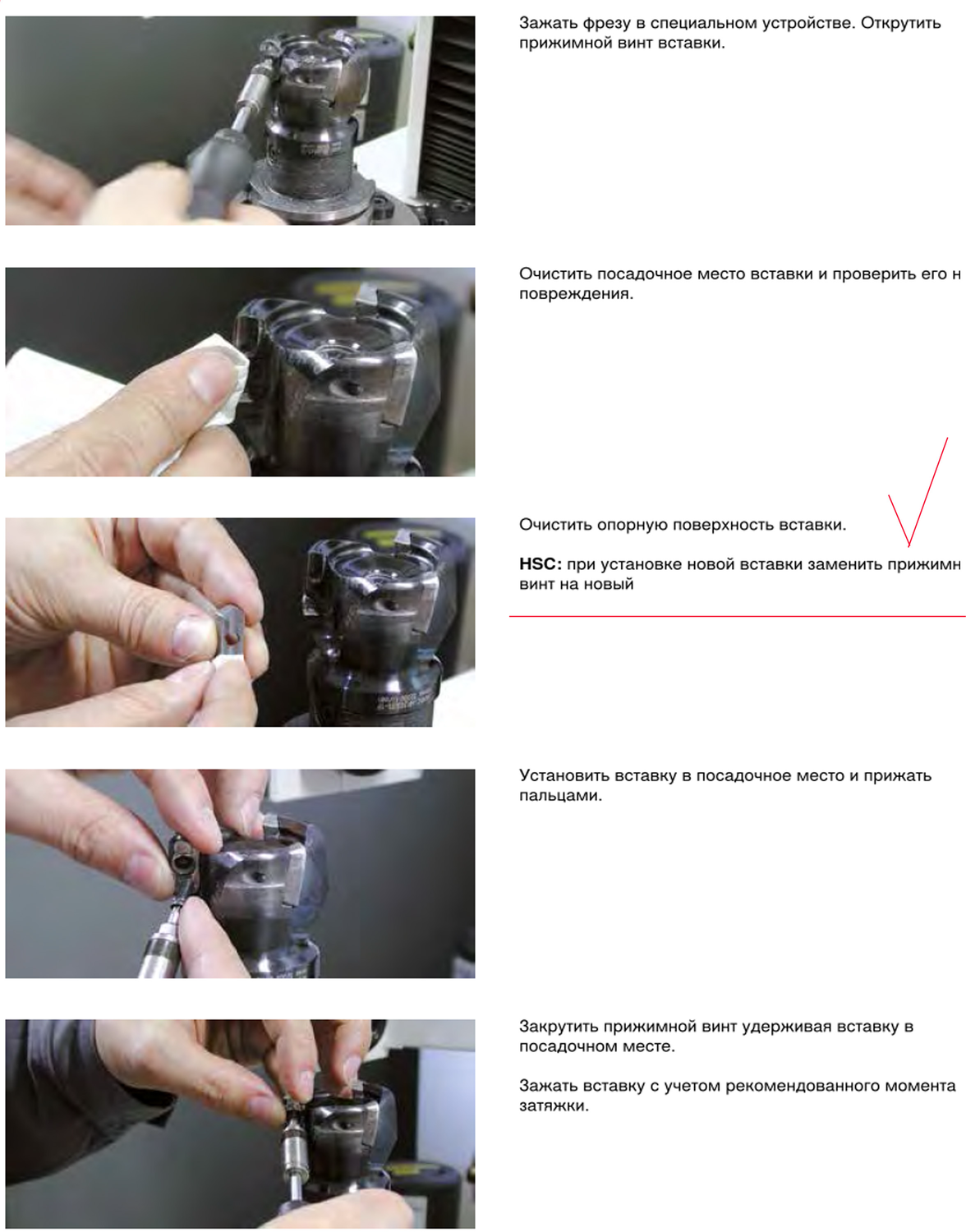
НО...!!! прежде чем взять в руки динамометрический ключ, нужно тщательно очистить и сам винт от различного вида загрязнений и посадочное место под пластину.
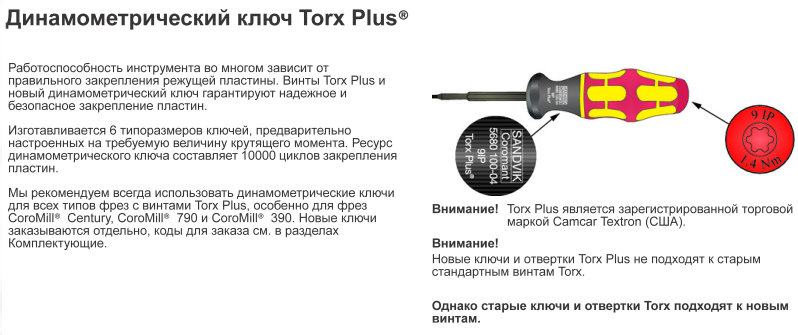
Можно использовать оригинальные ключи, можно покупать ключи Wera (они есть настроенные на заданный момент, а есть перенастраиваемые (диапазонные), так же довольно качественные японские ключи Tohnichi http://torquework.ru
Далее, применение смазки под винты. Как будет указано ниже не всегда это нужно (и даже противопоказано в отдельных случаях). Но, для большинства операций (инструментов) применение смазки под винты необходимо, это создает условия для их эксплуатации и без пригорания и без заклинивания в корпусе инструмента.
Крайне не рекомендуется применять и винты и ключи с забитыми (изношенными) шлицами.
От конструкторов компании СКИФ-М были получены примерно подобные рекомендации, при этом они настаивали на замене винта при каждом выкручивании для фрез работающих в тяжелых условиях и для высокоскоростных фрез, в противном случае гарантийные обязательства снимаются (хотя не понятно кто и как это будет контролироваться).
Следует отметить, что практически каждый производитель по-своему видит технические характеристики винтов....поясню.
Ни один из производителей будь то Sandvik, Seco и т.д. - сами винты не делают (и ключи под эти винты кстати многие тоже). Как правило заказ размещается на заводах выпускающих метизы по разработанным чертежам. Многие последующие производители инструмента, пользуются этими же винтами (хотя конечно многие разрабатывают и свои, но вот к примеру в рем.комплектах ZCC идут ключи Wera и иногда винты швейцарского производства).
Из опыта эксплуатации самые крепкие винты и ключи (в плане твердости) у Sandvik и Iscar, и наоборот наиболее мягкие винты встречаются у Walter и Mapal. Каждый производитель рассчитывает винты и на циклическую усталостную прочность, и на прочность резьбового закрепления пластины, но одни видимо больше уделяют внимание прочности винта на смятие (делают более твердые винты), другие циклической прочности (делают более мягкие винты). Кстати и ряд китайских производителей делают весьма не дорогие крепкие винты (возможно в свое время удачно скопировали с Sandvik).
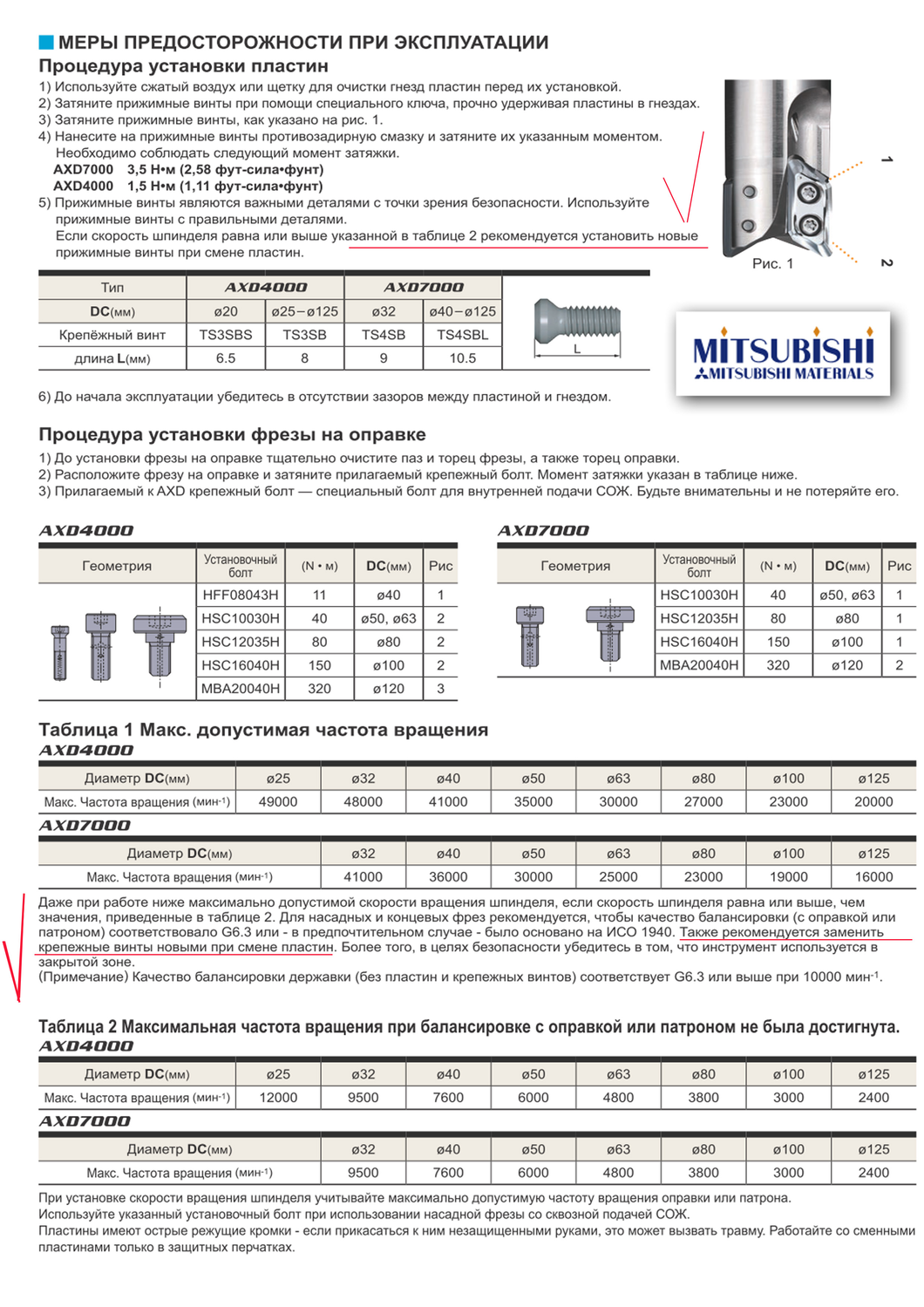
При высокоскоростной обработке требования безопасности увеличиваются, замена винтов происходит более часто. Некоторые производители рекомендуют менять винты при каждой новой переустановке пластины.
Смазка под винты не рекомендуется, хотя раньше в старых каталогах писали, что нужно смазывать.


Среди наших нормативных документов мне не удалось найти какие-либо значения параметров связанные с крепежными винтами.
Для примера можно взять ГОСТ 26596-2016, ГОСТ 28719-90 - это по фрезам со сменными пластинами.
Свяжитесь с нами
Оставьте свое сообщение и мы свяжемся с вами, чтобы предложить лучшие условия сотрудничества!
Звоните: (812) 407-37-03
Пишите: order@carbidetool.ru
ООО «ТУЛЭКС» ИНН 7838092179, г. Санкт-Петербург, улица Аэродромная, д. 8, литер А, офис 418