Центр
Твердосплавного
Инструмента
- 8 (812) 407-37-03
- 197348, г. Санкт-Петербург, улица Аэродромная, д. 8, литер А, офис 418
- order@carbidetool.ru
Переосмысление обработки жаропрочных суперсплавов с точки зрения скорости, прочности и точности.
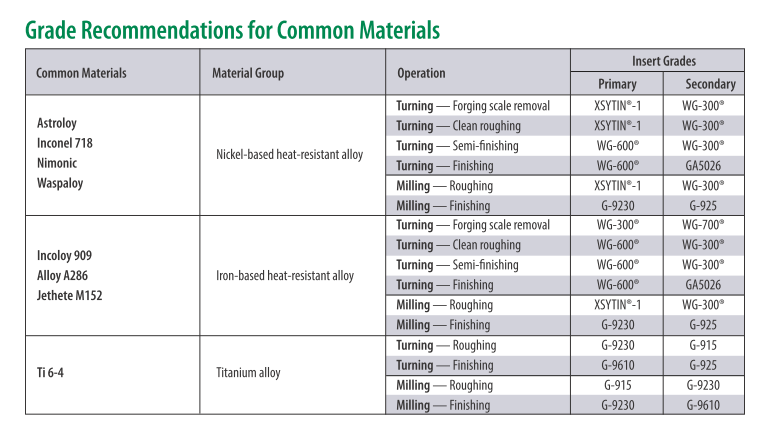
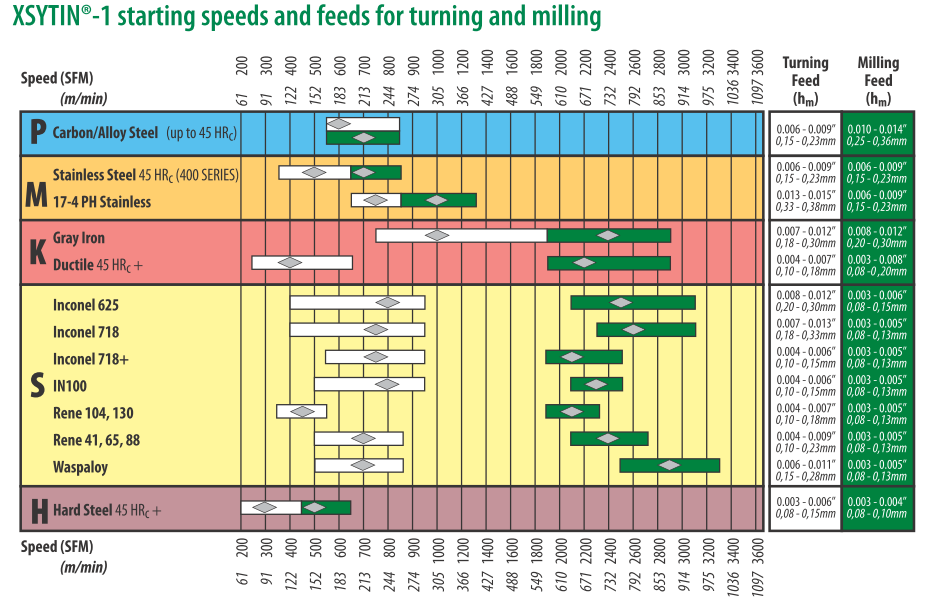
Обработка жаропрочных суперсплавов (HRSA), таких как инконель (Inconel), васпалой (Waspaloy) и другие никелевые сплавы (Rene, Udimet и т.д), представляет собой одну из самых сложных задач в современном производстве. Эти материалы необходимы в аэрокосмической и энергетической отраслях благодаря своей способности выдерживать экстремальные температуры и нагрузки.
Для производителей инструментов технология HRSA представляет собой постоянную проблему: низкие скорости резания, быстрый износ инструмента и нестабильное качество поверхности . Традиционные твердосплавные, или керамические инструменты часто заставляют идти на компромисс между производительностью, сроком службы инструмента и качеством обработки поверхности.
И так, токарная обработка и новые материалы....


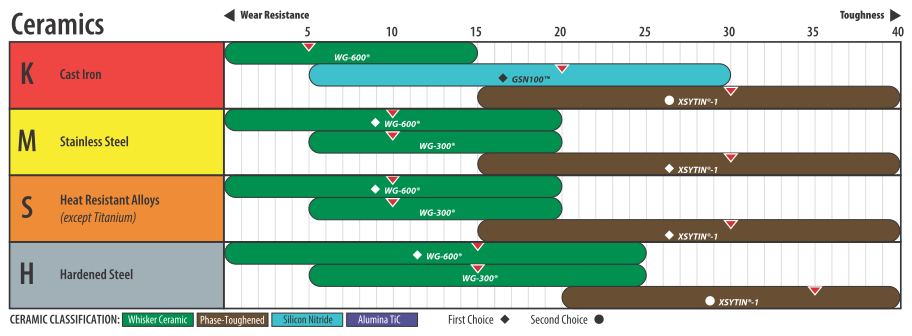
BIDEMICS — это усовершенствованный керамико-карбидный композитный материал для режущих инструментов от NTK , специально разработанный для обработки на сверхвысоких скоростях. В отличие от традиционной керамики с нитевидными кристаллами, BIDEMICS сочетает в себе мелкие зерна оксида алюминия с частицами карбида вольфрама . Такая структура не только обеспечивает очень высокую прочность и твердость , но и способствует эффективному рассеиванию тепла при резании , обеспечивая стабильную работу на сверхвысоких скоростях.
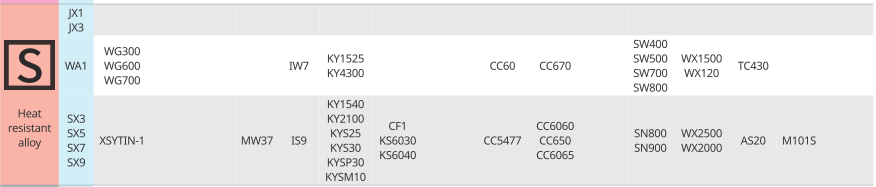
Как видно в конце статьи из таблицы сопоставления материалов, аналогов иных производителей пока не существует.

Основные физические свойства:
Твердость: ~HRA 95,5
Прочность на изгиб: ~2100 МПа (примерно в 2 раза выше, чем у керамики с нитевидными кристаллами).
Теплопроводность: ~45 Вт/м·К (примерно в 2 раза выше, чем у нитевидных кристаллов/SiAlON)
Благодаря такому сочетанию материалов, BIDEMICS обладает большей износостойкостью и термостойкостью, чем обычные керамические марки, что объясняет возможность работы при скоростях резания до 500 м/мин, где обычно разрушаются нитевидные кристаллы.
Материал BIDEMICS выпускается в нескольких вариантах, подходящих для различных областей применения:
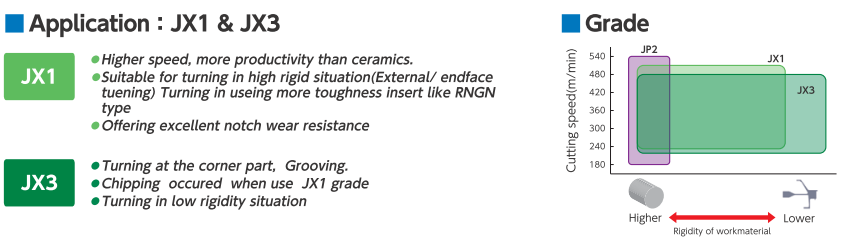
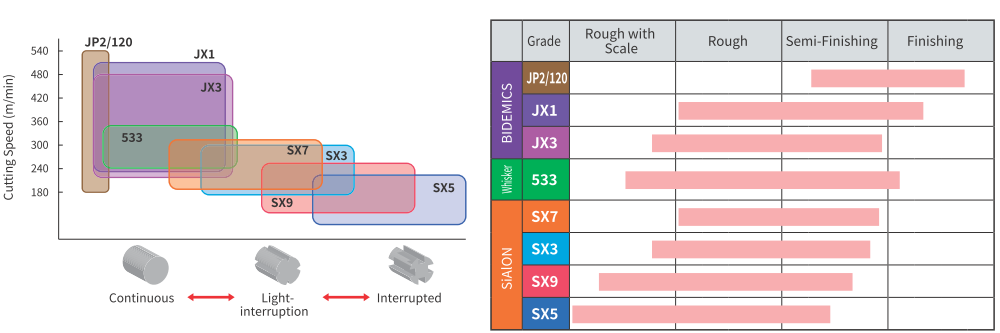
JX1 (без покрытия) – оптимизирован для сверхскоростной токарной обработки и нарезания канавок на высокопрочном стальном листе.
JX3 (без покрытия) – Повышенная прочность для токарной обработки и нарезания канавок под большими нагрузками.
JP2 (с покрытием из нитрида титана) – Надежная чистовая токарная обработка, особенно для аэрокосмических компонентов со сложной геометрией.

Чтобы раскрыть весь потенциал BIDEMICS , NTK рекомендует:
- использование станков и держателей инструмента для работы с высокими скоростями резки и высокой жесткостью СПИД.
- применение соответствующего материала пластины ( JX1 для скорости , JX3 для прочности , JP2 для качества отделки ).
- оптимизация условий резания в зависимости от глубины резания, скорости подачи и геометрии детали.
BIDEMICS — это решение премиум-класса , и его первоначальная стоимость выше, чем у нитевидной керамики или других марок керамики. Однако при применении в правильных условиях обработки BIDEMICS неизменно обеспечивает следующие результаты:
- более высокие скорости резки
- более длительный срок службы инструмента
- сокращение количества замен инструментов и времени простоя.
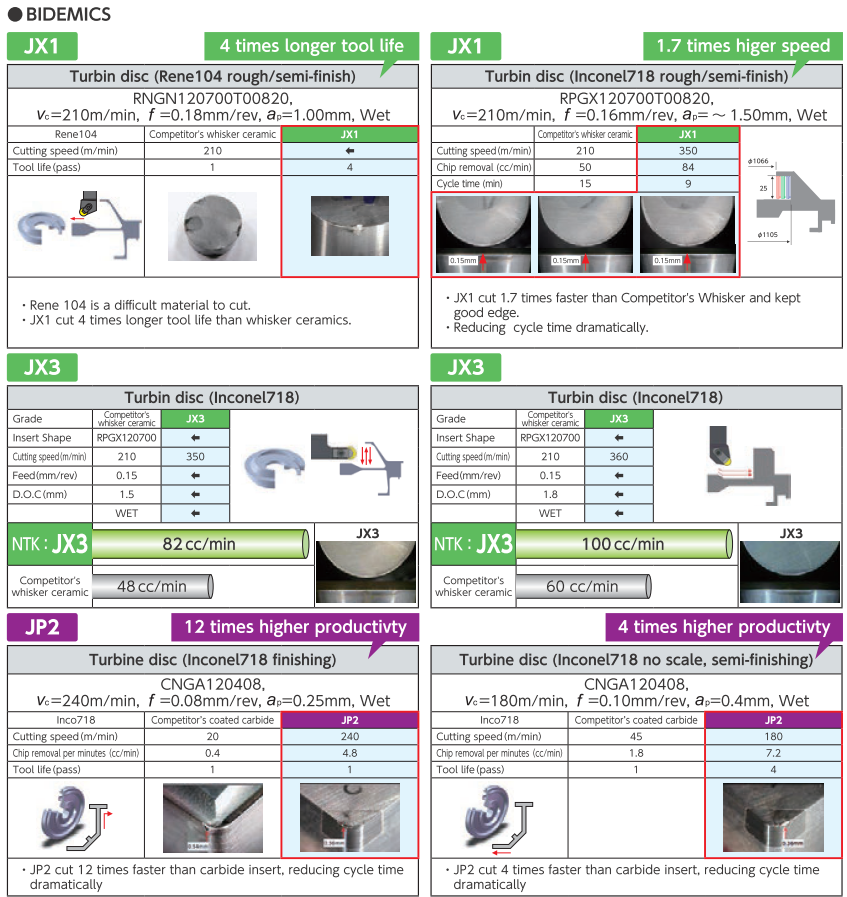
При токарной обработке дисков турбин материал JX1 обеспечил вдвое больший срок службы инструмента по сравнению с керамическим материалом с нитевидными кристаллами при скорости 240 м/мин и продемонстрировал способность увеличивать скорость резания до 360–480 м/мин при сохранении аналогичного срока службы инструмента.
В сплавах нового поколения, таких как Rene104 , сплав JX1 продемонстрировал в четыре раза больший срок службы инструмента по сравнению с керамикой на основе волокон, доказав свою способность поддерживать как скорость, так и долговечность в экстремальных условиях.
Для чистовой токарной обработки материал JP2 демонстрирует выдающиеся характеристики, обеспечивая в 3–5 раз более высокую производительность , чем керамика на основе нитевидных кристаллов или SiAlON, при этом сохраняя стабильное качество поверхности (Ra < 0,5 мкм) и предсказуемый износ инструмента.
Эти результаты напрямую приводят к снижению стоимости детали и повышению общей производительности. На практике это означает, что даже при более высокой начальной цене BIDEMICS представляет собой более экономичное решение в долгосрочной перспективе для производителей, сталкивающихся с проблемами обработки HRSA.
Преимущества BIDEMICS проявляются не только в лабораторных испытаниях, но и в полевых условиях, подтвержденных примерами использования клиентами и отчетами NTK об успешности испытаний (см.подробнее на сайте NTK) .
С помощью BIDEMICS компания NTK переосмысливает возможности токарной и нарезной обработки в условиях высоких скоростей. Сочетая сверхвысокие скорости, увеличенный срок службы инструмента, превосходное качество поверхности и долгосрочные экономические преимущества , BIDEMICS позволяет производителям удовлетворять самые жесткие требования аэрокосмической и энергетической отраслей .
Материал BIDEMICS, доказавший свою эффективность в реальных условиях испытаний и подтвержденный убедительными техническими данными, — это больше, чем просто новый материал для режущего инструмента; это будущее высокоточной обработки материалов.

Фрезерование и современные инструменты и высокопроизводительные материалы...
Такие компоненты, как турбинные диски и корпуса, должны выдерживать экстремальные условия, сохраняя при этом высочайший уровень надежности. Компания NTK , как лидер в области керамических решений, предлагает инновационные инструменты, разработанные для значительного повышения производительности при одновременном снижении затрат. Среди их наиболее новаторских разработок — керамические марки SiAlON SX3 и SX9 , а также фреза JRF . Эти передовые инструменты не просто продвигают отрасль вперед — они совершают в ней революцию.
Керамические режущие инструменты проявляют себя во всей красе. В отличие от карбида, керамика обладает исключительной термостойкостью и износостойкостью. Это позволяет ей дольше сохранять остроту режущей кромки и работать на гораздо более высоких скоростях. Для таких отраслей, как аэрокосмическая промышленность, где материалы отличаются высокой прочностью, а требования жесткими, керамические инструменты стали настоящим прорывом. Но не все керамические инструменты одинаковы, и именно здесь инновационные решения NTK по-настоящему проявляют себя.
Преимущества керамических инструментов NTK при высокоскоростной обработке
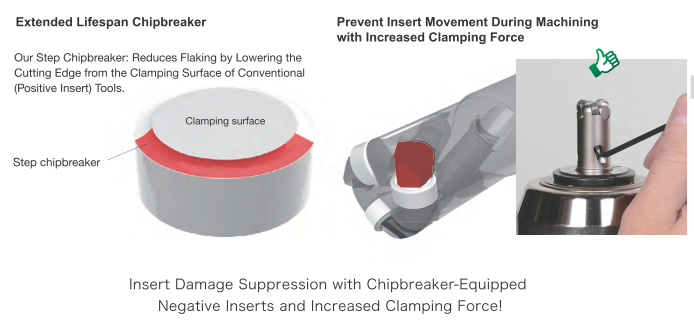
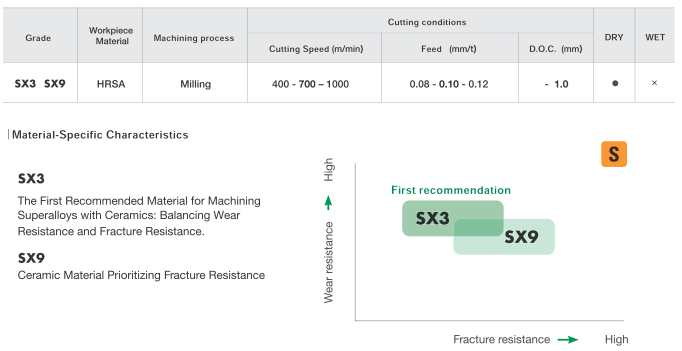
При обработке никелевых сплавов высокое растягивающее напряжение часто приводит к быстрому повреждению инструмента, что затрудняет повышение эффективности. Однако при повышенных температурах обработки, превышающих 800 °C, растягивающее напряжение этих материалов снижается, что облегчает их обработку. В то время как твердосплавные инструменты не могут выдерживать такие высокие температуры, керамические инструменты сохраняют свою твердость и прочность, что позволяет увеличить скорость обработки и срок службы инструмента. Керамические материалы SX3 и SX9 SiAlON от NTK были специально разработаны для удовлетворения этих требований, обеспечивая беспрецедентную производительность в условиях высокоскоростной обработки.
Керамика SiAlON SX3 и SX9: новая эра в механической обработке.
Керамические марки SiAlON SX3 и SX9 от NTK открыли новую эру эффективности и долговечности в аэрокосмическом производстве. Обе марки превосходно работают в условиях высоких температур и обеспечивают значительное улучшение производительности обработки, при этом каждая оптимизирована для различных применений, предоставляя производителям универсальность, необходимую для решения разнообразных задач.
SX3 : Известная своей превосходной износостойкостью, сталь SX3 предназначена для получистовой обработки. Это делает ее идеальной для случаев, когда требуется точная обработка на высоких скоростях при высокой жесткости СПИД, поскольку она сохраняет остроту кромки даже в экстремальных условиях. Ее уникальные свойства позволяют улучшить качество обработки поверхности, обеспечивая при этом минимальное время простоя из-за износа.
SX9 : В отличие от других материалов, SX9 оптимизирован для черновой обработки, где прочность имеет ключевое значение. Он обеспечивает высокую износостойкость в сочетании с повышенной прочностью, что позволяет ему выдерживать нагрузки в агрессивных условиях резания. SX9 способен выдерживать значительные механические нагрузки, что делает его идеальным для черновой и получистовой обработки, где важны как долговечность, так и скорость.
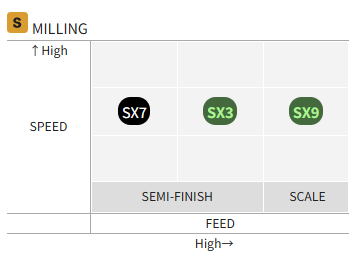
Эти два сорта, при правильном применении, обеспечивают оптимальную производительность инструмента как при черновой, так и при получистовой обработке, предоставляя производителям возможность выбора наилучшего инструмента для своих конкретных нужд.


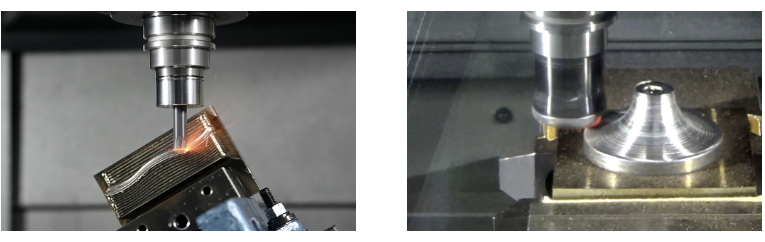
В дополнение к усовершенствованным керамическим вставкам NTK, компания NTK представляет фрезу JRF Cutter – чудо высокоточной инженерии. Разработанная с многолезвийным креплением, фреза JRF Cutter имеет три отрицательных круглых вставки на Корпус режущего инструмента, обеспечивающий баланс между эффективностью резки и долговечностью инструмента. В линейку входят:
Эта универсальная фреза может использовать пластины SX3 и SX9 , обеспечивая надежный инструмент для черновой и получистовой обработки. Уникальная возможность установки трех отрицательных пластин на компактный корпус фрезы JRF гарантирует высокую прочность и стабильность режущей кромки во время обработки. Шесть режущих кромок способствуют повышению производительности и снижению затрат на инструмент, обеспечивая точность и стабильность даже в самых сложных операциях обработки.
Сочетание фрезерного станка JRF с станками SX3 или SX9 позволяет производителям обеспечить точную обработку даже самых сложных материалов, таких как турбинные диски со сложными каналами охлаждения, в соответствии со строгими стандартами аэрокосмической отрасли.

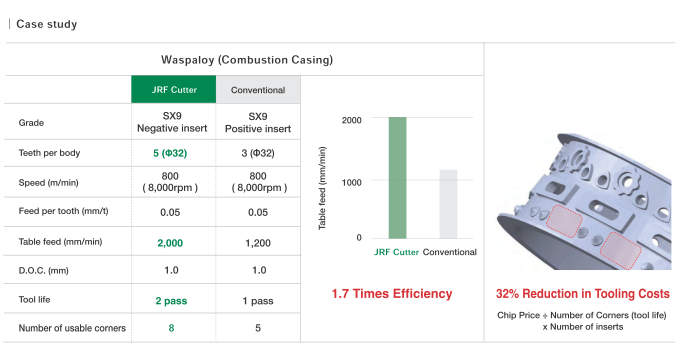
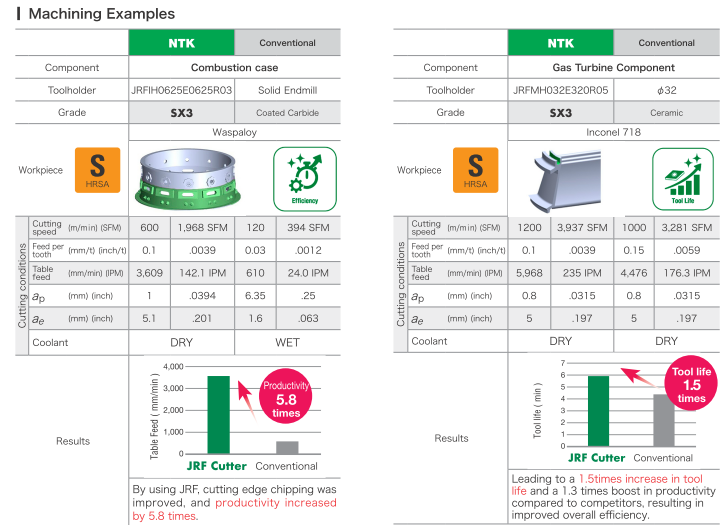
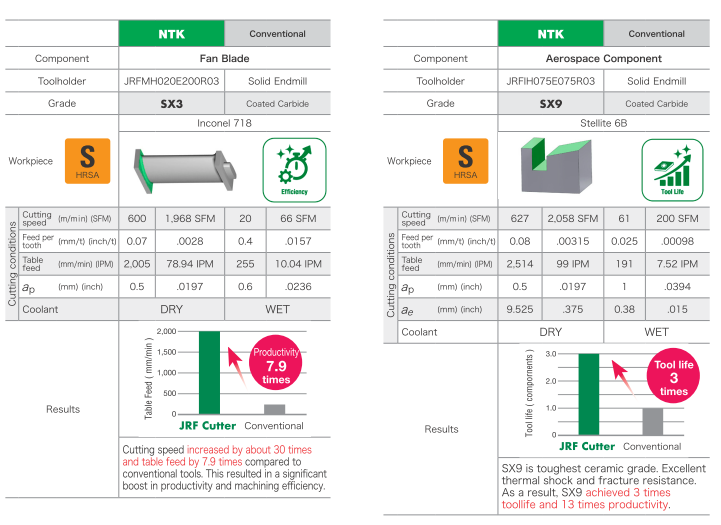
Крупный производитель аэрокосмической продукции обрабатывал компоненты из сплава Inconel 718 с использованием традиционных твердосплавных пластин, что приводило к частой смене инструмента и неэффективному времени обработки. После перехода на фрезу NTK JRF ( JRFMH032E320R05 ) , оснащенную пластинами RNGF090400E-HNF марки SX9 , были достигнуты значительные улучшения:
Производительность : повышена в 1,7 раза благодаря многолезвийной конструкции режущего инструмента JRF , что обеспечивает более эффективное удаление материала.
Срок службы инструмента : увеличен в 2 раза по сравнению с керамическим решением SiAlON от конкурента .
Скорость подачи : увеличена со 1200 мм/мин у инструмента конкурента до 2000 мм/мин, что значительно повысило производительность.
Эта история успеха подчеркивает, как передовые керамические пластины SX9 от NTK и технология фрез JRF значительно повышают производительность и эффективность фрезерных работ в аэрокосмической отрасли.
В будущем роль передовых решений в области механической обработки в аэрокосмической отрасли будет только расти. Неустанное стремление отрасли к эффективности и производительности будет стимулировать дальнейшие инновации в технологии режущего инструмента. Приверженность NTK исследованиям и разработкам гарантирует, что компания останется на переднем крае этой эволюции, поставляя инструменты, отвечающие постоянно растущим требованиям аэрокосмического сектора.
В аэрокосмической отрасли, где точность, эффективность и надежность не подлежат обсуждению, керамика SiAlON SX3 и SX9 от NTK, а также режущий инструмент JRF Cutter выделяются как революционные решения. Эти инструменты не просто улучшают обработку турбинных дисков и корпусов — они революционизируют этот процесс. Внедрение этих передовых керамических режущих инструментов позволяет производителям достигать беспрецедентного уровня производительности, выводя аэрокосмическую отрасль в новую эру инноваций и совершенства.
Американские разработчики тоже не уступают позиций в обработке HRSA материалов...

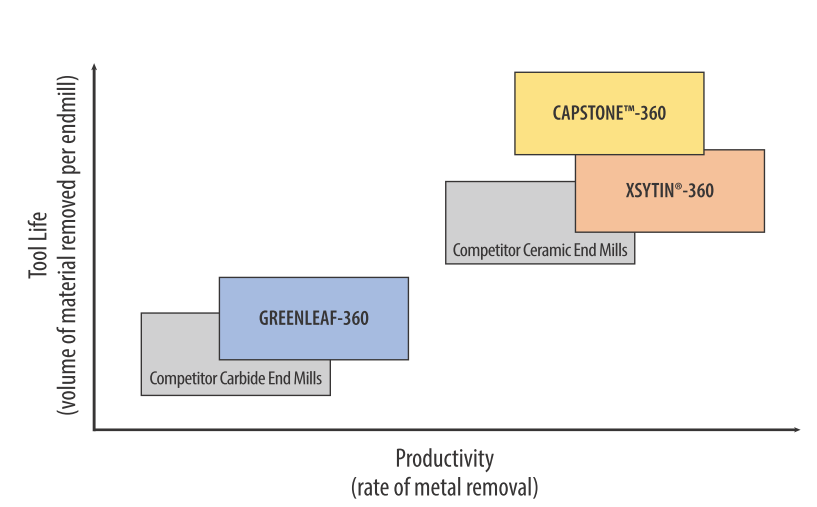
Скорость и эффективность цельнокерамических концевых фрез в сочетании с прочностью и стабильностью твердосплавного хвостовика!
Capstone™-360 — новая линейка высокопроизводительных концевых фрез, сочетающая керамический наконечник с твердосплавным хвостовиком, обеспечивающая до 50% больший срок службы инструмента по сравнению с большинством представленных на рынке цельнокерамических концевых фрез. Разработаны для превосходной производительности при обработке жаростойких суперсплавов и некоторых видов чугуна. Capstone™-360 отлично подходит для таких задач, как фрезерование пазов, карманов и торцевое фрезерование.
- оптимизированное соотношение стоимости и производительности – обеспечивает исключительный баланс производительности и срока службы инструмента.
- сниженное тепловыделение – уникальное сочетание геометрии и химического состава, оптимизированное для никелевых
ручных инструментов, приводит к снижению сил резания и значительному уменьшению тепловыделения.
- сужение для обеспечения зазора – все инструменты имеют сужение, обеспечивающее доступ к полостям и облегчающее программирование при фрезеровании уступов, сохраняя при этом жесткость.
- универсальность – Capstone™-360 хорошо работает в широком диапазоне скоростей резания ручных инструментов и обеспечивает аналогичные преимущества в сокращении времени цикла и затрат в большинстве операций торцевого фрезерования чугуна.
- прочность и стабильность – твердосплавный хвостовик гасит вибрации, которые в противном случае так вредны для износа керамики, и обеспечивает предсказуемость и стабильность при работе на больших расстояниях.


Рекомендации по использованию инструмента
Продолжайте использовать инструмент до тех пор, пока не изменится звук обработки или не произойдет скачок нагрузки на шпиндель – это означает конец срока службы. Пока стружка остается того же цвета и звук обработки внезапно не меняется, износ происходит регулярно. Не оценивайте износ этого инструмента по стандартам твердосплавных концевых фрез – по мере израсходования керамического материала обнажаются новые режущие кромки, и обработка продолжается предсказуемым и надежным образом. Эффективный диаметр будет продолжать уменьшаться по мере износа инструмента – учитывайте это, программируя угол уклона (0,5° каждые 30 минут резания) на вертикальных поверхностях или используя 80% эффективного диаметра для WOC (Ae) при торцевом фрезеровании.
В HRSA – предназначен только для черновой обработки. Оставляйте припуск не менее 0,010 дюйма (0,25 мм) для чистовой обработки. Рекомендуется оставлять припуск 0,020–0,025 дюйма для чистовой обработки.
Для уменьшения вибраций крепление заготовки должно быть жестким.
Требуется использование прецизионных фрезерных патронов (прессовых/гидравлических/термопосадочных).
Чем меньше биение, тем лучше, и они должны быть рассчитаны на высокие обороты.
Уменьшите вылет инструмента настолько, насколько это позволяет область применения.
Торцевое фрезерование только с максимальной глубиной резания (DOC) 1,25 мм. Не предназначено для бокового фрезерования с большой глубиной резания (DOC). Для оптимальной производительности поддерживайте глубину резания (DOC) на уровне 0,020–0,030 дюйма (0,5–0,75 мм).
Процесс наклона для обработки карманов может применяться с углом наклона менее 3° и уменьшением подачи на 50%.
Уменьшите подачу на 50% при входе, входите по дуге, держите инструмент в максимально возможном контакте с материалом, запрограммируйте большие радиусы для соединения сегментов траектории инструмента и сделайте траекторию инструмента максимально гладкой.
НЕ используйте охлаждающую жидкость.
Использование воздушного потока, направленного на зону резания и расположенного как можно ближе к ней, способствует продлению срока службы инструмента.
НЕ удаляйте нарост с инструмента при обработке.
Более высокая скорость резания уменьшает образование нароста, но может снизить срок службы инструмента
С прочими новинками и разработками Вы можете ознакомится на сайте производителя самостоятельно.


Использование материалов сайта возможно только с письменного разрешения администрации сайта и активной гиперссылкой на источник.
Свяжитесь с нами
Оставьте свое сообщение и мы свяжемся с вами, чтобы предложить лучшие условия сотрудничества!
Звоните: (812) 407-37-03
Пишите: order@carbidetool.ru
ООО «ТУЛЭКС» ИНН 7838092179, г. Санкт-Петербург, улица Аэродромная, д. 8, литер А, офис 418