Центр
Твердосплавного
Инструмента
- 8 (812) 407-37-03
- 197348, г. Санкт-Петербург, улица Аэродромная, д. 8, литер А, офис 418
- order@carbidetool.ru
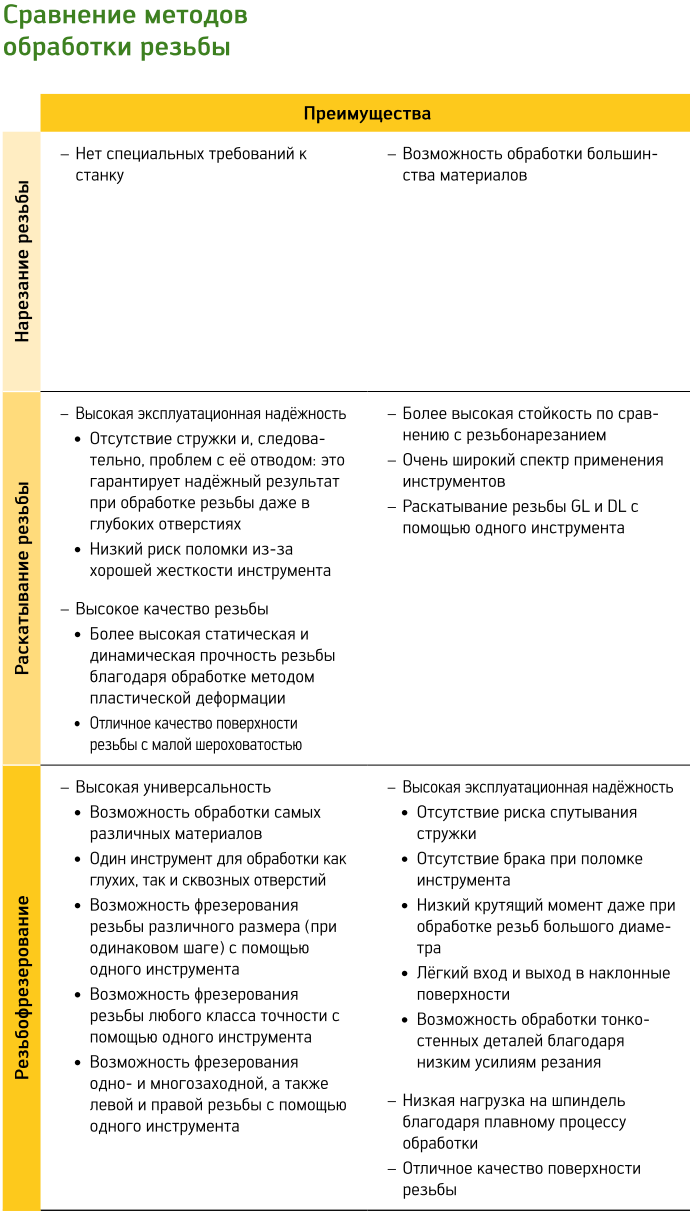
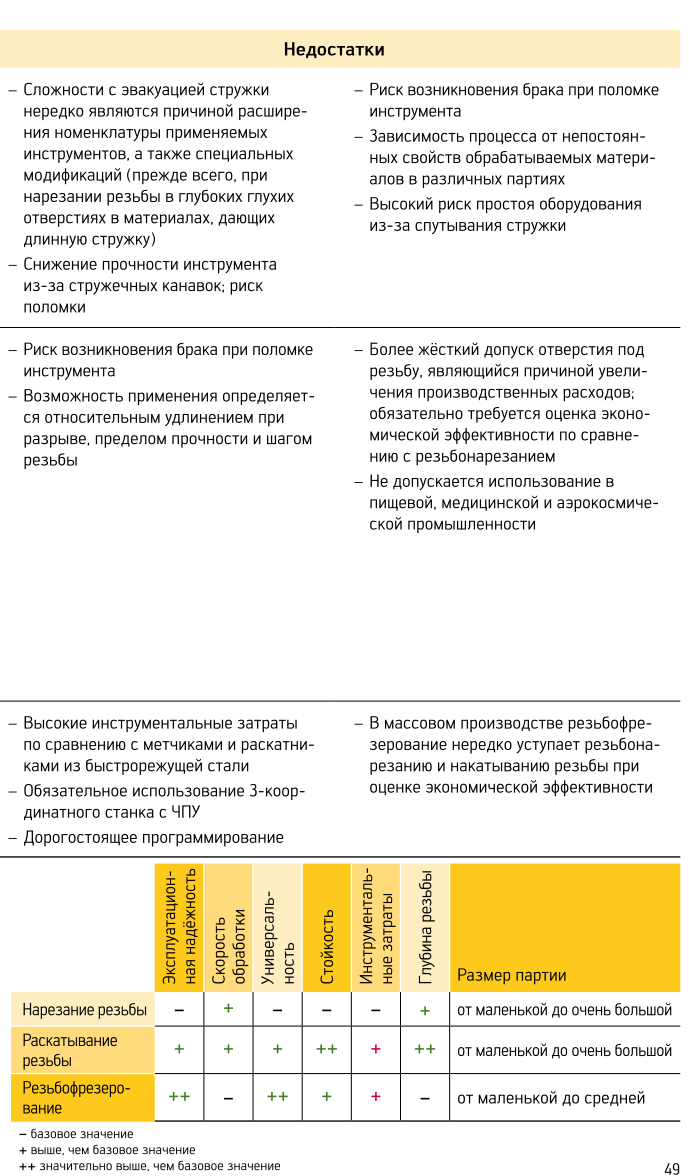
Нарезание резьбы. Выбор методов и инструментов (обзорная статья).
Получение качественной резьбы при экономически оправданных затратах в различных ситуациях вопрос не простой.
Методов получения резьбы довольно много, каждый из них имеет свои достоинства и недостатки, многие из методов конкурируют между собой в производительности и у каждого метода есть свои особенности. В связи с этим выбор метода получения резьбы задача не простая и требует от технолога знания особенностей методов применимо к виду производства, оборудованию, материалам и т.д.
Резьбу можно получить:

- методом нарезания токарными резцами, как внутреннюю, так и наружную;
- методом резьбофрезерования, в основном резьбофрезами и вихревыми резьбонарезными головками;
- методом нарезания метчиками, плашками, резьбонарезными головками;
- методом накатывания роликами, накатными головками, раскатниками, накатными плашками, гребенками;
- методом шлифования;
- прочими методами: литьем, прессованием, штамповкой, выдавливанием и т.д.
Более подробно рассмотрим первые четыре метода, наиболее часто применяемые на оборудовании токарно-фрезерных групп.
Нарезания токарными резцами.
Метод наиболее простой, в основном применяется на станках токарной группы, но может применяться и на станках фрезерных, при наличии ЧПУ управляемых расточных головок, расточных головок универсальных с радиальной подачей и в других редких нестандартных случаях (к примеру, когда мелкоразмерная деталь (заготовка) зажимается в цанговый патрон и устанавливается в шпиндель станка, а резец в державке (в тисках) крепится к столу станка, т.е. как бы инструмент и деталь меняются местами...)
Следует отметить:
- точение довольно простой и производительный метод;
- данным методом, при помощи одной державки и разных типов режущих пластин, можно легко получать различные виды резьб, с различными шагами, заходами, допусками и т.д.;
- во многих случаях получается хорошее качество резьбы и хорошая чистота обработанных поверхностей;
- экономически не дорогой метод и подходит для большинства материалов;
Есть и оговорки:
- зачастую метод не дает высокой производительности при массовом производстве;
- не самый лучший вариант для нарезания длинных ходовых винтов на токарном станке резцами (даже с люнетом), нарезания длинных шпилек...;
- обработка вязких материалов может вызывать низкую чистоту поверхности и трудности с эвакуацией стружки;
- довольно большие сложности с обработкой глубоких внутренних резьб (уже при вылетах более 3-4 диаметров рекомендуется применение виброгасящих державок).
Часто возникающие вопросы...
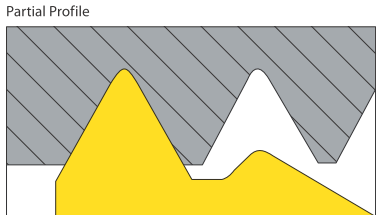
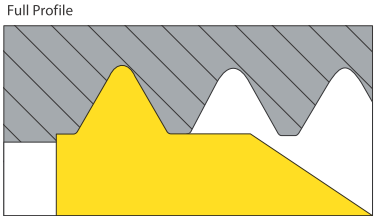
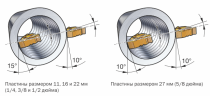
Токарные резьбонарезные пластины для нарезания резьб в основном можно встретить нескольких типов:
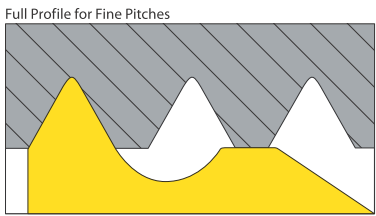
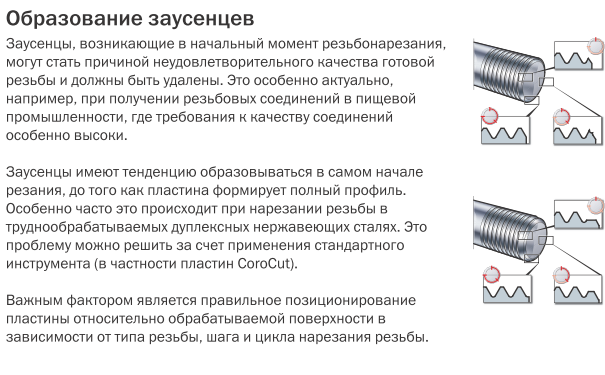
- пластины с полным профилем - профиль, радиус при вершине и во впадине, полностью соответствует шагу нарезаемой резьбы, иногда есть дополнительная зачистная кромка для снятия заусенца, наиболее точные и прочные резьбы;
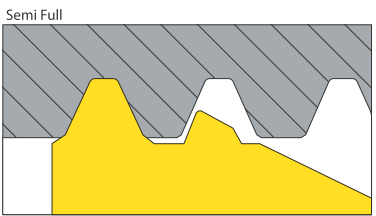
- пластина соответствует по углу профиля резьбы, одной пластиной можно резать различные шаги резьб;
- многозубые пластины (требуется меньше проходов).
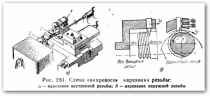
Методы нарезания резьбы:
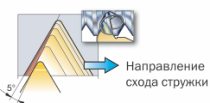
- радиальное врезание — метод хоть и простой, но чаще применяемый на старых системах ЧПУ и на универсальных станках — больше сложностей со стружкодроблением, больше склонность к вибрации, больше усилия и др., более применим для мелких резьб, равномерный износ пластины по всему профилю;
- односторонне боковое врезание — чаще применяется на современных системах ЧПУ, лучше стружкодробление, меньше склонность к вибрациям, меньше усилия, лучше работают пластины со стружколомами, меньше количество проходов;
- двухстороннее боковое врезание — чаще применим для более крупных резьб и для современных систем ЧПУ;
- обратное одностороннее боковое врезание - в основном связано с решением проблем эвакуации стружки.



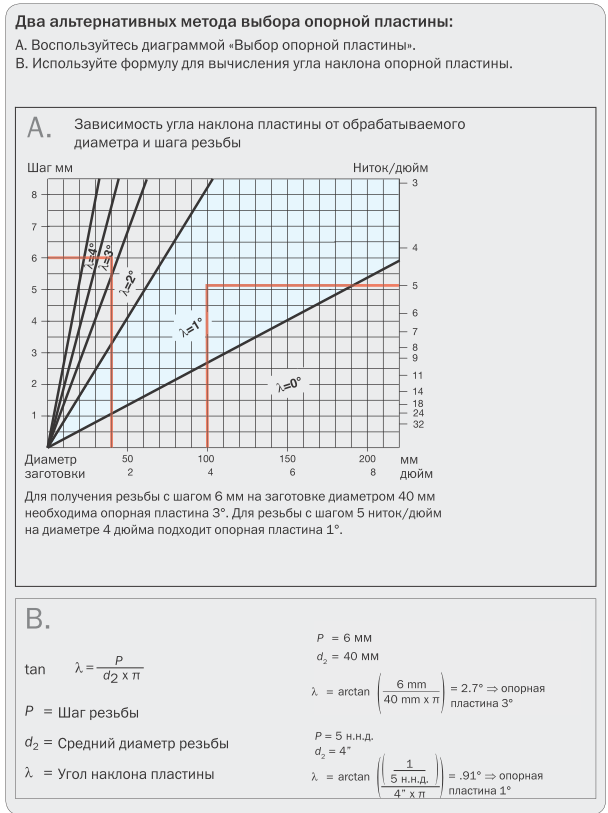
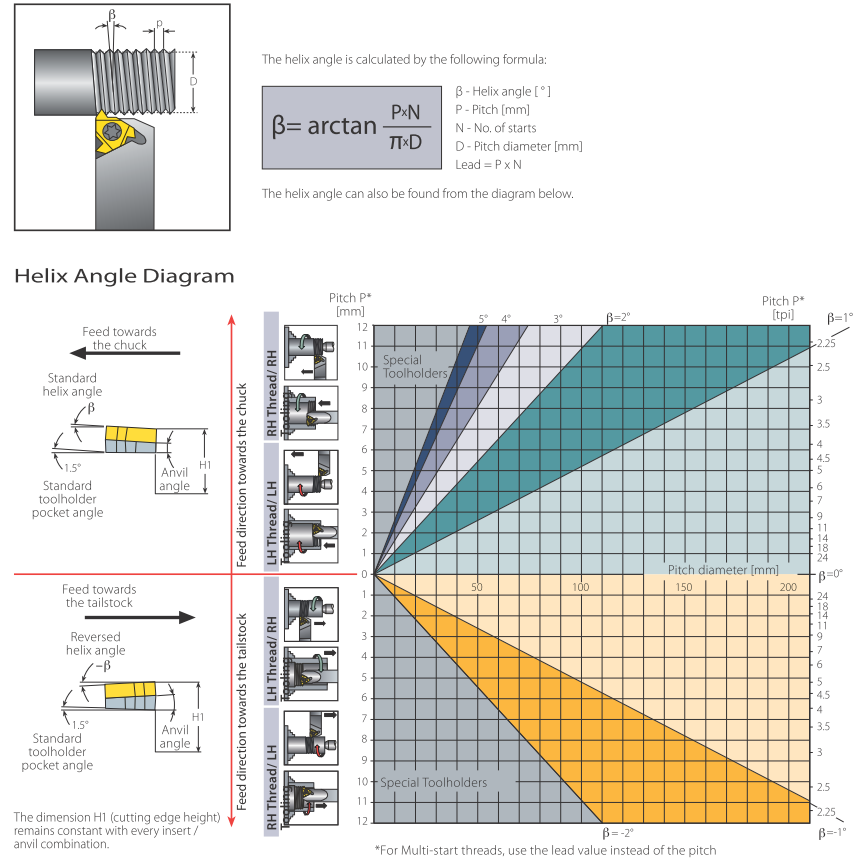
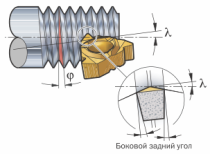
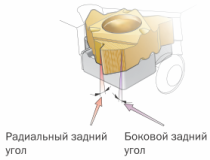
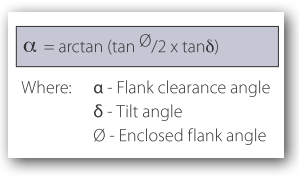
Следует всегда производить проверочный расчет опорных пластин на соответствие угла подъема резьбы.
В случае несоответствия происходит затирание одной из боковых сторон резьбы, искажается профиль резьбы, снижается стойкость пластин и т.д.
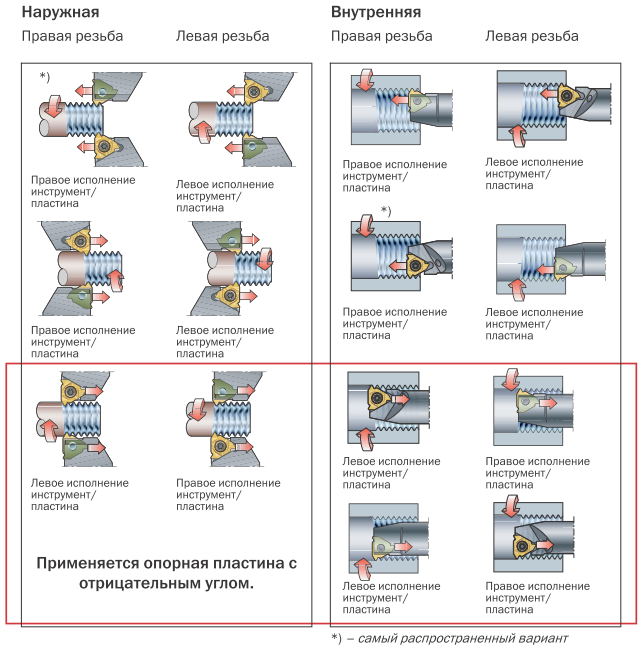
Иногда задают вопрос о возможности применения наружных правых резьбовых пластин, например, на внутренних левых державках.
Для качественных резьб такие замены недопустимы. Наружные пластины для наружных резьб, внутренние для внутренних...как бы они не были визуально похожи.
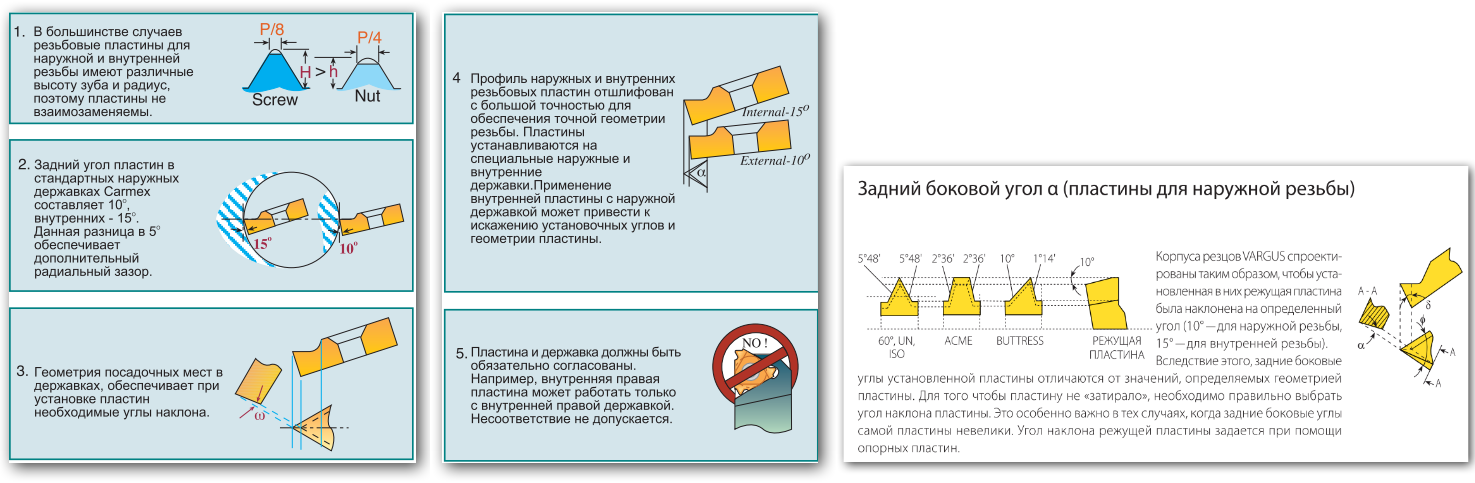
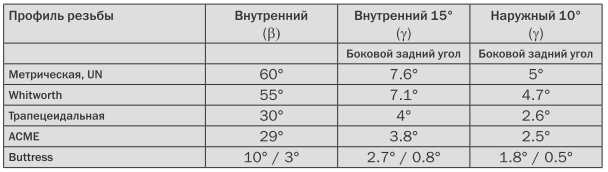
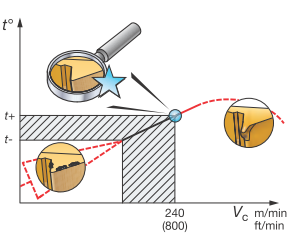
Величина радиуса при вершине подбирается индивидуально для каждой операции в зависимости от условий обработки: скорости резания, количества проходов. Правильно подобранное значение радиуса является залогом высокой надежности и эффективности обработки.
Величина радиуса при вершине у пластин для нарезания внутренних резьб значительно меньше, чем у пластин для наружной обработки.
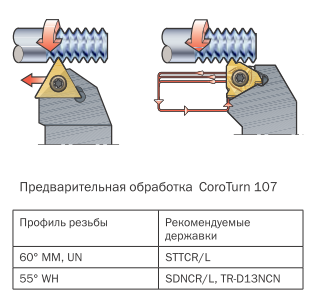
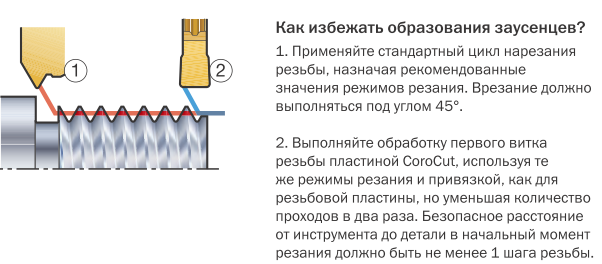
И еще ряд рекомендаций из каталога Sandvik:
Производителей инструментов для токарного резьбонарезания огромное количество, от дорогих брендов, до весьма дешевых.
Качество изготовления инструмента, качество крепления пластин, надежность пластин, производительность - довольно сильно зависят от цены инструмента.
Следует заметить, что большинство пластин для токарных державок взаимозаменяемы и легко устанавливаются в державки других производителей (но исключения есть, много пластин с дополнительными фиксирующими элементами, они, как правило, не взаимозаменяемы).
Среди производителей хотелось бы отметить две фирмы с большим ассортиментом и довольно качественным инструментом, при хорошем соотношении цена / качество.
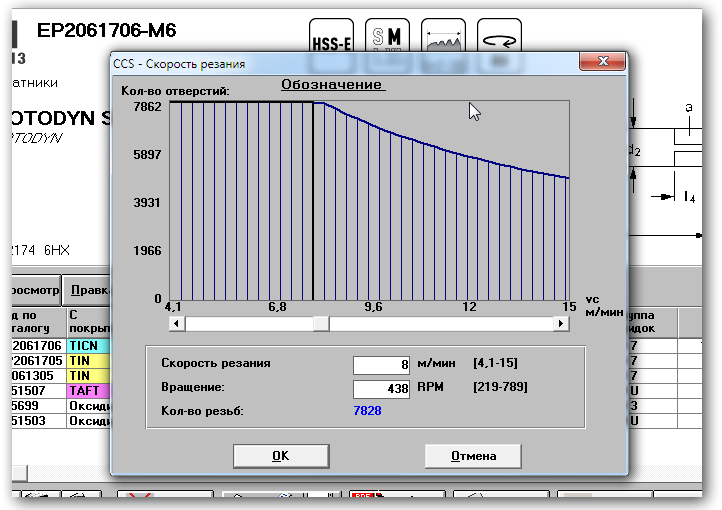
На указанных сайтах есть довольно хорошее программное обеспечение в on-line режиме, по подбору инструментов, определению режимов резания, и даже написанию блока управляющей программы для различных систем ЧПУ. Программы довольно корректно выбирают и инструмент, и режимы резания, и методы нарезания резьбы, и разбивку по проходам и т.д.
https://www.vargus.com/vargus-genius-software - с поддержкой русского языка
И конечно же подобного типа резьбонарезной инструмент есть и в каталогах таких производителей как Sandvik, Ceratizit, Kennametal, Seco, Iscar, Arno, Pramet и многих других.
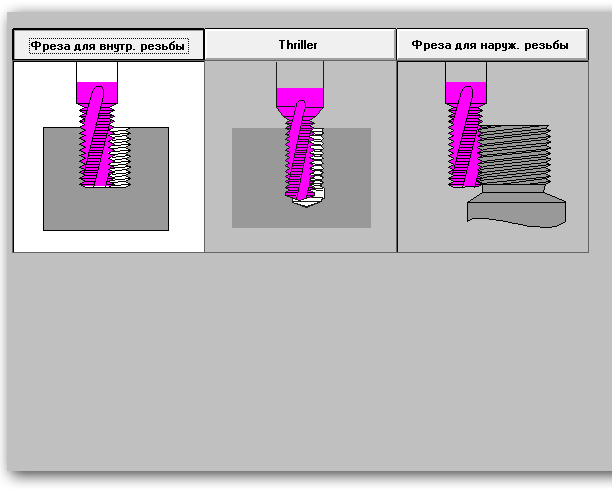
Резьбофрезерование.
Метод наиболее применим на станках ЧПУ фрезерной группы. Позволяет нарезать резьбы как внутренние, так и наружные резьбы с различным шагом и допусками.
Следует отметить:
- метод позволяет нарезать резьбу в не вращающихся деталях, в крупногабаритных деталях;
- один и тот же инструмент может применяться для нарезания разных размеров резьб и различных допусков, но с одинаковым шагом (однониточные (одновитковые) фрезы - с любым шагом) с некоторыми оговорками;
- метод позволяет более легко решать проблему стружкодробления в вязких материалах (наиболее часто применим для нержавеющих и жаропрочных материалов);
- не высокие усилия резания (что немаловажно при работе с увеличенным вылетом и при обработке тонкостенных деталей);
- возможность нарезания глухих резьб практически вплотную к дну отверстия;
- при поломке инструмента (в сравнении с метчиком) нет сложностей с удалением поломанного инструмента;
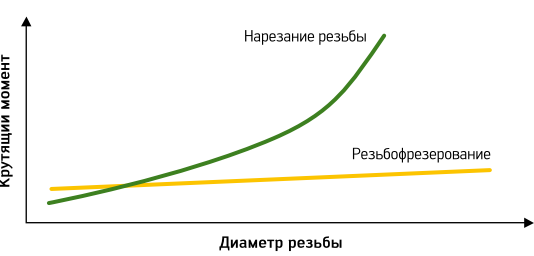
- в сравнении с метчиками в основном, наиболее экономически целесообразен для крупных резьб (во многих случаях от М8-М16, но целесообразное значение этих пределов может быть весьма разное в определенных случаях);
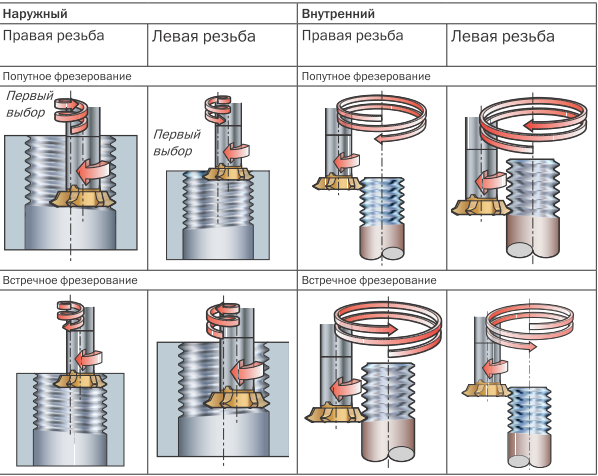
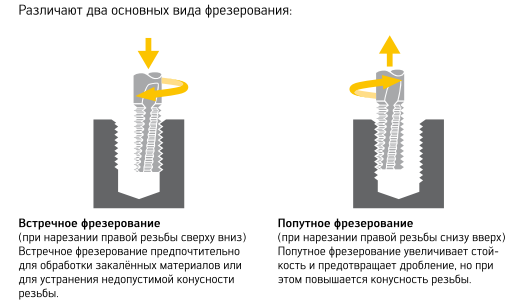
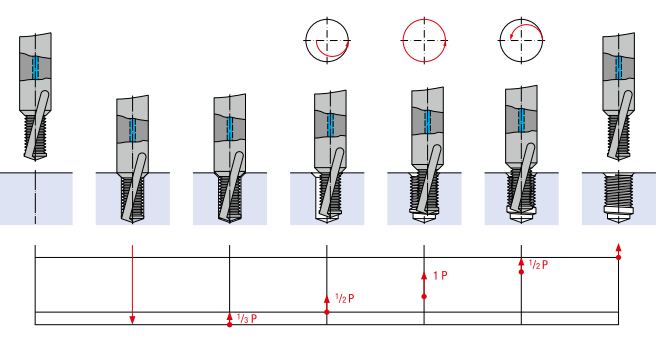
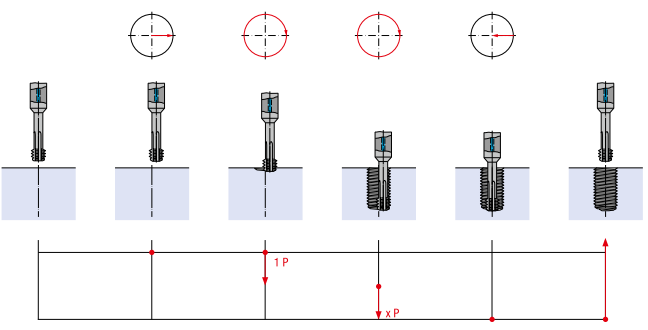
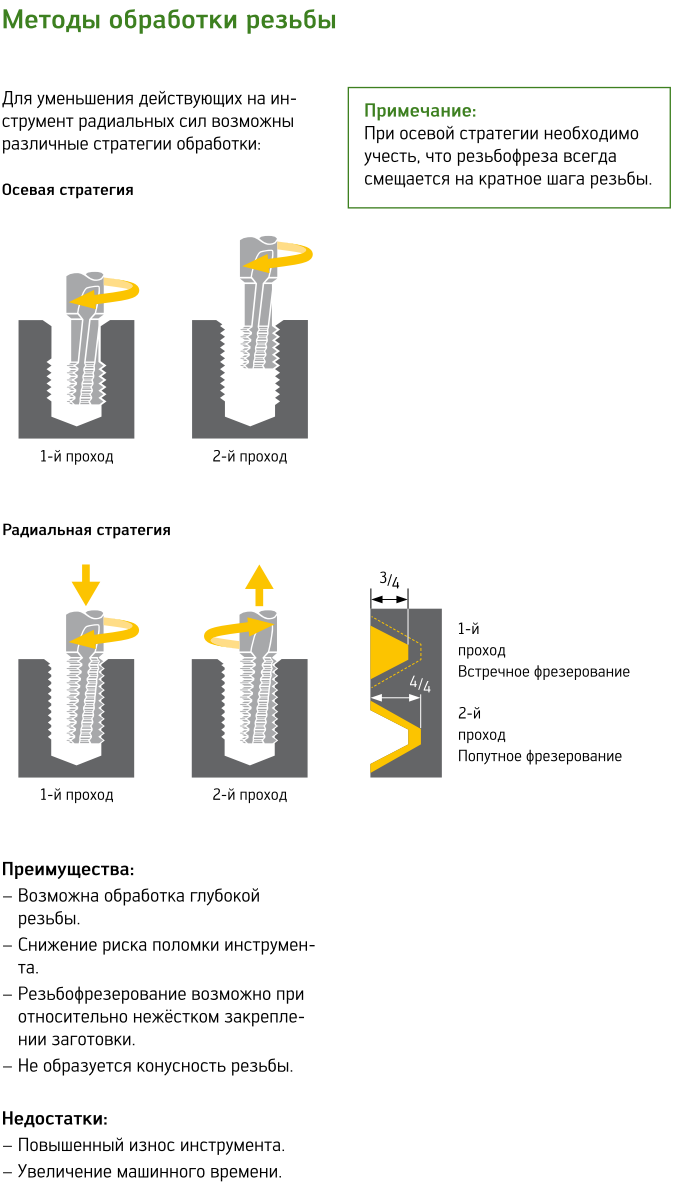
- в зависимости от выбранной траектории движения инструмента можно нарезать левые или правые резьбы, осуществлять встречное или попутное фрезерование.
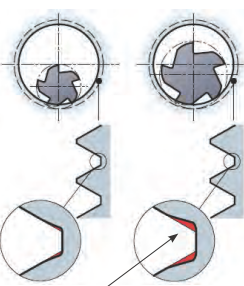
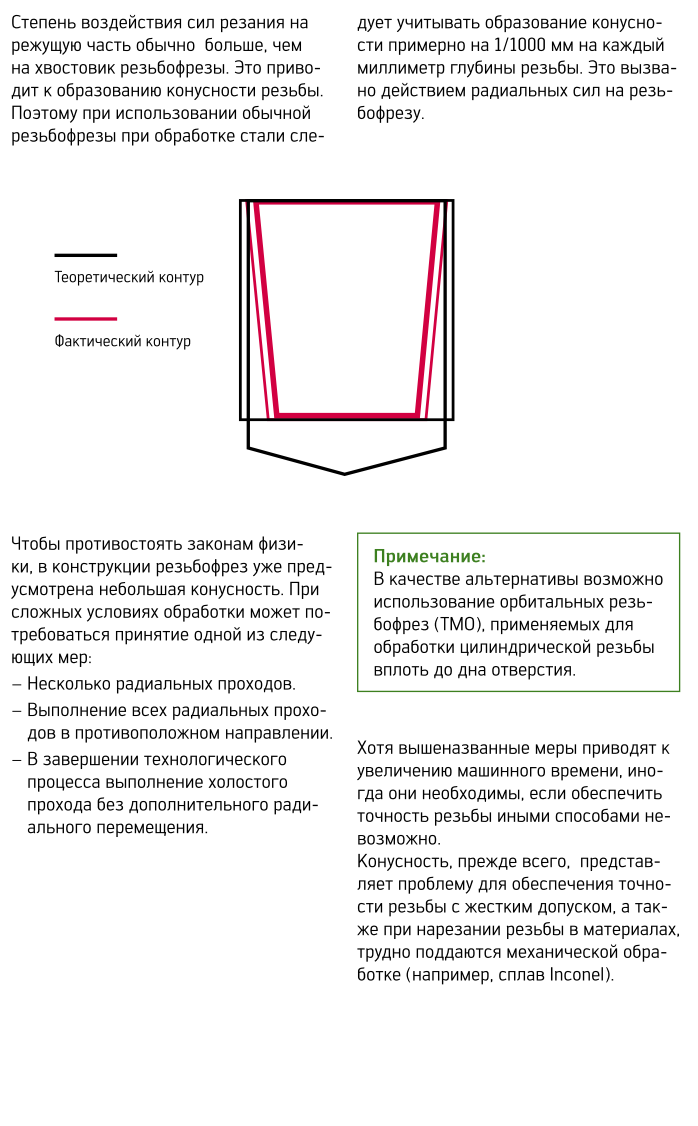
Резьбовые фрезы формируют резьбу с несколько искаженным профилем. Степень искажения зависит от соотношения диаметра резьбы и диаметра фрезы, а также от шага резьбы.
Чтобы минимизировать отклонения профиля диаметр фрезы не должен превышать 70% от диаметра резьбового отверстия.
Удаление припуска за несколько проходов позволит значительно улучшить обработку резьб с крупным шагом, а также исключит вероятность поломки инструмента при резьбофрезеровании в труднообрабатываемых материалах. Фрезерование резьбы за несколько проходов также целесообразно применять в случае, когда резьба имеет очень жесткий допуск. Кроме того, такой способ гарантирует стабильность процесса, даже если инструмент работает с большим вылетом или условия резания неблагоприятны.
Операции резьбофрезерования рекомендуется выполнять без использования СОЖ во избежание появления термических трещин.
Применение СОЖ допускается в случаях окончательной обработки нержавеющих сталей, алюминия, обработки жаропрочных сплавов или чугуна. Для улучшения процесса эвакуации стружки рекомендуется использовать обдув сжатым воздухом.
По конструкции резьбофрезы весьма разнообразны.
Монолитные твердосплавные фрезы в основном перекрывают диапазон внутренних резьб от М1 и изготавливаются размером до 20 мм, также изготавливаются серии малоразмерных резьбофрез начиная от диаметра 0,2 мм для мелких резьб. Есть серии резьбофрез для нарезания резьб в каленых материалах до 62-64 HRC.

Есть монолитные твердосплавные резьбофрезы, в которых совмещено одновременно несколько инструментов... и сверло (либо фреза), и непосредственно сама резьбофреза, иногда и зенкер для снятия фаски.
Резьбофрезы со сменными пластинами тоже имеют весьма разнообразную конструкцию и позволяют нарезать внутренние резьбы от 10 мм, а также изготавливаются серии резьбофрез со сменными пластинами диаметром до 120 мм.




Нажмите на картинку для увеличения
Наглядные видео ролики:
Преимущества резьбофрезерования.avi
Обработка видео...
Drill thread milling cutter
Обработка видео...
DC Swiss - Thread Miller - BGF Series
Обработка видео...
Thread Mill Testing
Обработка видео...
Нарезание резьбы на поверхности цилиндра фрезой Seco
Обработка видео...
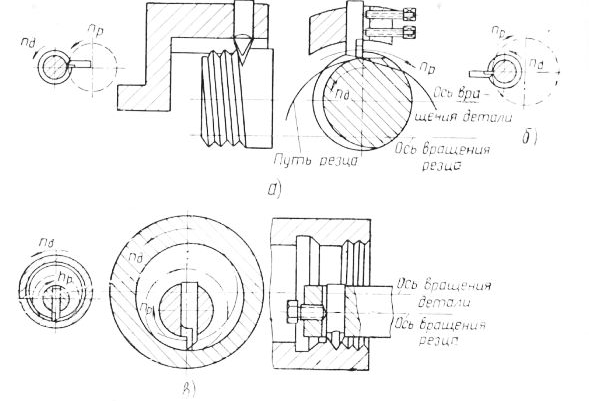
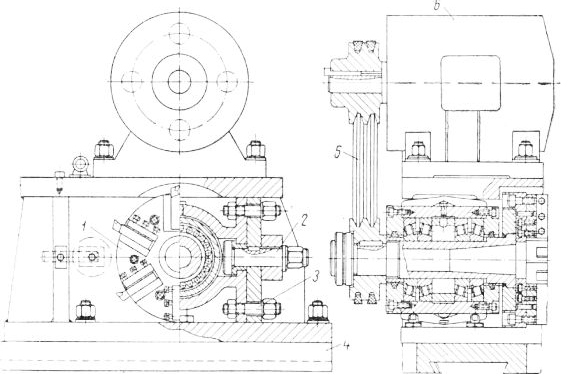
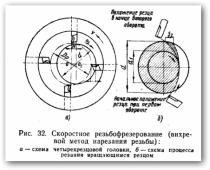
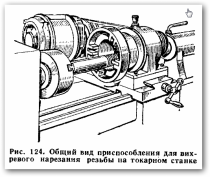
К операциям резьбофрезерования также следует отнести метод вихревого резьбонарезания, для этого применяются различные по конструкции вихревые резьбонарезные приводные головки. Такой вид обработки целесообразен при нарезании различных резьб на деталях с большим соотношением L/D, к примеру, нарезание трапецеидальных резьб на ходовых винтах, длинных шпильках, нарезание костных винтов и т.д.
Нарезание резьбы вихревыми головками – это производительный метод нарезания длинной резьбы, резьбы на труднообрабатываемых материалах таких как титан, нержавеющая сталь или инконель.
Преимущества:
- возможность нарезания длинной резьбы при больших соотношениях L/D;
- высокая производительность;
- высокое качество поверхности и точная геометрия;
- длительный срок службы инструмента.
Справочник машиностроителя Том 5 Книга 2 Изд.3 (1964)



Наглядные видео ролики:
Вихревое нарезание резьбы головкой Paul Horn
Обработка видео...
Ходовой винт 16К20. Изготовление.
Обработка видео...
Вихревое нарезание резьбы на токарном станке SIEGER SLZ
Обработка видео...
Метод обработки скорее более специфический, поэтому на его рассмотрении подробно останавливаться не будем.
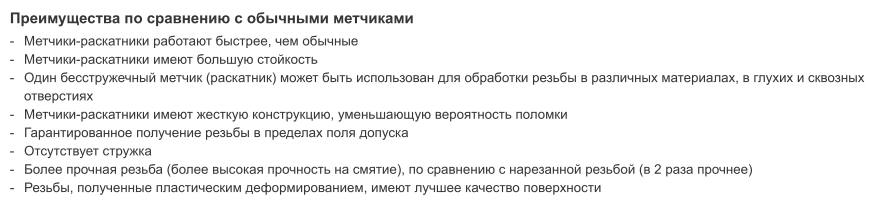
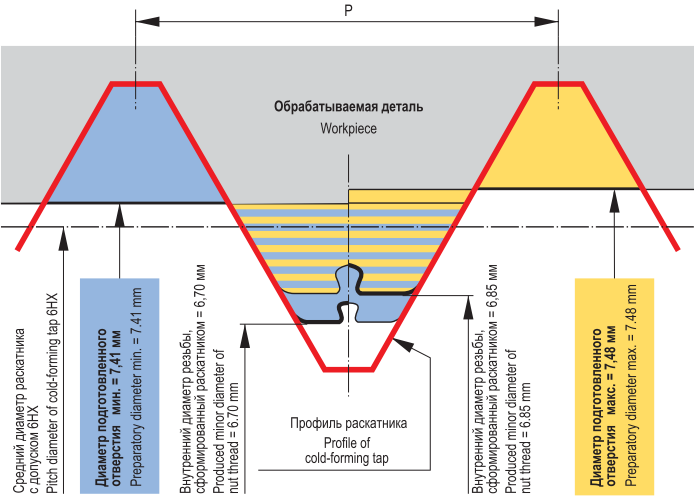
Нарезание резьбы метчиками и раскатниками.
Нарезание резьбы метчиком – самый распространенный способ резьбонарезания, обработки резьбы как в сквозных, так и в глухих отверстиях.
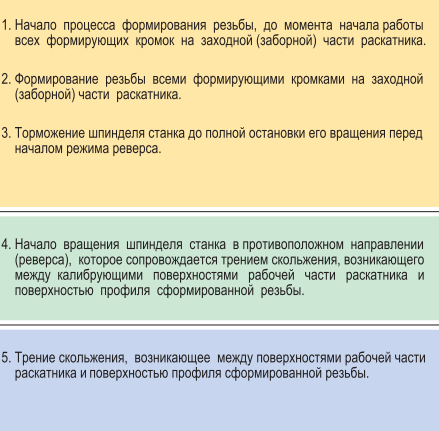
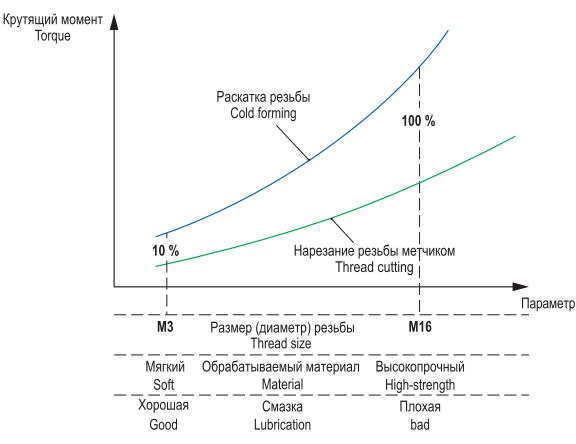
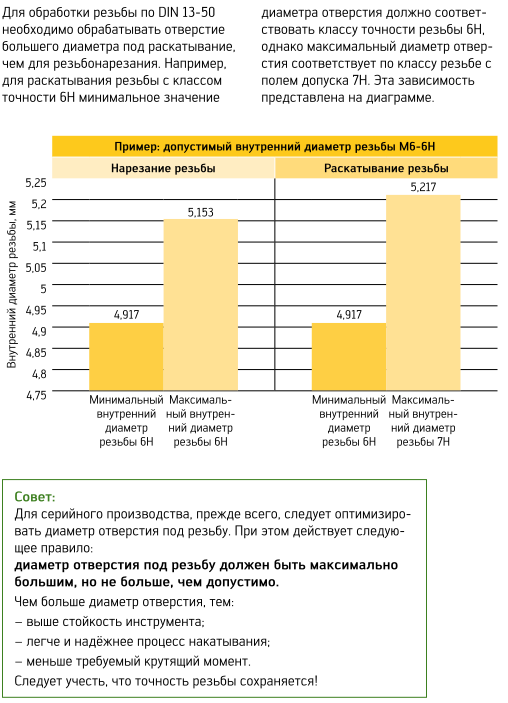
Раскатывание резьбы зачастую является самым экономичным способом обработки внутренней резьбы, конечно, при условии, что данный метод подходит для конкретной детали.
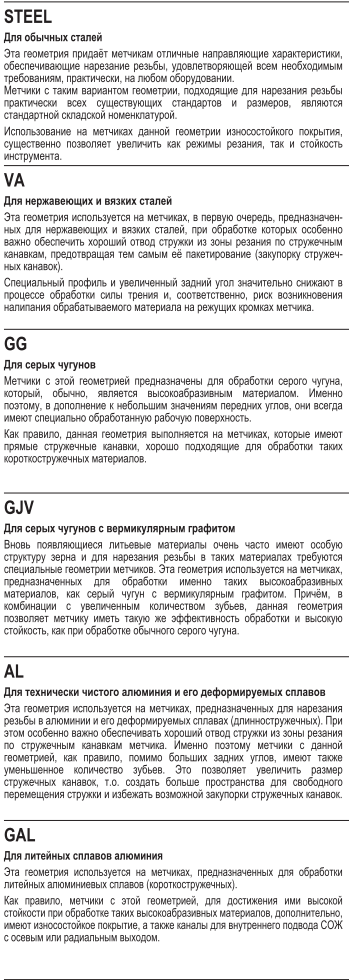
Метчиками нарезается резьба в различных материалах, метчиками из порошковых быстрорежущих сталей с покрытиями резьба нарезается в материалах с твердостью вплоть до 40-45 HRC, для нарезания резьб в материалах с твердостью 45-65 HRC в основном метчики изготавливаются из твердого сплава.
Применение различных типов покрытий изменяет физико-механические характеристики поверхностного слоя инструмента, что в одних случаях увеличивает микротвердость и износостойкость, в других случаях снижает коэффициент трения и налипание обрабатываемого материала на поверхности инструмента и т.д.
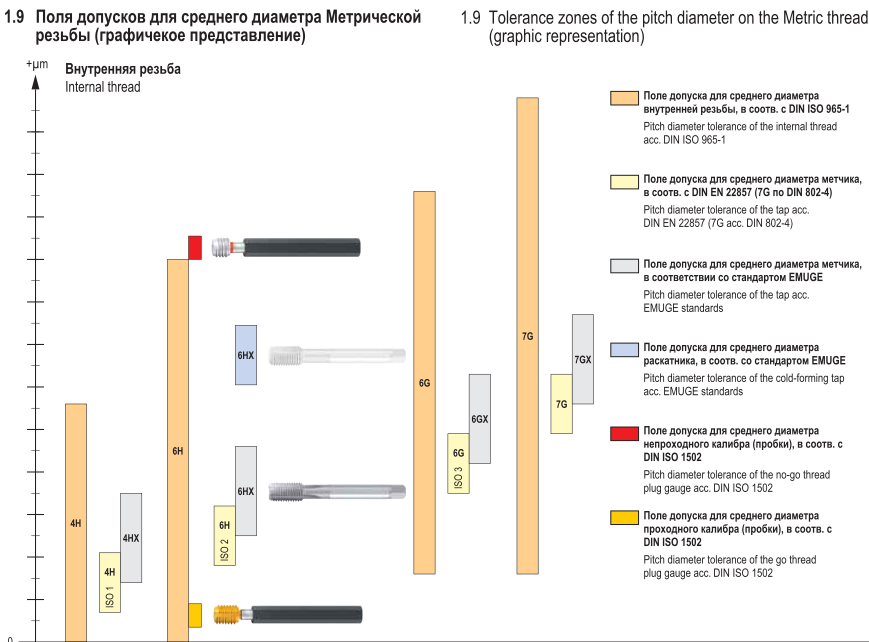
Для информации приведем некоторые технические параметры инструментов и некоторые значимые (интересные) особенности их применения.


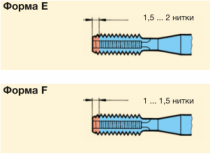
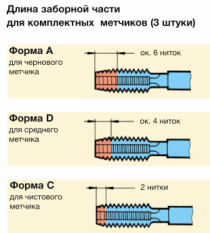
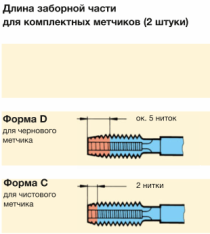



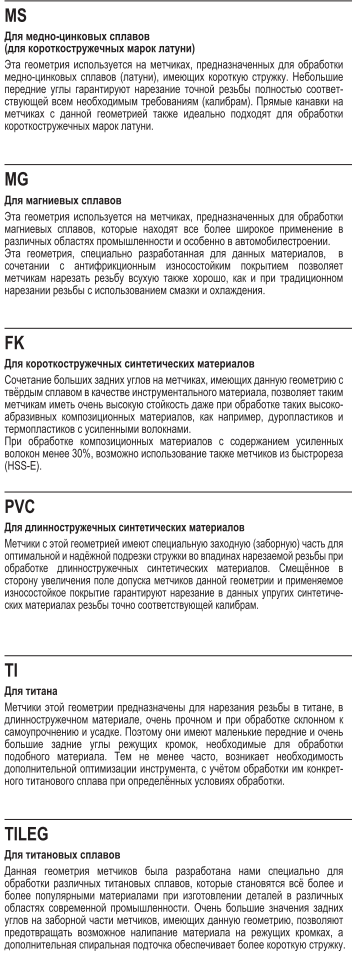
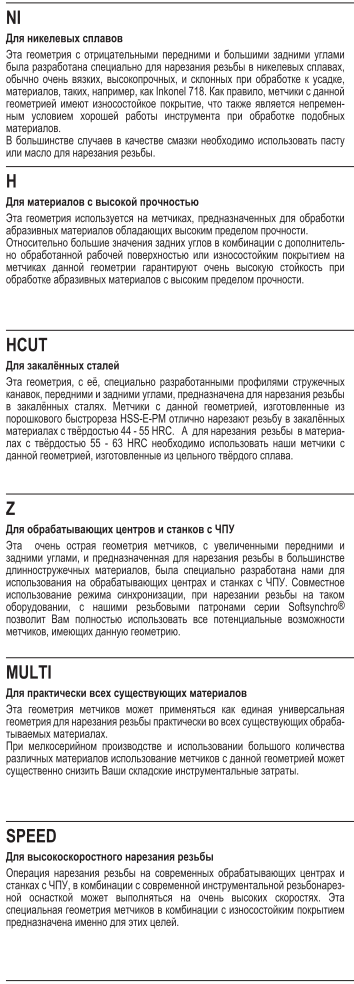
Приведем пример конструкций метчиков из каталога Emuge-Franke
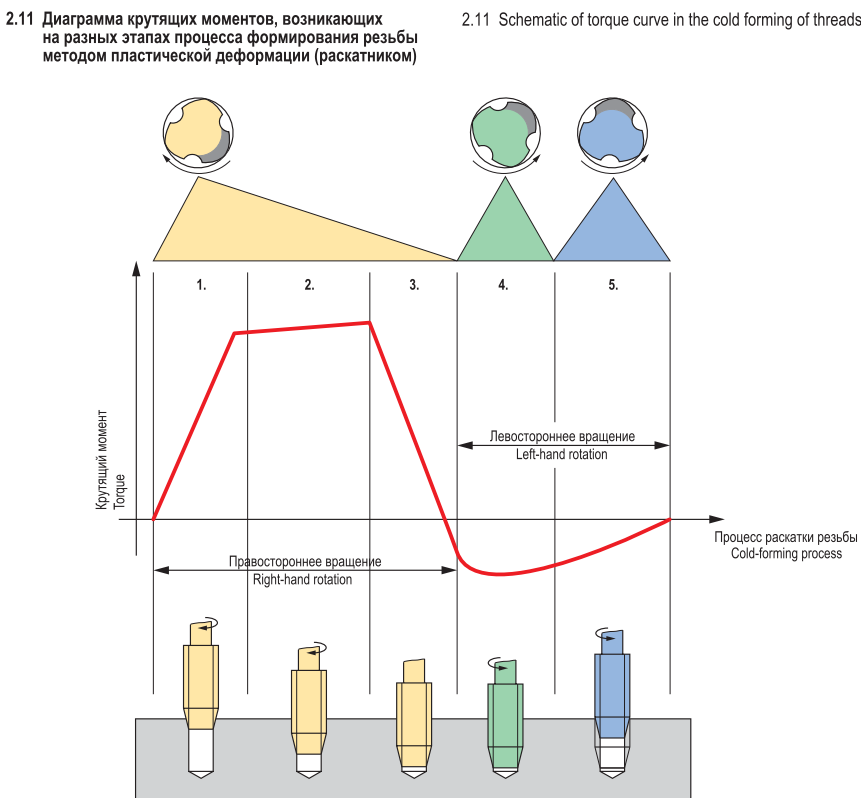
В большинстве случаев работа на станках с ЧПУ метчиками (и раскатниками) проходит в цикле жесткого резьбонарезания. Метод наиболее дешевый в плане оснастки, довольно точный, но и не лишен многих недостатков.
Стойкость метчиков (раскатников) так же, как и качество нарезаемых резьб во многом зависит и от качества (точности) применяемой оснастки.
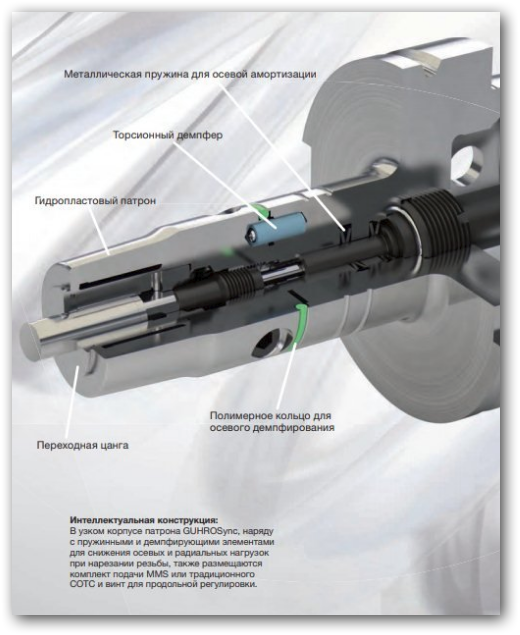
При обработке различных сложных материалов стойкость и метчиков и резьбофрез иногда возрастает на 30-60% при применении гидропластовых патронов, а если говорить про специальные патроны для метчиков, стоит особо отметить качественные патроны с осевой и радиальной компенсацией, с конструктивными особенностями по сглаживанию пиков крутящих моментов в процессе работы метчика (при переключении на выкручивание инструмента) и т.д. Такая оснастка действительно значительно влияет и на стойкость инструмента и на качество нарезаемых резьб.

И если говорить о применении различных недорогих компенсационных патронов..., то сказать о значительном увеличении стойкости инструмента на современных станках ЧПУ... особо и нечего.
От них есть польза скорее на старом станочном парке, где есть большие погрешности по шагу, по позиционированию и т.д.

Следует заметить, что на многих производства стремятся разгрузить станки с ЧПУ от нарезания резьб метчиками, поскольку это и длительный процесс и поломок инструментов случается много.
В таком случае рассматривают применение резьбонарезных манипуляторов. Более подробно о них смотрите статью "Резьбонарезные манипуляторы."
Так же следует отметить, что работа метчиков и раскатников с применением различных специализированных масел в качестве СОЖ тоже значительно продлевает срок службы инструмента и улучшает качество резьб.
В качестве примера приведены несколько марок масел, применение которых позволило в разы поднять стойкость инструмента на аустенитных нержавеющих сталях и титане (на нержавейке до этого примеряли олеиновую кислоту с разными добавками, на титане СОЖ отечественного производства по импортной технологии).
У каждого производителя есть свои наиболее сильные конструкции по тому или иному материалу. Для снижения затрат при подборе инструмента следует обратиться к техническим специалистам.
Говоря про метчики стоит упомянуть и про инструмент для извлечения поломанных метчиков из деталей.
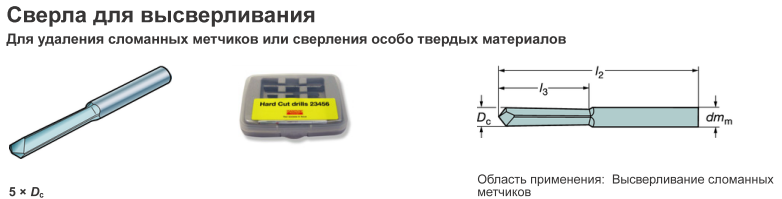

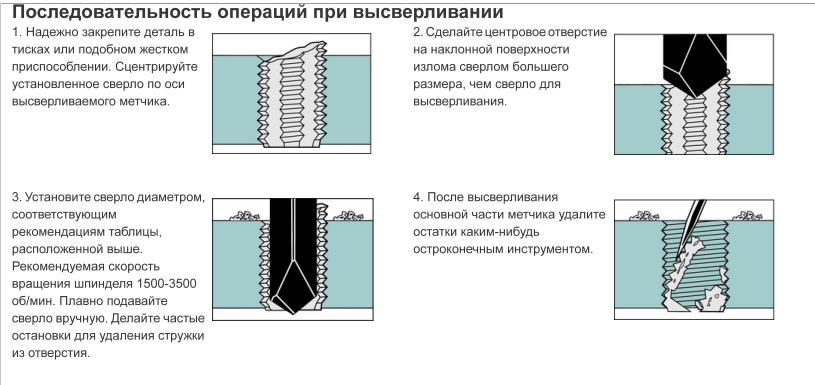

Помимо вышеуказанных инструментов применяют методы выжигания (на эрозии) поломанных метчиков, методом травления и т.д.
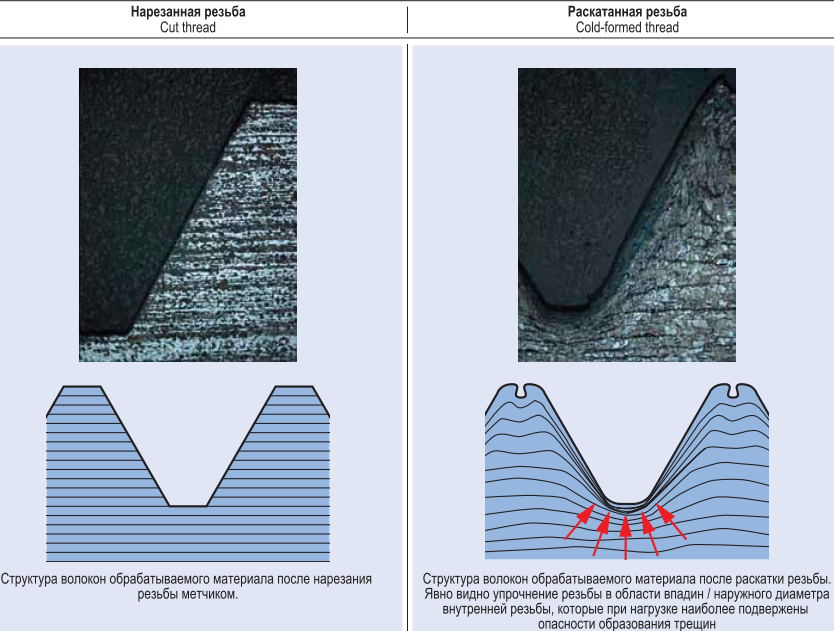
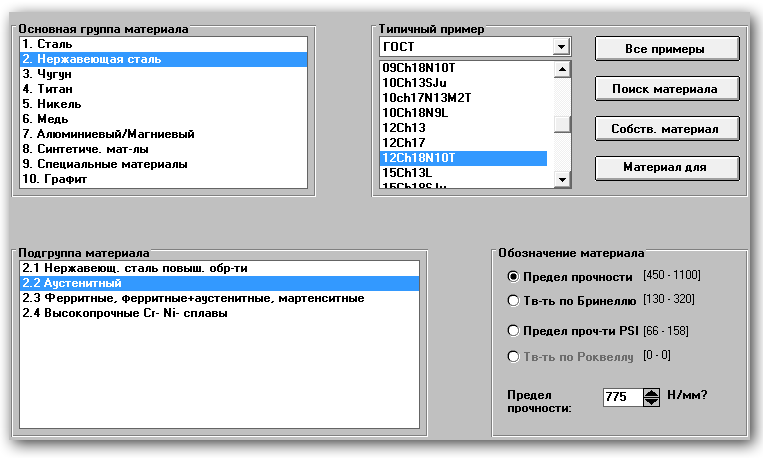
В качестве наглядного примера по вариантам обработки приведем пример расчетов скорости обработки одной и той же резьбы к примеру М6 глубиной 20 мм в нержавеющей стали 12Х18Н10Т различными инструментами: метчиками, раскатниками и резьбофрезами и сравним показатели.
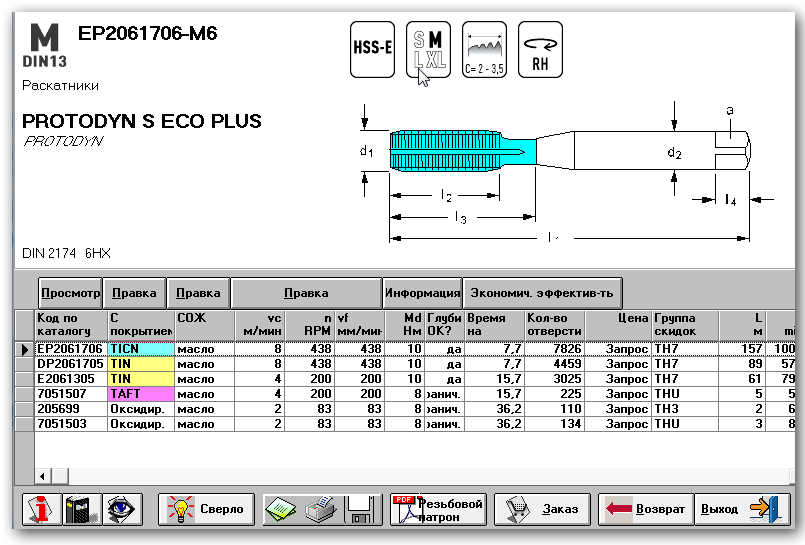
На картинке, где изображен инструмент, первые 3 позиции различные по типу и покрытию раскатники, последние 3 позиции различные по типу и покрытию метчики.
Как видно время нарезания резьбы раскатниками значительно ниже, а стойкость (колонка количество отверстий) в разы больше.
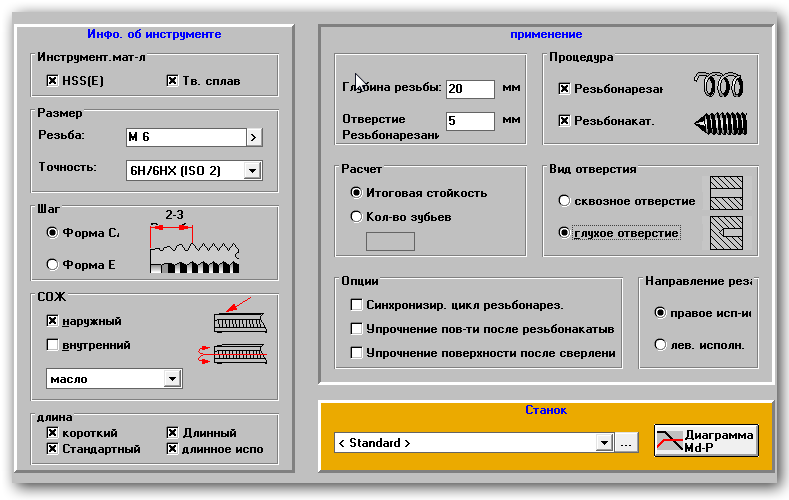
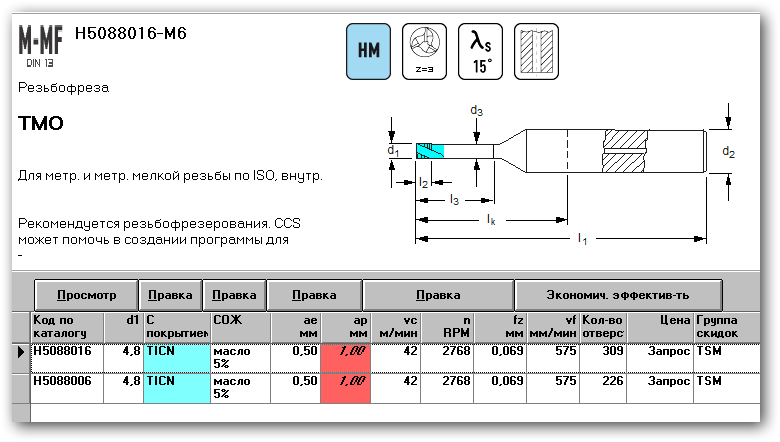
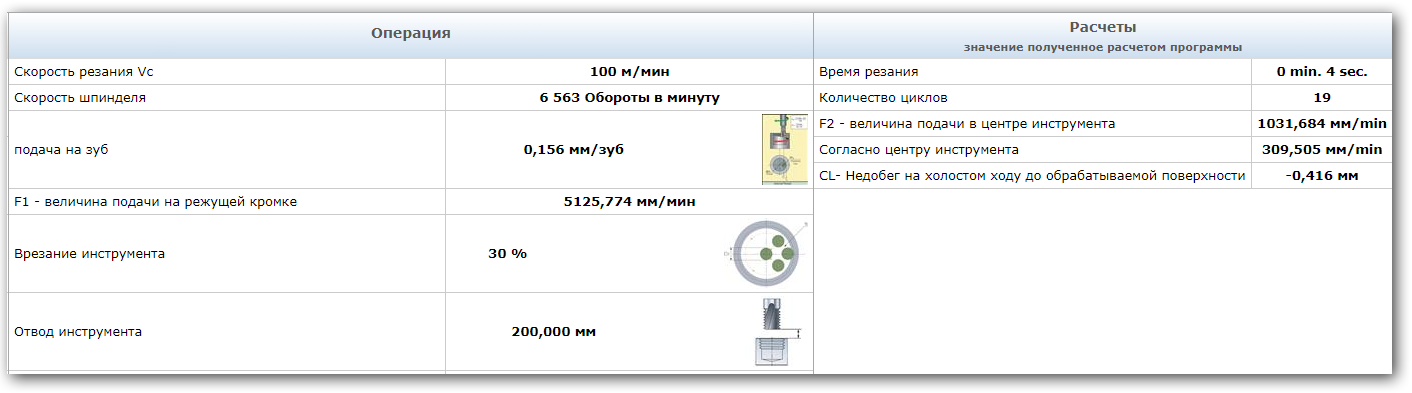
Ниже приведен пример расчетов для изготовления этой же резьбы резьбофрезерованием. Обратите внимание на время изготовления резьбы 4 секунды, что значительно быстрее, чем метчиком или раскатником.
Но нужно отметить, что и стойкость инструмента при этом не слишком высокая, а цена резьбофрез гораздо выше, чем метчиков.
И таких особенностей много, и правильный выбор метода нарезания на определенной детали, в определенном материале, при определенном типе производства поможет значительно сократить расходы на инструмент и повысить производительность обработки.
Нарезание резьбы плашками.
На этом варианте не хочется долго останавливаться, метод скорее для универсальных станков и мелкосерийного производства. Хочется только отметить, что плашки импортных производителей более качественные, есть плашки из быстрорежущих сталей и даже с покрытиями (что весьма важно при обработке нержавеющих сталей).
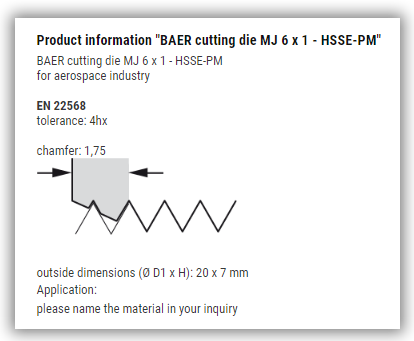
Пример страниц из каталога JBO
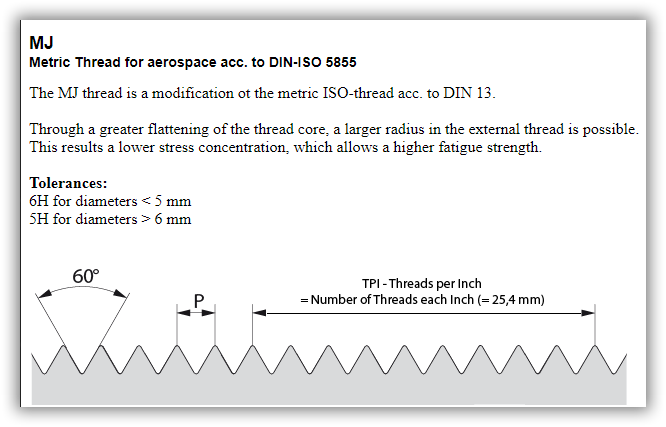
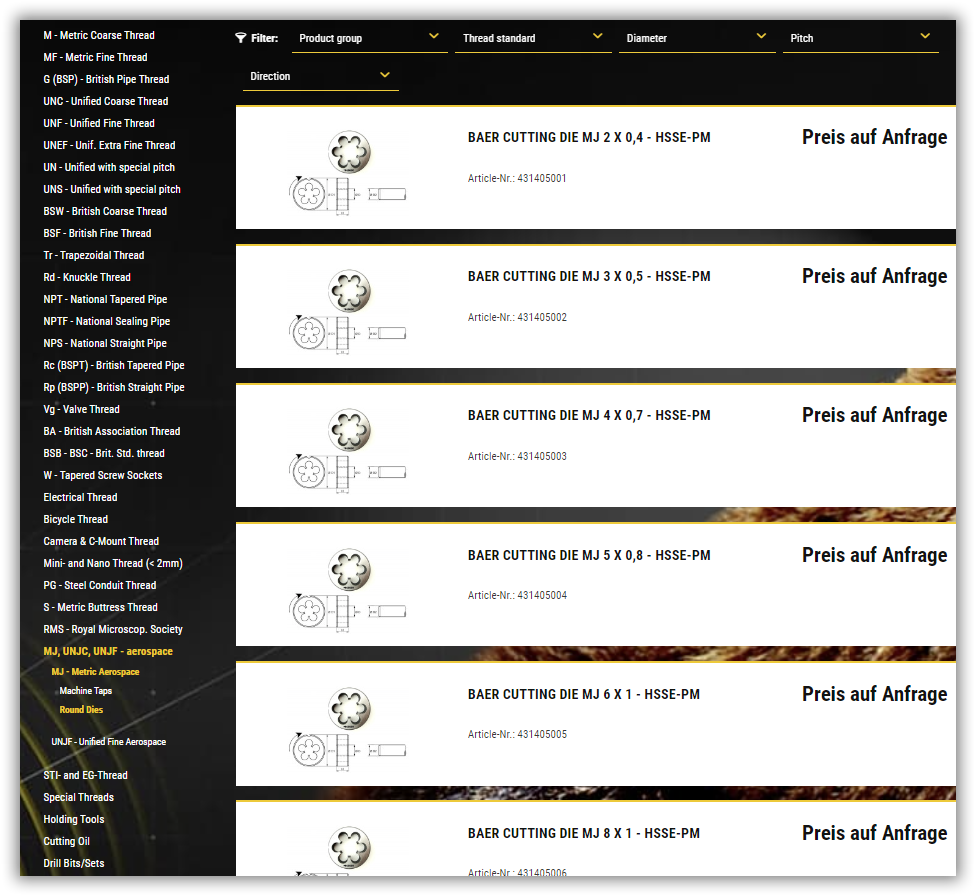
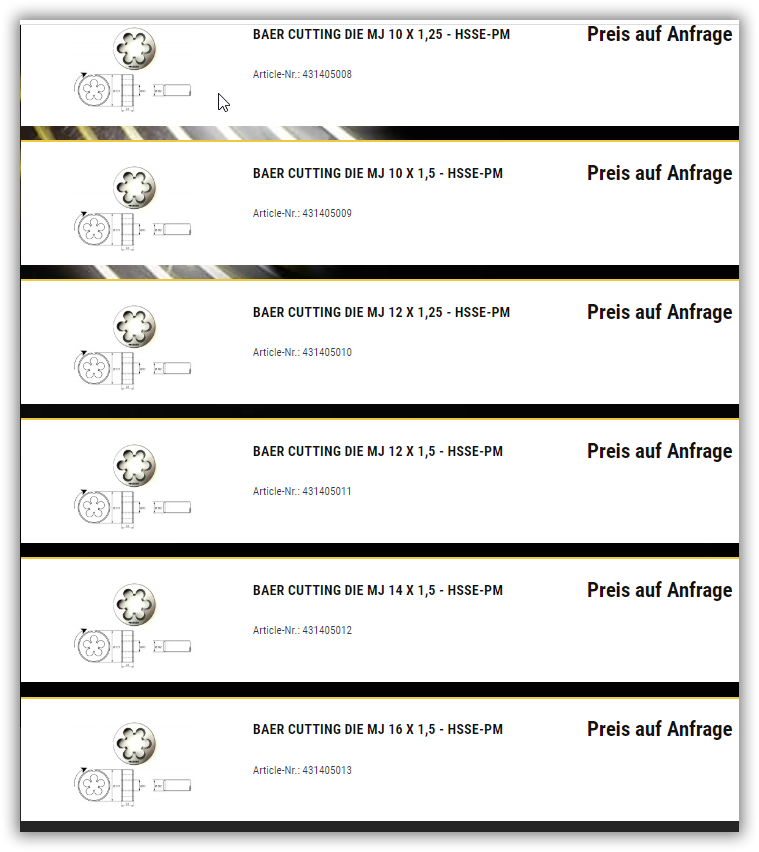
Но нужно отметить, что многие производители в частности JBO, Emuge, Baer https://baer.tools и т.д. изготавливают плашки из порошкового быстрореза под точные резьбы типа MJ стандарт (ГОСТ 30892 или ISO 5855) с допуском 4h
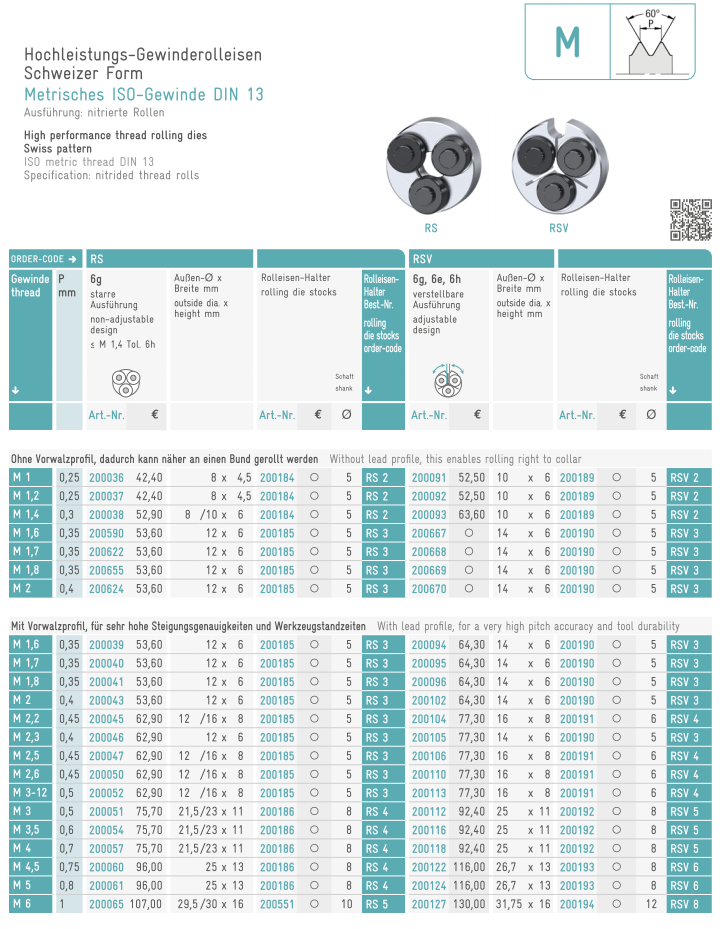
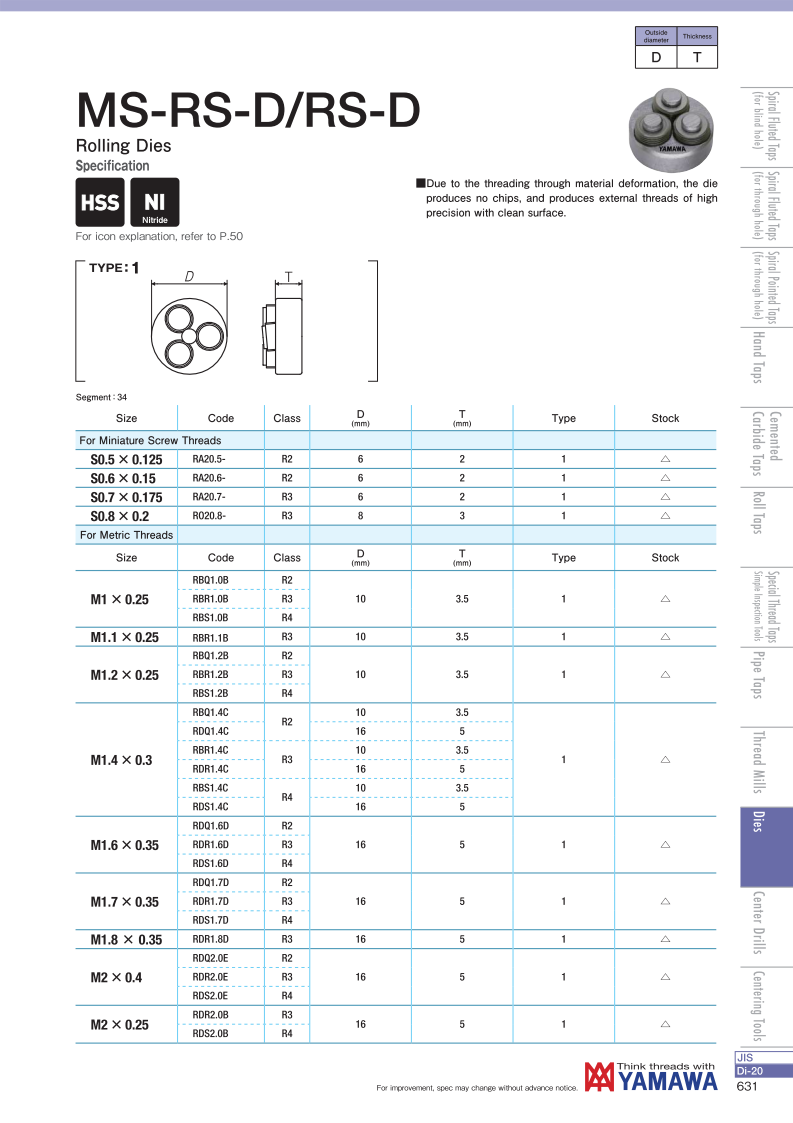
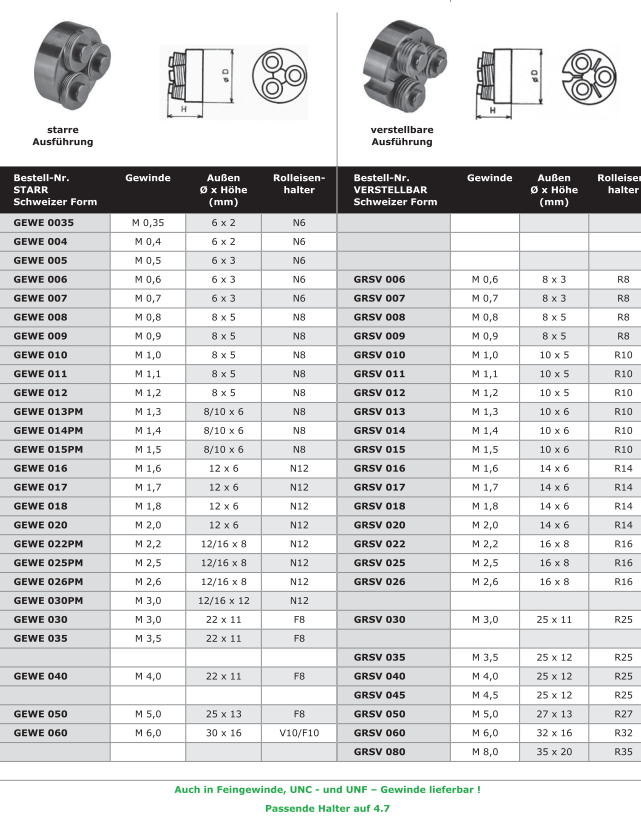
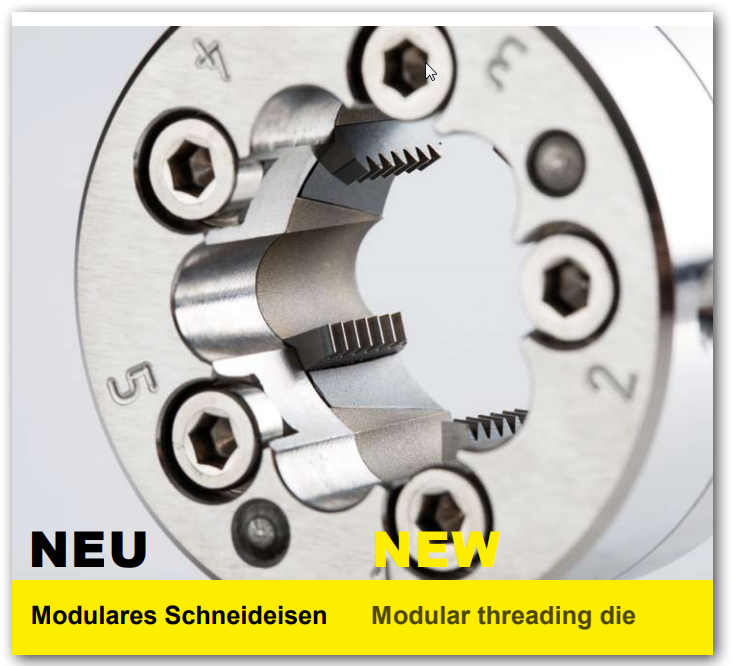
Особенно хочется отметить накатные плашки - отличный инструмент, высокое качество резьбы, длительный срок службы инструмента.
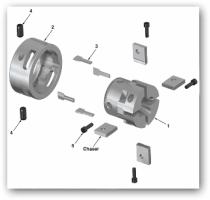
Бывают и различные специальные инструменты:


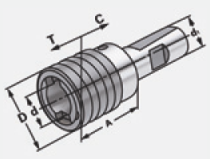
Если говорить про получение резьб различными резьбонарезными головками, резьбонакатными головками, то как правило это уместно для крупносерийного и массового производства.
Основными производителями таких приспособлений являются
Harold Habegger SA www.habegger-sa.com
Среди отечественных предприятий стоит отметить:

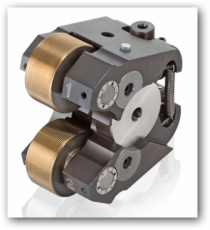






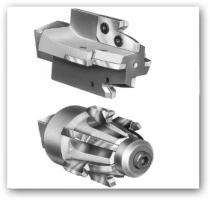



Выбор различных конструкций довольно большой, особенностей применения такого инструмента тоже весьма много, поэтому в этой обзорной статье мы только указали данный метод.
Демонстрационные видео:
LMT Fette Christmas Tree, Thread Rolling on a CNC-Lathe, LMT USA.mpg
Обработка видео...
New EVOline axial thread rolling head | LMT Tools
Обработка видео...
LMT Fette Threadrolling Animation on CNC Lathe_LMT USA.mpg
Обработка видео...
Wagner Axial Thread Rolling
Обработка видео...
Использование материалов сайта возможно только с письменного разрешения администрации сайта и активной гиперссылкой на источник.
Свяжитесь с нами
Оставьте свое сообщение и мы свяжемся с вами, чтобы предложить лучшие условия сотрудничества!
Звоните: (812) 407-37-03
Пишите: order@carbidetool.ru
ООО «ТУЛЭКС» ИНН 7838092179, г. Санкт-Петербург, улица Аэродромная, д. 8, литер А, офис 418