Центр
Твердосплавного
Инструмента
- 8 (812) 407-37-03
- 197348, г. Санкт-Петербург, улица Аэродромная, д. 8, литер А, офис 418
- order@carbidetool.ru
Титан. Особенности обработки резанием и общие рекомендации (точение, фрезерование, сверление, нарезание резьбы)
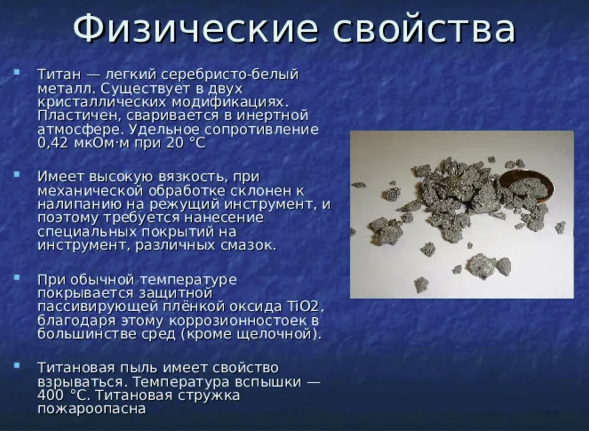
Титан — сочетает в себе высокую прочность, малый вес, коррозионную стойкость во многих агрессивных средах, немагнитность, хорошая жаропрочность при температурах эксплуатации до 500–600 градусов.
Теплопроводность титана почти в 5 раза хуже, а модуль упругости ниже в 2 раза, чем у сталей. Имея примерно в 7 раз меньшую теплопроводность, чем алюминий, титан удерживает тепло в зоне резания, а не рассеивает его через заготовку.
Титан практически мгновенно образует плотный оксидный слой при контакте с кислородом, обеспечивая исключительную коррозионную стойкость, но создавая сложности при резке.
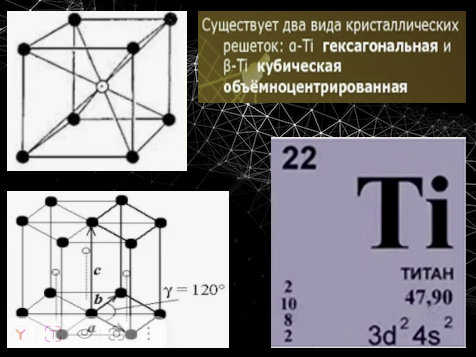
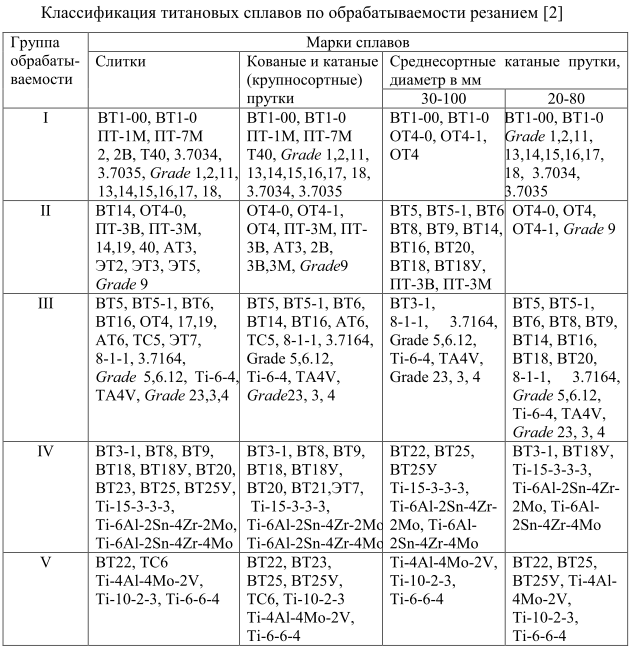
При работе с титаном на станках с ЧПУ крайне важно понимать основные свойства этого исключительного металла. Титан, занимающий 22-е место в периодической таблице, относится к переходным металлам, но его поведение отличает его от большинства конструкционных материалов. Обработка резанием титановых сплавов в основном аналогична обработке нержавеющих сталей. Принято считать, что трудоемкость мехобработки сплавов титана в 2-3 раза больше, чем обычных углеродистых сталей.
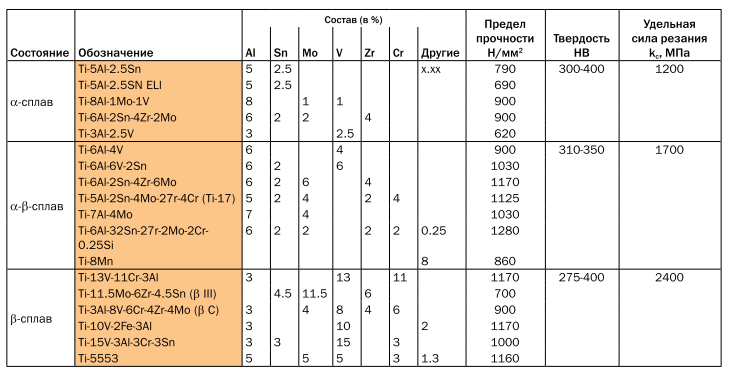
Кристаллическая структура напрямую влияет на поведение материала во время обработки. Многие свойства зависят от методов получения заготовки и ее термообработки. Легирующие элементы оказывают прямое влияние на физические и химические свойства сплавов, а также температурные характеристики и обрабатываемость.

Все титановые сплавы, за небольшим исключением (технический титан, малопрочные сплавы и сплавы на основе b-фазы), обладают пониженной пластичностью при холодной пластической деформации по сравнению с обычными конструкционными материалами – сталями и алюминиевыми сплавами.
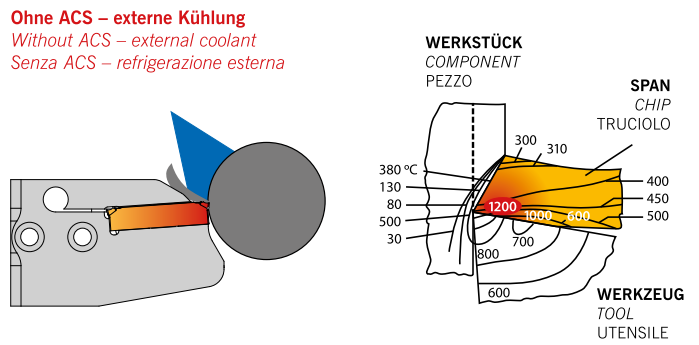
При обработке титана наблюдается значительно меньше площадь контакта между стружкой и инструментом, чем при обработке сталей.
В результате контактное давление увеличивается и теплота трения скольжения стружки по резцу концентрируется на меньшей площади. Поскольку титан имеет очень низкую теплопроводность, это приводит к чрезвычайно высоким температурам инструмента, особенно в области контакта со стружкой. Если при резании стали в контактной области температура достигает 300–350 градусов, то при резании титановых сплавов в тех же условиях температура превышает 1100–1200 градусов. Тепловое расширение в процессе обработки влияет на точность размеров. Риск упрочнения материала резко возрастает при накоплении тепла.
С повышением скорости резания температура в контактной области может повыситься еще выше. Это приводит к перегреву стружки, ее сильному окислению, иногда воспламенению.
Химические свойства титана представляют собой еще один удивительный парадокс. При воздействии кислорода материал быстро образует пассивный оксидный слой (TiO₂), обеспечивая превосходную коррозионную стойкость. (поэтому при резании титана необходимо вершину резца располагать на глубине, превышающей толщину газонасыщенного слоя или, по крайней мере, избегать попадания ее в зону повышенной твердости).
Титан демонстрирует то, что металлурги называют химическим сродством со многими инструментальными материалами, особенно при повышенных температурах. Это означает, что титан буквально стремится соединиться с режущими инструментами, что приводит к:
- нарост на режущей кромке режущих инструментов
- повышенное трение в зоне резания
- адгезия материала к поверхностям инструмента
- преждевременный выход инструмента из строя вследствие химической диффузии
- налипание и приваривание стружки к режущей кромке
Такое химическое поведение помогает объяснить, почему для обработки титана часто требуются специальные инструменты с покрытием и большое количество охлаждающей жидкости.
С целью уменьшения износа поверхности резца, предотвращения налипания и приварки к нему титана при резании следует принимать активные меры для снижения температуры на рабочей кромке резца.
В качестве смазочно-охлаждающих жидкостей (СОЖ) используют сульфуризованные и растворимые масла, углекислоту СО2 (сухой лед), а так же аэрозоли воды и масел, имеющих высокую охлаждающую способность, стабильность параметров при высоком давлении и температуре в зоне резания, противозадирные присадки. Без надлежащего управления температурным режимом срок службы инструмента может сократиться на 70-80% по сравнению с обработкой стальных деталей. Даже кратковременные перебои в подаче охлаждающей жидкости могут привести к катастрофическому выходу инструмента из строя в течение нескольких секунд.
Радикальным средством является небольшое повышение температуры металла до 300–400 градусов. При этом у большинства титановых сплавов сопротивление сдвигу снижается почти в 2 раза при незначительном окислении, вязкость становится несколько ниже, чем при комнатной температуре, и сопротивление резанию резко уменьшается, что позволяет повысить скорость резания в несколько раз. Нагрев поверхности металла на глубину, необходимую для резания, осуществляется от индуктора, перемещающегося впереди резца.
Жесткость СПИД в целом при обработке титана имеет очень важное значение.
Титановые сплавы независимо от химического состава и механических свойств значительно упрочняются при обработке, что часто вызывает необходимость проведения межоперационных отжигов.
Низкие антифрикционные свойства титана и титановых сплавов могут вызывать налипание металла на рабочие поверхности инструмента, снижают его стойкость и могут приводить к разрушению изделий. Титановые сплавы, особенно повышенной прочности, имеют значительную чувствительность к концентраторам напряжений в виде надрезов, царапин и другим поверхностным дефектам, что вызывает необходимость зачистки кромок заготовок в местах деформации.
Листы из титановых сплавов имеют заметную анизотропию физических и механических свойств вдоль и поперек волокна, что необходимо учитывать как штамповке, так и при обработке резанием и назначением допусков.
Сильная склонность титана к упрочнению при обработке один из важных моментов в назначении стратегии обработки и режимов резания. В процессе резки титан деформируется, и его кристаллическая структура изменяется, что значительно увеличивает твердость и сопротивление дальнейшей деформации. Такое поведение проявляется несколькими способами:
- упрочнение поверхности приводит к образованию слоя, который становится все труднее резать.
- при прерывистых разрезах материал имеет различную твердость.
- вибрация или дребезжание значительно увеличивают процесс упрочнения материала.
- точки входа и выхода инструмента подвергаются более сильному закаливанию.
Применяются специальные стратегии резания, которые обеспечивают стабильное образование стружки и минимизируют эффекты упрочнения материала. Это включает в себя оптимизированные скорости подачи, специализированную геометрию инструмента и строгий контроль вибрации на протяжении всего процесса обработки.
----------------------------------------------------------------------------------------------------
Выбор правильного инструментария
Вы когда-нибудь задумывались, почему одни титановые детали получаются безупречными, а другие — совершенно непригодными? Секрет не только в станке, но и в режущей кромке, которая соприкасается с металлом. Правильный выбор инструмента превращает титан из пугающего материала в материал вдохновляющий.
Выбор подходящего режущего инструмента для обработки титана — это важнейшее решение, влияющее на качество, стоимость и эффективность. Правильный инструмент сочетает в себе передовые технологии нанесения покрытий и оптимизированную геометрию, чтобы противостоять уникальным особенностям обработки титана и обеспечивать исключительные результаты.
Начнем по порядку...
Токарная обработка.Основными механизмами износа при обработке титана являются лункообразование и пластическая деформация. Под влиянием главного угла в плане характер износа не меняется, меняется только степень износа. Интенсивность износа и эффективность процесса резания в целом очень сильно зависят от количества выделяемого тепла. Контролировать температуру в зоне резания можно за счет изменения скорости, толщины стружки и глубины резания. Таким образом, повлиять на износ инструмента можно, изменив форму пластины или угол в плане.
Наиболее подходящими марками твердого сплава являются марки содержащие 6-10% кобальта для повышения сопротивления разрушению, субмикронная зернистая структура карбида вольфрама для прочности кромки, сбалансированное соотношение твердости и ударной вязкости, оптимизированное для прерывистой резки.
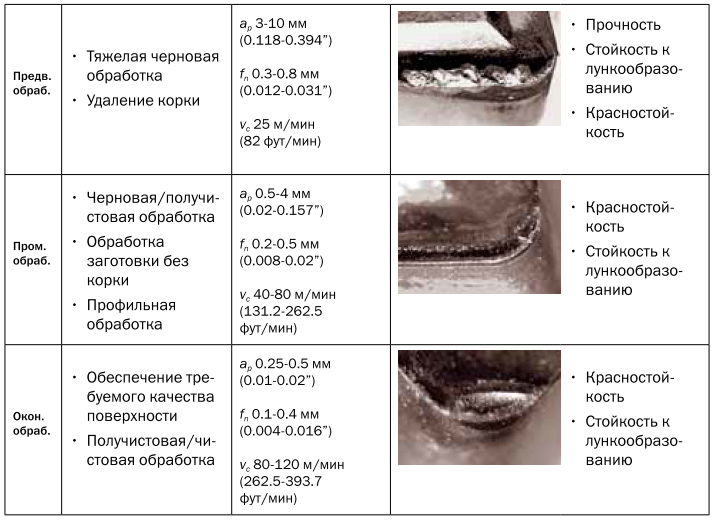
Титановые поковки с неравномерной коркой, обычно проходят отжиг или старение.
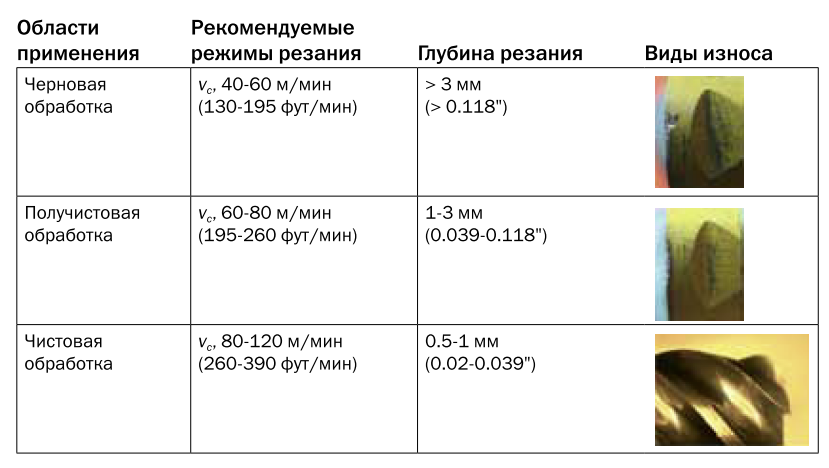
Черновая обработка ведется на невысоких скоростях с большой подачей и глубиной (глубина резания более дефектного слоя). Применяются пластины как без покрытия, также и с износостойким покрытием на динамически прочной основе, с большими радиусами, передними углами и упрочняющими фасками, угол в плане чаще выбирают 45 градусов с минимальным вылетом инструмента.
Твердосплавные инструменты с размером зерна от 0,5 до 0,8 микрон обеспечивают наилучшую производительность при обработке различных титановых сплавов. Более мелкая зернистая структура обеспечивает превосходное сохранение остроты кромки, но может оказаться слишком хрупкой для тяжелых черновых операций.
Из отечественных марок твердого сплава предпочтение стоит отдать сплавам ВК8 и ВК10-ХОМ. Режимы: скорость резания скорость 25–35 м/мин, подача 0,4–0,8 мм/об, глубина резания не менее 2 мм.
На данном этапе обработки обычно предъявляются повышенные требования к мощности и жесткости станка.
Силы резания и высокие температуры являются причиной изменения микроструктуры материала, что, в свою очередь, может привести к изменениям микротвердости, к пластической деформации и к остаточным напряжениям в поверхностном слое.
Получистовая обработка проходит на более высоких скоростях, меньше требования к мощности станков, обработка как правило проводится с использованием СОЖ, при этом подача СОЖ через сопла под высоким давлением в зону резания позволяет не только снизить износ инструмента, но и значительно повысить производительность обработки. Из отечественных сплавов предпочтительны ВК8 и ВК6-ОМ.
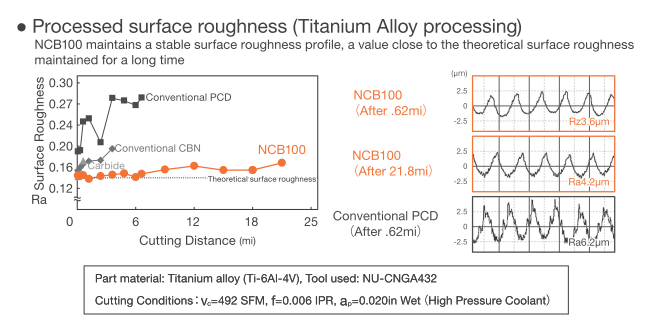
Чистовая обработка требует острых режущих кромок (как правило с шлифованными режущими кромками). Подача СОЖ предпочтительна в зону резания под высоким давлением. На ряду с пластинами из ультрамелкозернистого твердого сплава (как с покрытием, так и без него) применяются пластины с алмазными впайками PCDПоликристаллический алмаз является композитным материалом, состоящим из частиц алмаза, объединенных металлической
связкой. Этот инструментальный материал характеризуется невероятно высокой стойкостью при чистовой обработке титана.
Эксперименты показывают, что поликристаллический алмаз имеет невероятно высокую стойкость на чистовых операциях. В сравнении с твердым сплавом показывает более высокую стойкость при возможности повышения скорости более чем в 2 раза и высокую чистоту обработки. Стойкость инструмента возрастает при применении СОЖ под высоким давлением.
Так же могут применяться для чистового точения титана специальные марки CBN пластин.Бессвязующий кубический нитрид бора (CBN) — это спеченный материал CBN, не содержащий связующего вещества,
в котором нано- и субмикронные частицы CBN непосредственно и прочно связаны между собой.
Благодаря более высокой твердости и теплопроводности по сравнению с обычными марками CBN, он обеспечивает высокую эффективность и длительный срок службы при обработке труднообрабатываемых материалов, таких как титановые сплавы и сплавы Co-Cr.
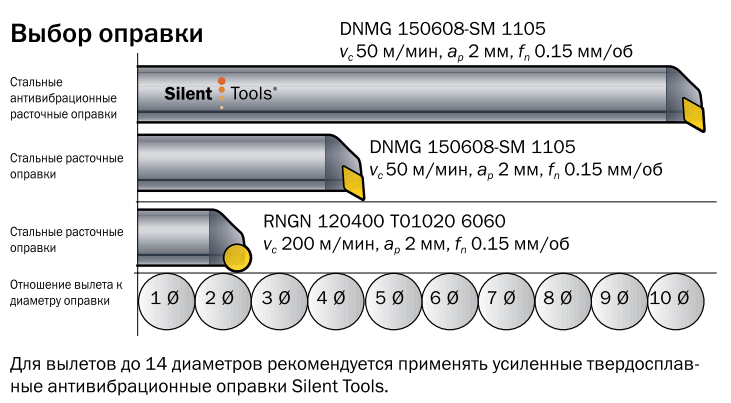
При выполнении расточных операция следует выбирать по возможности большее сечение державок, твердосплавные державки, державки с виброгашением. Применять пластины с меньшими радиусами при вершине с позитивной геометрией. Применять державки с внутренней подачей СОЖ под высоким давлением.
Для успешного осуществления отрезки и обработки канавок необходимо выбирайте пластину с небольшим радиусом при вершине, острыми режущими кромками и соответствующим стружколомом, по возможности выбирать пластины меньшей ширины, применять антивибрационный инструмент, применять державки с возможностью подачи СОЖ под высоким давлением в зону резания. Следует отдать предпочтение современным надежным державкам с улучшенной конструкцией крепления и позиционирования пластины в посадочном месте державки.
Гидравлический клин поднимает стружку, снижает температуры в зоне резания, улучшает стружкодробление
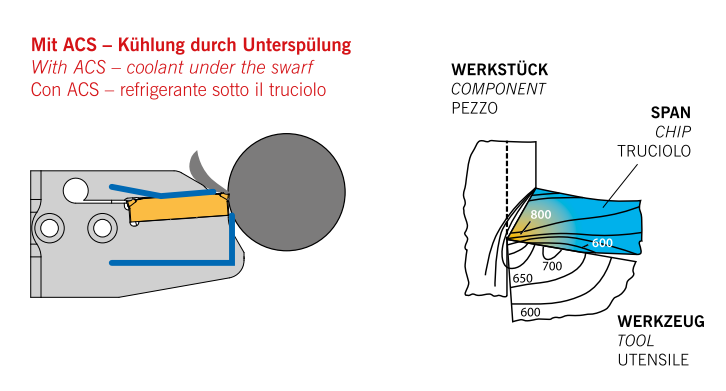
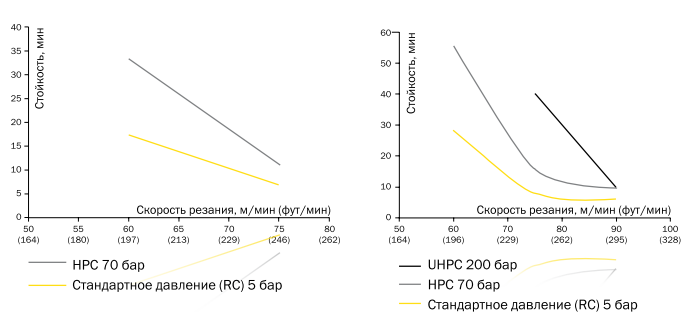
Применение подачи СОЖ под высоким давлением улучшает контроль над стружкообразованием и повышает стойкость пластины, обеспечивайте эффективную эвакуацию стружки.Точность направления подачи СОЖ обеспечивает лучшее охлаждение, что позволяет вести обработку с более высокой скоростью резания. Применение насосов сверхвысокого давления СОЖ до 200 бар, позволяют увеличить стойкость инструмента до 2-3 раз, по сравнению с источником давления СОЖ до 70 бар. Отдельно ниже будет сказано про криогенные средства охлаждения, которые тоже позволяют не только значительно понизить температуру в зоне резания, но и изменить пластичность титановых сплавов и облегчить резание.
Фрезерование.
Обработка титана вызывает определенные трудности. Его высокая удельная прочность приводит к повышению температуры в зоне резания, он химически активен, что может вызывать адгезию, приваривание и налипание стружки на инструмент. При данном сочетании механических,
термических и химических нагрузок наиболее типичным механизмом износа является выкрашивание режущей кромки инструмента.
Для успешной обработки титана необходим оптимизированный инструмент. Однако для обеспечения устойчивого процесса резания одного этого недостаточно: метод обработки также должен быть оптимизирован в соответствии с областью применения.
Современные покрытия: теплоизоляционный барьер.
Хотя твердый сплав является основой, современные технологии нанесения покрытий превращают обычный инструмент в инструмент, способный выдерживать экстремальные условия обработки титана. Три покрытия неизменно превосходят другие при работе с высокими температурами и реакционной способностью титана.
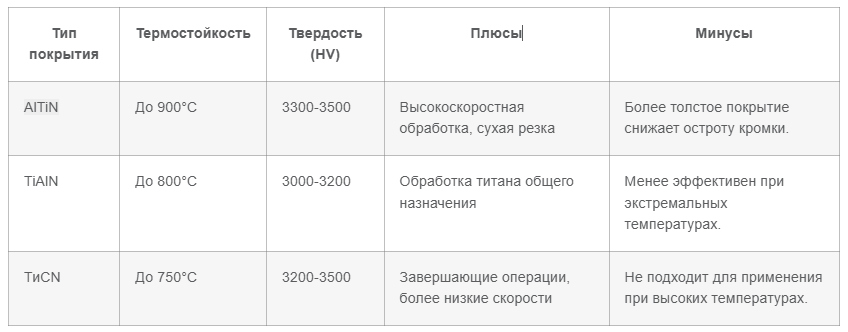
Эти специальные покрытия решают ряд важных проблем при обработке титана:
- они создают тепловой барьер, защищающий карбидную основу от экстремально высоких температур.
- они снижают химическое сродство между титаном и материалами режущих инструментов.
- они уменьшают трение в зоне резания, снижая выделение тепла.
- они обеспечивают повышенную твердость режущей кромки, продлевая срок службы инструмента.
При выборе инструментов с покрытием для обработки титана толщина покрытия становится важным фактором. Хотя более толстое покрытие обеспечивает лучшую защиту от износа на черновых операциях (при работе по корке), но и в тот же момент оно больше скругляет (притупляет) режущую кромку, что особенно важно, учитывая склонность титана к упрочнению при обработке. Оптимальная толщина покрытия обычно составляет от 2 до 4 микрон, обеспечивая баланс между защитой и остротой режущей кромки. Предпочтение отдают PVD покрытиям (они позволяют лучше сохранить остроту режущей кромки).
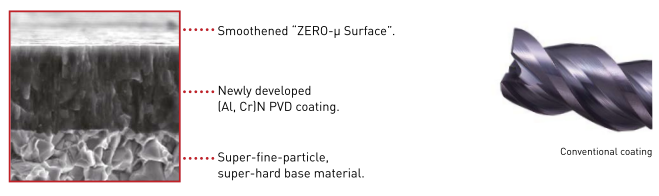
Стоит отметить про современные структурно ориентированные многослойные покрытия, которые не только значительно увеличивают износостойкость, но и обеспечивают высокую гладкость поверхности инструментов, хорошее сцепление между слоев покрытия.
Оптимальная геометрия инструмента для обработки титана
Помимо выбора материала и покрытия, геометрия инструмента играет решающую роль в успешной обработке титана. Правильная геометрия учитывает низкую теплопроводность титана, его высокую прочность и склонность к упрочнению при обработке.
Оптимизация угла резания.
Угол наклона режущей кромки инструмента — угол между поверхностью инструмента и линией, перпендикулярной обрабатываемой поверхности, — существенно влияет на силы резания и тепловыделение. При обработке титана положительные углы наклона от 5° до 15° обеспечивают ряд преимуществ:
- снижены усилия резания и энергопотребление.
- улучшенное удаление стружки из зоны резки.
- снижение упрочнения при деформации за счет более чистого режущего воздействия.
- снижение тепловыделения в зоне контакта инструмента и заготовки.
Однако чрезмерно положительные углы наклона могут ослабить режущую кромку. Это создает тонкий баланс между эффективностью резки и долговечностью инструмента. Обычно рекомендуют более высокие положительные углы наклона для чистовой обработки (10-15°) и более умеренные углы для черновой обработки (5-10°) для сохранения прочности кромки.
Вопросы, касающиеся задних углов.
Угол зазора предотвращает трение между боковой поверхностью инструмента и свежеобработанной поверхностью. При обработке титана правильные задние углы имеют решающее значение из-за эластичности материала и его способности к упругому восстановлению. Оптимальные задние углы обычно находятся в диапазоне:
Основной задний угол: 10-14 градусов, вспомогательный: 15-20 градусов
Относительно большие углы зазора уменьшают трение и тепловыделение вдоль боковой поверхности, но чрезмерный угол снизит прочность кромки. Для достижения оптимального баланса необходимо учитывать конкретный титановый сплав, параметры резки и тип обработки — черновая или чистовая.

Подготовка режущей кромки.
При чистовой обработке титана особое внимание следует уделять микроскопической режущей кромке. Хотя общепринятое мнение предполагает максимально острую кромку, обработка титана часто выигрывает от использования контролируемых методов подготовки кромки:
- заточка: небольшой радиус (0,01-0,03 мм) может укрепить режущую кромку.
- фаски: небольшая плоская поверхность под определенным углом усиливает режущую кромку.
- заточка «водопад»: переменная подготовка кромки обеспечивает сбалансированную производительность.
- доведенные режущие кромки: позволяют снизить трение о материал, уменьшить налипание и упрочнение
Эти микромодификации режущей кромки обеспечивают повышенную прочность без существенного увеличения силы резания. Для высокоточных титановых компонентов часто используют инструменты со специализированной подготовкой кромки, соответствующей конкретным требованиям каждого проекта.
Специализированные конструкции инструментов для обработки титана.
Стандартные режущие инструменты, редко обеспечивают оптимальную производительность при обработке титана. Специально разработанные инструменты, учитывающие особенности обработки титана, дают значительно лучшие результаты:
- переменные углы спирали, уменьшающие гармоники и вибрации.
- неравномерное расстояние между канавками для распределения сил резания
- более глубокие канавки с полированной поверхностью для эффективного удаления стружки.
- усиленные сердечники, минимизирующие деформацию инструмента.
- стружкоразделение в пределах одной режущей кромки
Эти специализированные конструктивные элементы напрямую решают уникальные задачи обработки титана. Хотя такие инструменты обычно стоят дорого, улучшение характеристик — увеличение срока службы инструмента, повышение качества поверхности и возможность достижения более высоких скоростей резания — часто многократно оправдывает затраты.
Выбор правильного инструмента для обработки титана — это не просто выбор самого дорогого варианта. Необходимо понимать, как материал, покрытие, геометрия и элементы конструкции взаимодействуют, чтобы преодолеть присущие титану сложности. При правильном выборе инструмента даже самые сложные титановые детали могут быть обработаны эффективно, точно и экономично.
И тут нужно отдавать предпочтение инструменту тех производителей, которые долгое время активно сотрудничают с крупными компаниями занятыми в обработке деталей из титана и его сплавов и и которые имею серьезную научно исследовательскую базу и производственный потенциал. В частности хочется выделить такие бренды как Stellram (Kennametal), Seco, Iscar, СКИФ-М, Walter, Fraisa, Utilis и др.
Оптимальные параметры резания.
Оптимальный баланс между производительностью и сроком службы инструмента может казаться недостижимым. Но что, если идеальный баланс находится всего в нескольких настройках параметров?
Освоение параметров резания при обработке титана требует понимания тонкого баланса между скоростью, подачей и глубиной резания. Правильное сочетание предотвращает упрочнение заготовки, регулирует тепловыделение и значительно продлевает срок службы инструмента, сохраняя при этом производительность.

Научные основы скорости и подачи при обработке титана
Уникальные свойства титана требуют кардинального переосмысления традиционных параметров обработки. В то время как общепринятая практика для многих металлов предполагает «увеличение скорости, уменьшение подачи» для получения более качественной поверхности, титан подчиняется совершенно иным правилам. Низкая теплопроводность материала в сочетании с его склонностью к упрочнению при обработке создает ситуацию, когда стандартные подходы к параметрам могут быстро привести к неудовлетворительным результатам.
При обработке титана основной проблемой становится нагрев. В отличие от алюминия или стали, которые отводят тепло от зоны резания, титан удерживает тепло в месте контакта инструмента и заготовки. Эта концентрированная температура ускоряет износ инструмента и может вызвать целый ряд проблем, включая упрочнение материала, образование нароста на режущей кромке и преждевременный выход инструмента из строя.
Наиболее важным параметром при обработке титана является скорость резания. Чрезмерная скорость приводит к выделению тепла, которое не может рассеиваться из-за низкой теплопроводности титана.
Оптимальные диапазоны скорости резания обычно находятся в пределах:
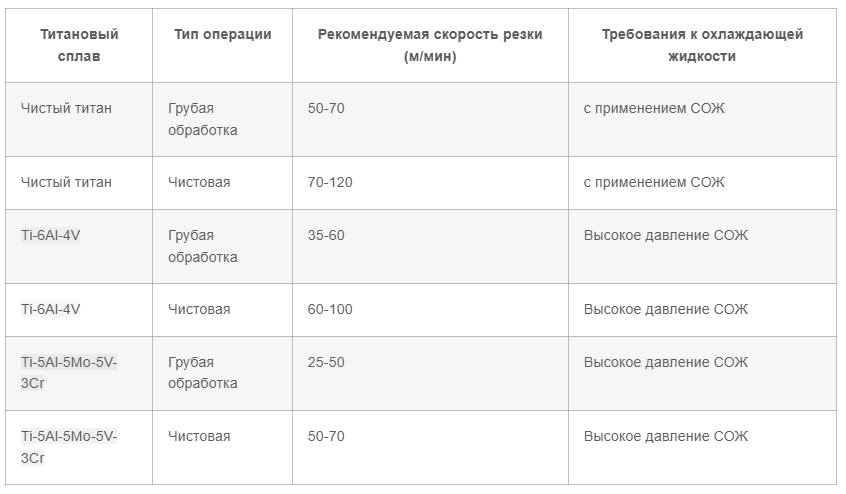
Эти скорости могут показаться консервативными по сравнению со скоростями, используемыми для алюминия или даже стали, но они представляют собой оптимальный баланс между производительностью и сроком службы инструмента для титановых сплавов. Превышение этих диапазонов, даже на 10-15%, может сократить срок службы инструмента на 30-50% и более.
Скорость подачи: нарушение общепринятых правил
Хотя для обработки титана необходимо снизить скорость резания, скорость подачи следует парадоксальной закономерности. В отличие от многих материалов, где меньшая подача улучшает качество обработки, для титана более высокая скорость подачи для многих операций фрезерования является преимуществом. Такой подход предотвращает застревание режущей кромки в одном положении, что привело бы к чрезмерному нагреву и упрочнению материала.
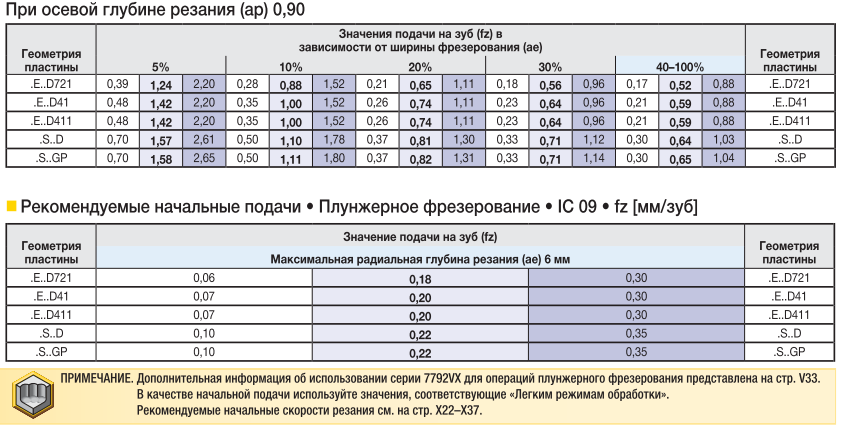
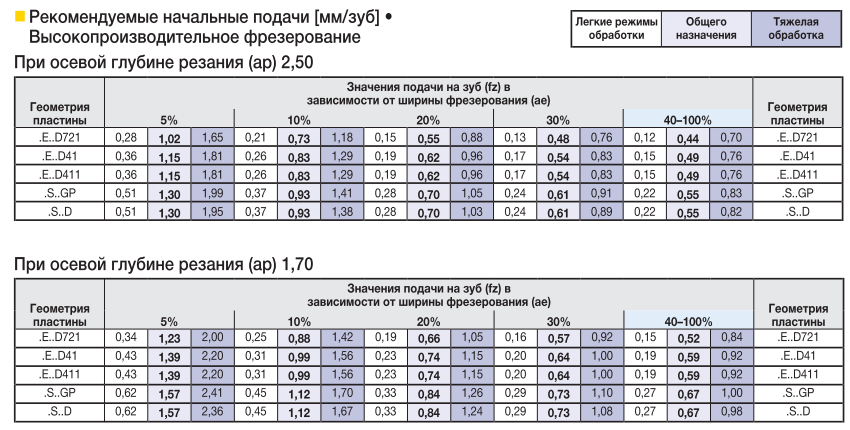
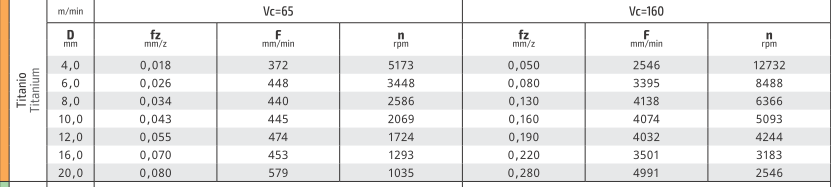
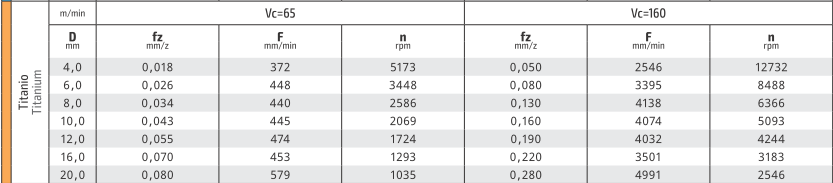
Оптимальная скорость подачи для обработки титана обычно составляет от 0,1 до 0,25 мм на зуб для концевых фрез с пластинами, при этом для меньших диаметров требуется нижняя граница этого диапазона. Для токарной обработки наилучшие результаты обычно достигаются при скорости подачи от 0,1 до 0,4 мм на оборот.
Научная основа этого подхода связана с утонением стружки — явлением, при котором фактическая толщина стружки отличается от запрограммированной скорости подачи из-за углов зацепления инструмента. В случае с титаном поддержание достаточной толщины стружки предотвращает трение инструмента вместо резания, что привело бы к чрезмерному нагреву без эффективного удаления материала.
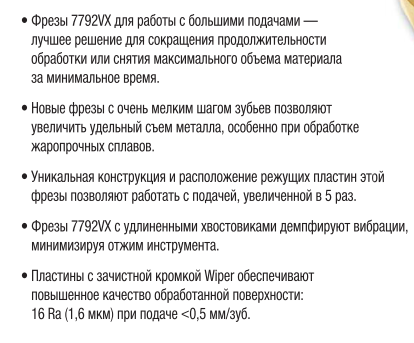
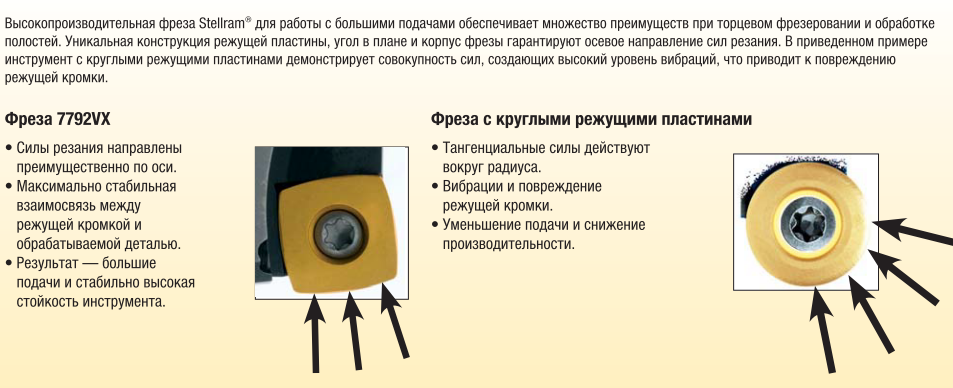
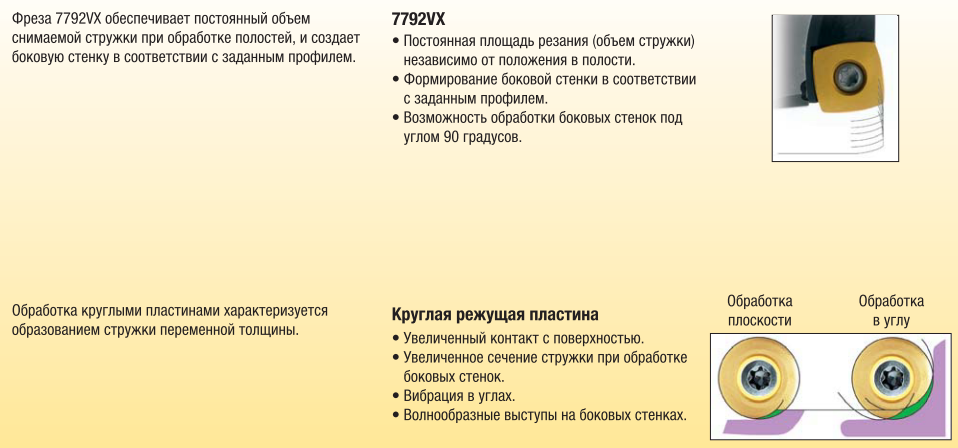
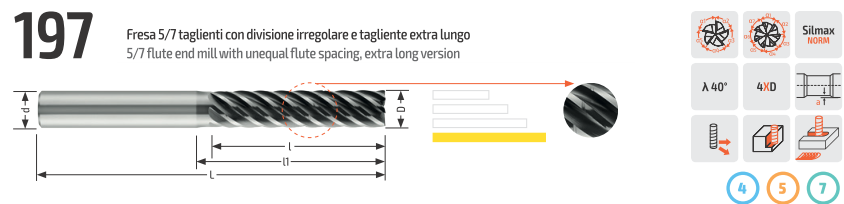
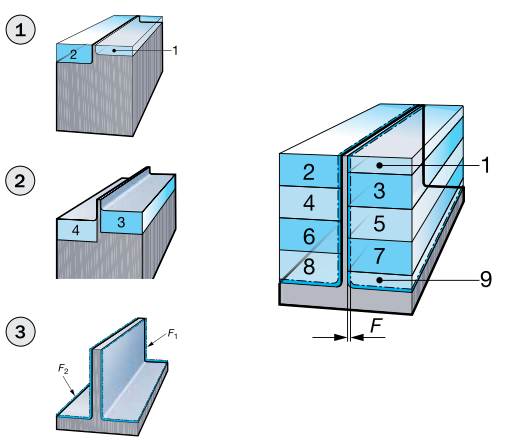
Особенно стоит отметить применение фрез для больших подач, для черновой обработки и максимальной производительности по удалению материала в единицу времени. Пластины в корпусе расположены так, что большая часть силы резания имеет направление по оси шпинделя.
Обработка проходит при небольшой глубине резания, но с очень большими подачами на зуб. Для примера приведем фрезы Kennametal (Stellram).

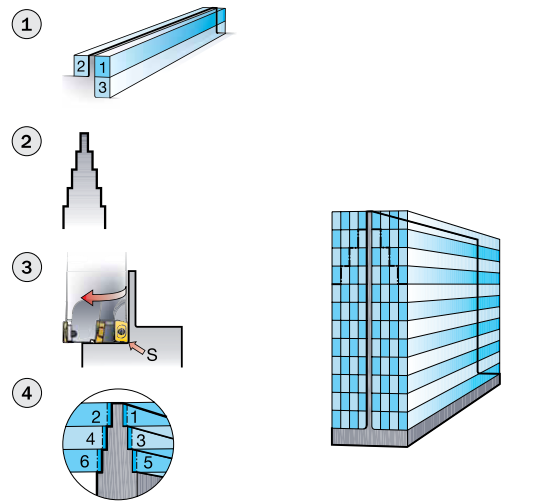
Отдельно стоит рассматривать фрезы для обработки уступов, особенно многорядных фрез. В виду ограниченности в рамок данной статьи можно отметить лидеров Kennametal и СКИФ-М - при этом за СКИФ-М мировое первенство по удалению титана в единицу времени на уникальных мощных тяжелых станках..

Глубина и ширина стратегий среза
Помимо скорости и подачи, глубина и ширина резания существенно влияют на успешность обработки титана. Эти параметры влияют на зацепление инструмента, силы резания и распределение тепла по всей зоне резания.
Глубина резания: закапывайте глубоко, а не широко.
При черновой обработке титана монолитными фрезами, более глубокие проходы часто дают лучшие результаты, чем более широкие. Глубина прохода в 1-2 раза превышающая диаметр инструмента, при уменьшенной ширине прохода (30-40% от диаметра) обычно дает лучшие результаты, чем более мелкие, но более широкие проходы.
Такой подход:
- направляет силы резания вдоль оси, а не по радиусу, уменьшая отклонение.
- задействует инструмент в более толстом материале, вдали от ранее упрочненных поверхностей.
- использует всю длину канавки, распределяя тепло по большей части режущей кромки.
- сокращает количество необходимых проходов, сводя к минимуму повторные циклы нагрева.
При чистовой обработке меньшая глубина (0,1–0,8 мм) в сочетании с соответствующей скоростью подачи обеспечивает точность размеров, сохраняя при этом достаточную толщину стружки для предотвращения трения.
Черновое и чистовое фрезерование рекомендуется выполнять на разных станках с применением специализированного инструмента
Чистовое фрезерование рекомендуется выполнять на четырех- и пятикоординатном оборудовании с современным программным обеспечением. Это позволит обеспечить высокую геометрическую точность и высокое качество обработанной поверхности.
Управление накоплением тепла, ширина резания
Ширина резания, или перекрытие, играет решающую роль в управлении тепловыми процессами при обработке титана. Традиционные высокоэффективные стратегии фрезерования, использующие малое перекрытие на высоких скоростях, плохо подходят для обработки титана из-за его плохих тепловых свойств.
Для оптимальной обработки титана следует рассмотреть следующие стратегии перекрытия:
Черновая обработка: 30-40% от диаметра инструмента для баланса между скоростью съема материала и тепловыделением.
Получистовая: 25-35% для поддержания производительности при одновременном снижении тепловой нагрузки.
Чистовая: 10-20% для элементов ребер, чтобы минимизировать прогиб и упрочнение материала.
Специализированные траектории движения инструмента обеспечивают постоянное радиальное зацепление на протяжении всего процесса резания, предотвращая резкие скачки нагрузки, которые могут привести к поломке инструмента при обработке титана.
Стратегии входа и выхода
Пожалуй, самые уязвимые моменты при обработке титана возникают при входе и выходе инструмента из материала. Эти переходы создают мгновенные условия, в которых силы резания, образование стружки и тепловыделение резко изменяются, что часто приводит к преждевременному выходу инструмента из строя.
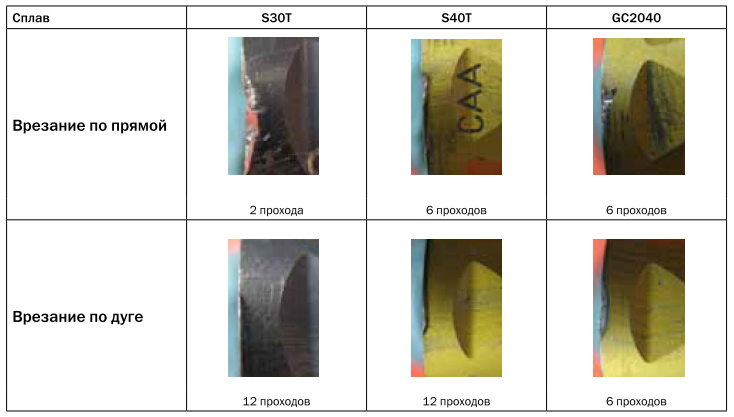
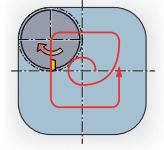
Движения при входе по дуге
Традиционный линейный вход в титан создает внезапный удар, который может мгновенно сколоть режущую кромку. Вместо этого программирование дугообразных движений входа обеспечивает ряд важнейших преимуществ:
- постепенное вовлечение: Инструмент постепенно захватывает материал, создавая нагрузку на стружку постепенно, а не мгновенно.
- распределенные ударные силы: Изогнутый вход распределяет первоначальный удар по большей части режущей кромки, а не концентрирует его в одной точке.
- уменьшение начального теплового всплеска: Постепенное включение предотвращает скачки температуры, возникающие при прямом линейном вводе.
- минимальное упрочнение: Плавный вход снижает склонность материала к затвердеванию во время начального зацепления.
Для достижения оптимальных результатов радиус дуги входа должен быть не менее 2-3 раз больше диаметра инструмента, при этом дуга должна начинаться за пределами материала, когда это возможно.
При периферийном фрезеровании специалисты Sandvki рекомендуют назначать ширину резания из соображения снижения толщины стружки на выходе режущей кромки из материала.

Оптимизированные стратегии выхода
Не менее важными для стратегий входа являются контролируемые методы выхода. Когда инструмент выходит из титана, внезапно уменьшившаяся нагрузка стружки и силы резания могут привести к "вгрызанию" инструмента или образованию заусенцев на заготовке.
Эффективные стратегии выхода включают:
- откатные выходы: Программирование постепенной дуги, которая выкатывает инструмент из материала, а не выходит резко.
- выходы с пониженной скоростью подачи: Автоматическое снижение скорости подачи на 20-30% в последние моменты захвата материала.
- подъем на фрезерные выходы: Обеспечение выхода инструмента в режиме фрезерования с подъемом, что естественным образом снижает силу выхода.
- использование ведущего угла: Использование инструментов с соответствующими углами опережения, которые помогают поддерживать постоянное усилие резания при выходе.
Оптимизация стратегий входа и выхода может увеличить срок службы инструмента на 30-50% при обработке титана, даже без изменения других параметров резания.
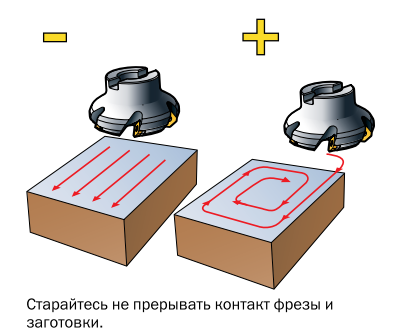
При обработке титана постоянство зацепления инструмента, пожалуй, важнее скорости или подачи. Традиционные траектории движения инструмента часто создают ситуации, когда зацепление инструмента резко меняется на протяжении всего резания, что приводит к колебаниям сил резания, нагреву и преждевременному выходу инструмента из строя.
Концепция управления зацеплением инструмента направлена на поддержание постоянной нагрузки на стружку в течение всего процесса обработки. Этот подход коренным образом меняет взаимодействие инструмента с материалом, что приводит к:
- более стабильные усилия резания
- равномерное распределение тепла по всему инструменту
- снижение вибрации и дребезжания
- значительное увеличение срока службы инструмента
- возможность использования более высоких параметров резки
Стратегии управления зацеплением инструмента обеспечивают увеличение срока службы инструмента на 40-70% по сравнению с традиционными подходами, даже при сохранении или увеличении скорости съема материала.
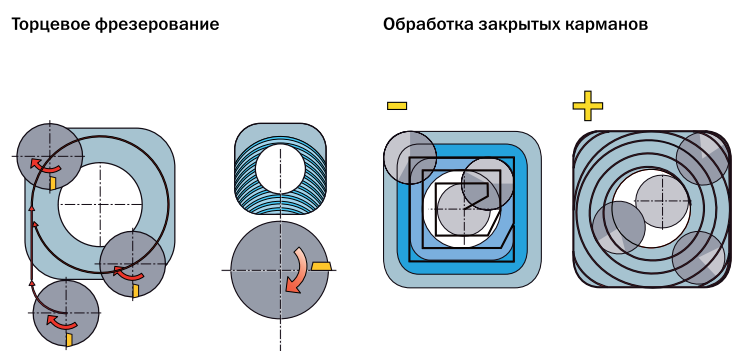
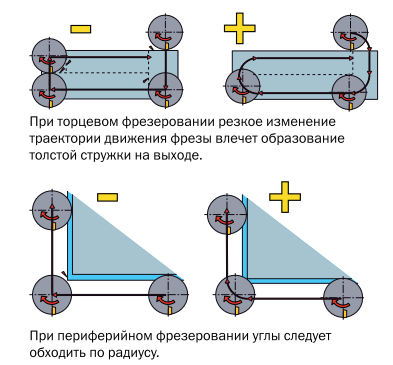
Торцевое фрезерование
- для плавного врезания фрезы в заготовку следует задавать траекторию по дуге и при этом снижать подачу
- применяйте попутное фрезерование для благоприятного стружкообразования: при врезании формируется более толстая стружка, на выходе – более тонкая
- избегайте лишних врезаний и выходов из заготовки
Фрезерование уступов
- попутное фрезерование является предпочтительным методом при обработке уступов, так как необходимо обеспечить угол 90º
- обработка уступа должна осуществляться таким образом, чтобы усилия резания были направлены к опорным точкам зажимного приспособления. (поэтому в отдельных случаях возможно применение встречного фрезерования)
- выбор шага фрезы зависит от жесткости всей технологической системы в целом, включающей станок, заготовку и систему крепления, а также от свойств обрабатываемого материала
- на станках с размером шпинделя ISO 40 и менее из-за ограниченной жесткости рекомендуется использовать фрезы с крупным шагом
- чем больше глубина резания, тем выше риск возникновения вибраций, поэтому рекомендуется вести обработку с пониженной скоростью резания
- при возникновении вибраций, необходимо снизить скорость резания (v c ) и увеличить подачу на зуб (f z ) при условии соблюдения рекомендаций по толщине срезаемой стружки (h ex )
- убедитесь, что мощность станка соответствует выбранным режимам резания
Профильное чистовое фрезерование монолитными фрезами- рекомендуется работать с шириной фрезерования (a e ) менее 40% от диаметра фрезы для уменьшения толщины стружки
- увеличивайте глубину резания для сокращения числа проходов
- используйте всю длину режущие кромки
- контролируйте ширину фрезерования (a e ), если она составляет менее 20% от диаметра фрезы, чтобы сократить нагрузку на
режущие кромки и иметь возможность назначить оптимальные режимы резания
- небольшая ширина фрезерования (a e ) уменьшает отжатие инструмента
- используйте инструмент с высокой изгибной жесткостью для достижения высокой размерной и геометрической точности
обработанной поверхности
- используйте метод попутного фрезерования для снижения тепловыделения и повышения стойкости инструмента
Обработка пазов
- размер фрезы, шаг зубьев и расположение фрезы должны обеспечивать условие, при котором в резании находится, по крайней мере, один зуб
- контролируйте толщину срезаемой стружки для достижения оптимального значения подачи на зуб
- снижайте подачу при врезании в начальный момент, так как на выходе зубьев из резания образуется толстая стружка
- для обработки глубоких и узких пазов выбирайте трехсторонние дисковые фрезы, так как они обеспечивают высокую стабильность и производительность
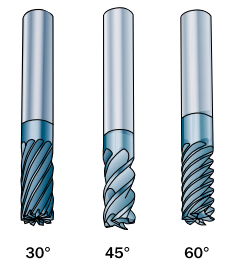
Для чистовой обработки – используйте фрезы с большим углом подъема винтовой канавки
Для черновой обработки – используйте фрезы с небольшим углом подъема винтовой канавки, так как они более прочные
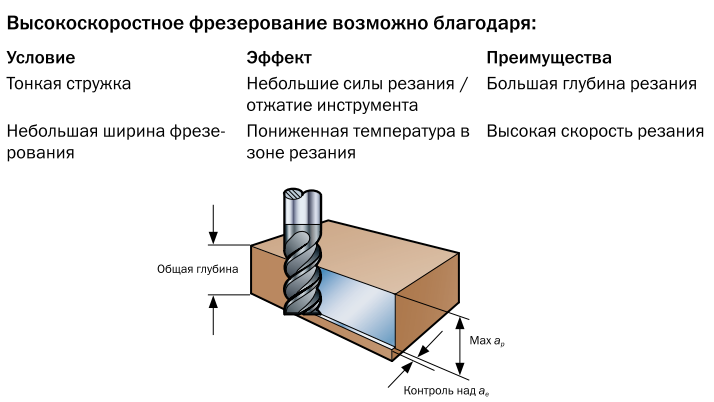
Высокоскоростная обработка
Данный вид обработки осуществляется с высокой частотой вращения инструмента. Для высокоскоростного фрезерования широко используются цельные твердосплавные концевые фрезы, так как они предлагают следующие преимущества:
- обеспечивают высокую производительность обработки титана
- обеспечивают возможность обработки с большой глубиной резания по отношению к диаметру фрезы за счет большой эффективной длины режущей кромки
Высокоскоростная обработка предполагает высокую частоту вращения инструмента и большую глубину резания (a p ) при небольшой ширине фрезерования (a e ) и низкой подаче на зуб (f z ).


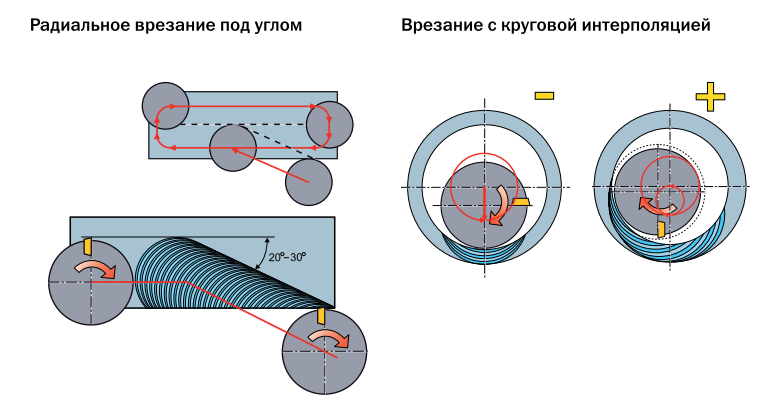
Винтовая интерполяция
- один инструмент для обработки отверстий разных диаметров, формы и глубины
- высокая скорость съема материала, меньше заусенцев
- для станков любых типов и конфигураций
- круглость отверстий лучше, чем при растачивании/сверлении
- снижение вибраций
Практические рекомендации
- заход в просверленное отверстие рекомендуется осуществлять с max шириной фрезерования, равной 30%
от диаметра фрезы
- осуществляйте осевую подачу с одновременным круговым врезанием
- попутное фрезерование обеспечивается движением инструмента против часовой стрелки
- при обработке углов задавайте максимально возможный радиус закругления

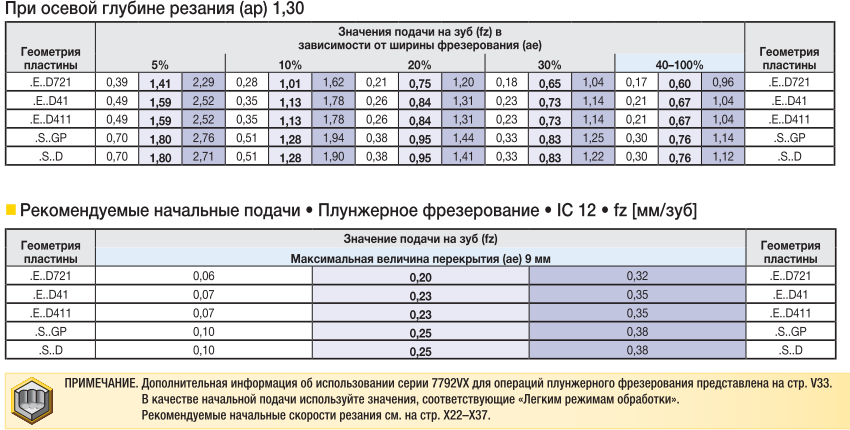
Плунжерное фрезерование
- обработка в тяжелых условиях: низкая жесткость системы, большой вылет инструмента
- для инструмента с вылетом более 4 × D c
- для получистовой обработки углов
- при ограниченных мощности или крутящем моменте станка
- горизонтальное положение шпинделя облегчает эвакуацию стружки
Практические рекомендации
- осуществляйте врезание с осевой подачей
- ведите обработку торцем фрезы (не периферией)
- постепенно уменьшайте глубину врезания для снижения вибраций
- рекомендуемый шаг между проходами фрезы не более 0.75 от ее диаметра
- в выборках рекомендуется начинать обработку от дна с постепенным подъемом
- используйте сверление и плунжерное фрезерование при обработке узких пазов для облегчения эвакуации стружки

Фрезерование с малой шириной контакта (трохоидальное фрезерование)
Трохоидальное фрезерование представляет собой одно из наиболее значительных достижений в области технологий обработки титана. Вместо обычных линейных движений резания при трохоидальном фрезеровании используется серия круговых движений резания в сочетании с поступательным движением.
Математика трохоидального фрезерования заключается в создании кругового движения инструмента с диаметром, меньшим, чем сам инструмент, при одновременном продвижении вперед. Это создает эффект "кругового паза", который поддерживает постоянную нагрузку стружки даже при открытии широких карманов или каналов.
Для достижения оптимальных результатов обработки титана обычно программируют трохоидальные траектории с:
- диаметр окружности: 40-60% от диаметра инструмента
- шаг вперед: 10-15% диаметра инструмента
- осевая глубина: До 1× диаметра инструмента (в зависимости от жесткости станка)
Эти параметры создают идеальные условия для резки титана, позволяя значительно увеличить скорость резания и подачу по сравнению с традиционными подходами.

Это идеальный метод для обработки таких труднообрабатываемых материалов, как титан.
- черновая обработка закрытых выборок, карманов и канавок
- идеальный выбор для обработки пазов, когда необходимо снизить вибрации
Практические рекомендации
- метод предъявляет повышенные требования к программированию и возможностям станка
- программируйте врезание и выход из резания по круговой траектории с небольшим радиальным шагом
- максимальная ширина фрезерования (a e ) не должна превышать 20% от диаметра фрезы
Преимущества
- контролируемая величина дуги контакта инструмента ведет к уменьшению усилий резания и позволяет повысить глубину
резания
- используется вся длина режущей кромки, что позволяет равномерно распределить температуру и износ, в результате повышается стойкость в сравнении с традиционным фрезерованием
- применение инструмента с большим количеством режущих кромок позволяет увеличить подачу без риска снижения стойкости

Фрезерование в углах
Это многопроходный метод получистовой обработки, используемый для снятия припуска в углах, который невозможно снять инструментом большего диаметра, применяемым для предварительной обработки
Область применения
- корпусные детали летательных аппаратов
- штампы и пресс-формы
- для успешного применения метода обработки в углах необходим станок с хорошей динамической стабильностью и функцией контроля снижения подачи центра инструмента
- для данного метода необходим цельный твердосплавный инструмент
Практические рекомендации
- не требуется врезание и выход из резания по касательной
- многопроходная стратегия с последовательным съемом материала обеспечивает постоянную небольшую ширину
фрезерования и низкие усилия резания
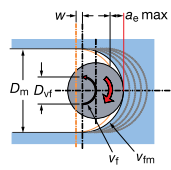
- подача центра инструмента (v f ) должна быть уменьшена по сравнению с подачей периферийной части инструмента (v fm )
- последовательно уменьшайте подачу для каждого прохода, так как отношение диаметра круговой траектории перемещения фрезы (D vf ) к диаметру отверстия (D m ) постоянно растет по мере приближения к окончательному размеру угла
Преимущества
- высокая скорость резания – небольшое время контакта режущей кромки и заготовки
- большая глубина резания – низкие усилия резания
- большая подача – небольшая толщина стружки
Методы оптимизации углов
Углы представляют особую сложность при обработке титана из-за резкого изменения направления на 90 градусов (или другой угол). В этих местах возникают следующие проблемы:
- повышение вовлеченности материалов
- замирание инструмента при изменении направления движения
- плохое удаление стружки во внутренних углах
- повышенные силы резания и вибрации
Передовые технологии обработки траекторий решают эти проблемы с помощью специальных угловых стратегий.
Спиральные углы
Вместо того чтобы подходить к углам с помощью традиционных линейных движений, спиралевидные траектории превращают резкие изменения направления в плавные, непрерывные движения резания. Такой подход:
- устранение замираний при смене направления движения
- поддерживает постоянное взаимодействие с инструментом на протяжении всего угла
- значительно снижает вибрацию и дребезжание
- предотвращает закалку, которая обычно происходит в титановых углах.
Программирование спиральных углов обычно включает в себя установку минимального параметра радиуса угла в 30-50% от диаметра инструмента, что позволяет программному обеспечению CAM автоматически генерировать оптимизированные угловые траектории.
Динамическая регулировка подачи
Другой эффективный подход заключается в динамической регулировке скорости подачи на углах для компенсации изменяющихся условий резания. Современные CAM-системы могут автоматически снижать скорость подачи на 20-40% при обработке углов, а затем постепенно возвращаться к полной подаче при выходе инструмента из угловой области.
Эта техника особенно ценна при обработке титана аэрокосмические компоненты со сложной геометрией с многочисленными углами и изменениями направления. Оптимизация подачи обеспечивает постоянную силу резания на протяжении всей траектории инструмента.
Оптимизация обработки заготовок.
Обработка остатков - процесс удаления материала, оставленного более крупными инструментами, - представляет собой уникальную проблему для титана. Оставшийся материал часто образует тонкие стенки или секции, которые подвержены вибрации, прогибу и закалке.
Передовые стратегии обработки титана включают в себя:
- анализ припуска: Точные 3D-расчеты позволяют точно определить, где остается материал, что исключает неожиданные пропилы по всей ширине.
- траектории: Программирование специализированных дорожек, обеспечивающих постоянное сцепление даже при работе с остатками материала неправильной формы.
- расфрезеровка кармана: Использование алгоритмов для создания плавных, непрерывных траекторий, которые эффективно очищают оставшийся материал, избегая при этом резких изменений направления.
- улучшение трассировки: Применение специализированных алгоритмов, которые определяют и эффективно обрабатывают участки, где предыдущие инструменты оставили материал в углах или вдоль стен.
Эти методы обеспечивают оптимальные условия резания при обработке остальных деталей, в которых часто используются более мелкие и деликатные инструменты, несмотря на нестандартные условия обработки материала.
Чистовая обработка стенок с небольшим соотношением высоты и толщины
Чистовая обработка стенок со средним соотношением высоты и толщины
Чистовая обработка стенок с большим соотношением высоты и толщины
Динамическая взаимосвязь между параметрами
Настоящее искусство обработки титана заключается в понимании взаимодействия этих параметров. Вместо того чтобы рассматривать скорость, подачу и глубину как отдельные переменные, успешная обработка титана требует учета их совокупного влияния на процесс резания.
Эффект истончения стружки
При обработке с радиальным зацеплением менее 30% эффективная толщина стружки уменьшается из-за изогнутой траектории движения инструмента. Это означает, что запрограммированная скорость подачи может не обеспечить требуемую нагрузку на стружку. В случае обработки титана это может привести к опасным ситуациям, когда инструмент трется, а не режет.
Для компенсации утонения стружки при обработке титана часто требуется корректировка скорости подачи в зависимости от процента радиального зацепления:
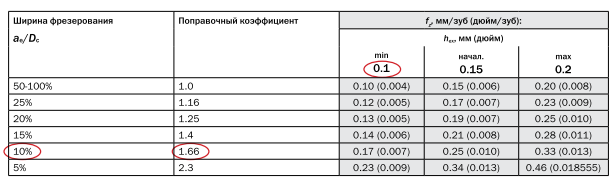
Эти регулировки обеспечивают сохранение фактической толщины стружки, несмотря на изменения радиального зацепления, предотвращая накопление тепла, которое происходит при задержке или трении инструмента о заготовку.
Одним из важнейших аспектов выбора параметров обработки титана является избегание условий, вызывающих задержку инструмента. Задержка возникает, когда режущая кромка остается в контакте с материалом, не удаляя его эффективно, что приводит к выделению тепла и запуску упрочнения материала. Поддерживайте постоянную скорость подачи на протяжении всего процесса обработки.
Ввод и вывод программных инструментов осуществляется с помощью дугообразных или плавных движений.
Избегайте резких изменений направления движения, которые на мгновение останавливают удаление материала.
По возможности используйте попутное фрезерование вместо традиционного.
В процессе обработки необходимо обеспечить постоянное давление и объем охлаждающей жидкости.
Поддержание постоянной нагрузки на стружку, пожалуй, является наиболее важным фактором успешной обработки титана. Когда толщина стружки резко меняется, быстрое упрочнение материала создает самоподдерживающийся цикл увеличения сил резания и тепловыделения.
Практическое применение в производственных условиях
Для переноса этих параметров в реальные производственные условия необходимо уделять внимание возможностям и стабильности станка. Даже идеальное сочетание скорости и подачи может оказаться неэффективным, если станок, зажимное устройство или инструментальное крепление вызывают вибрацию или деформацию.
В производственных условиях параметры успешной обработки титана должны учитывать следующие факторы:
- характеристики жесткости станка и его мощность
- частотная характеристика и зоны устойчивой работы шпинделя без вибрации с определенной нагрузкой
- биение держателя инструмента и надежность захвата
- надежность крепления заготовки
- давление и объем подачи охлаждающей жидкости
- последовательность программы и профили ускорения/замедления
Учитывая эти практические аспекты наряду с основными параметрами резки, производители могут добиться стабильных и предсказуемых результатов даже при работе со сложными свойствами титана.
Для определения оптимальных параметров резания титана необходимо выйти за рамки стандартных значений и понять уникальное поведение материала в условиях обработки. При правильном выборе скорости, подачи и глубины резания - титан из сложного в обработке материала, превращается в материал обеспечивающий исключительную производительность в самых сложных условиях.
Корректировка траектории движения инструмента
Нужно программно непрерывно корректировать траекторию движения инструмента, чтобы поддерживать постоянное зацепление инструмента на протяжении всего процесса резания.
В отличие от традиционных стратегий черновой обработки, которые используют фиксированные значения шага независимо от геометрии детали, для обработки титана нужно корректировать траекторию движения инструмента в зависимости от текущих условий зацепления. Алгоритм рассчитывает оптимальную траекторию, учитывая:
- текущее состояние материалов и остатки на складе
- желаемый процент задействования инструмента
- возможности станка и параметры инструмента
Подход и стратегии выхода
- целевое задействование: 30-45% диаметра инструмента
- высота ступеньки: 40-60% от диаметра инструмента
- минимальный радиус резания: 25% диаметра инструмента
- допуск на сглаживание: 0,001-0,002 дюйма
В результате получается траектория движения инструмента, который разумно перемещается по материалу, поддерживая стабильные условия резания независимо от сложности геометрии детали. Такой подход предотвращает внезапное увеличение зацепления, которое обычно приводит к катастрофическому разрушению инструмента в титане.
Рекомендации по реализации
Успешное внедрение передовых технологий обработки титана требует внимания к нескольким критическим факторам:
- возможности системы CAM: Необходимо современное программное обеспечение CAM с поддержкой трохоидального фрезерования, адаптивной обработки и контроля зацепления инструмента.
- конфигурация постпроцессора: Постпроцессор должен правильно интерпретировать и выводить эти усовершенствованные траектории инструментов без упрощения или линеаризации сложных движений.
- ограничения контроллера машины: Некоторые старые контроллеры ЧПУ могут не справляться с высокой плотностью точек в усовершенствованных траекториях инструментов, что требует оптимизации с опережением.
- выбор инструмента: Правильно подобранные режущие инструменты с геометрией, специально разработанной для стратегий постоянного зацепления, обеспечивают наилучшие результаты.
- мониторинг и оптимизация: Реализация контроля вибрации и мощности позволяет в реальном времени проверять эффективность траектории инструмента.
Учитывая эти соображения, производители могут успешно внедрить передовые технологии обработки, которые превращают титан из сложного материала в предсказуемый, эффективно обрабатываемый компонент.
Производители аэрокосмической техники и медицинского оборудования на собственном опыте убедились, что эти передовые стратегии построения траектории движения инструмента неизменно обеспечивают превосходные результаты при обработке титана. Сочетание последовательного зацепления инструмента, оптимизированных стратегий входа/выхода и специальной обработки углов создает комплексный подход, который позволяет максимально увеличить срок службы инструмента при сохранении или даже повышении производительности.
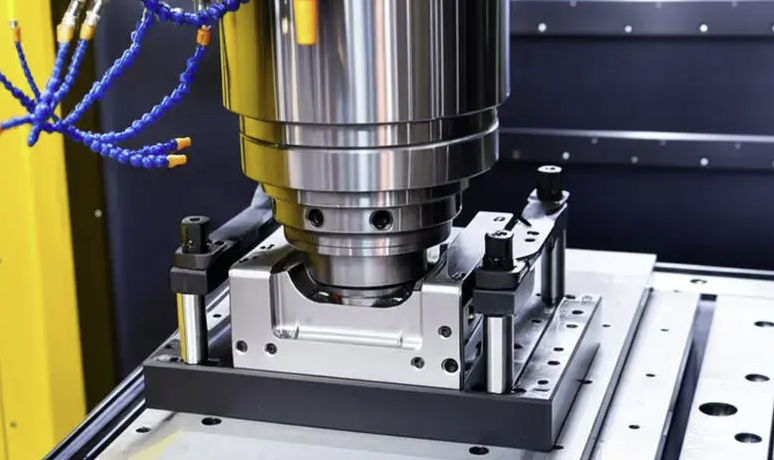
Устойчивость и крепление
Часто применение рекомендуемых скоростей и подач, вызывает дребезг и шум - вибрация.
Эффективная фиксация - основа успешной обработки титана, но часто ей не уделяется должного внимания до тех пор, пока не возникнут проблемы. Уникальная гибкость и склонность титана к вибрациям требуют специальных стратегий зажима, которые обеспечивают максимальную жесткость и предотвращают деформацию на протяжении всего процесса обработки.
При обработке титана стратегия зажима становится в разы более важной, чем при обработке обычных материалов. Уникальные физические свойства титана создают особые проблемы, которые необходимо решать с помощью специальных подходов к заточке. Хотя большинство специалистов понимают твердость и жаропрочность титана, лишь немногие в полной мере осознают его упругость и вибрационные характеристики, которые напрямую влияют на требования к зажимным приспособлениям.
Титан имеет относительно низкий модуль упругости (примерно в два раза ниже, чем у стали), что означает, что он легче прогибается при одинаковых усилиях резания. Эта гибкость, присущая титану, создает идеальные условия для вибрации и дребезга в сочетании с высокими усилиями резания, необходимыми для обработки этого прочного материала. Без надлежащей фиксации заготовки эта гибкость позволяет ей слегка смещаться во время резания, создавая самоподдерживающийся цикл вибрации, который ухудшает качество обработки поверхности и разрушает режущий инструмент.
Даже незначительные недостатки зажимных приспособлений могут вызвать существенные проблемы при обработке титана вытекающие одна из другой каскадом:
- первоначальное минимальное перемещение заготовки
- отклонение инструмента увеличивается в ответ
- силы резания становятся неравномерными
- амплитуда вибрации растет
- ухудшение качества поверхности
- упрочнение ускоряется
- срок службы инструмента сокращается
- точность размеров становится невозможной
Этот каскад может начаться с движений, которые слишком малы, чтобы заметить их невооруженным глазом, но они быстро перерастают в катастрофические результаты. Цель эффективной фиксации титана - предотвратить возникновение такого каскада.
Обеспечение максимальной жесткости за счет множества точек контакта
Основополагающим принципом крепления титановых деталей является обеспечение максимальной жесткости за счет правильного распределения сил зажима и поддержки. В отличие от более мягких материалов, где может быть достаточно нескольких точек зажима, титан выигрывает от множества стратегически расположенных опор и мест зажима.
Оптимальное распределение зажимов
При проектировании заготовок для титановых деталей я придерживаюсь следующих принципов распределения:
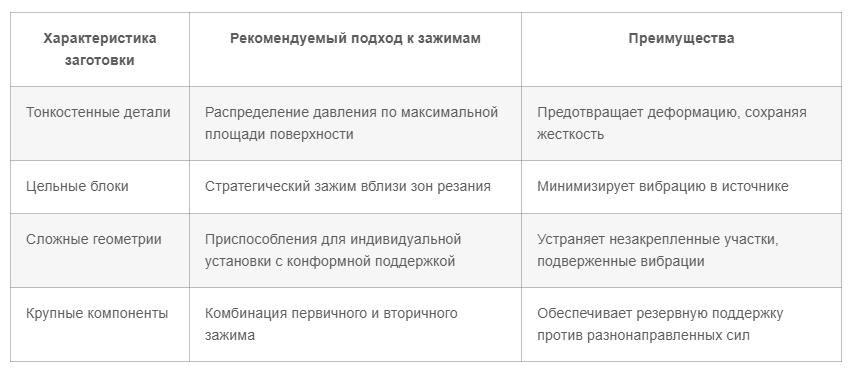
Ключевым моментом является создание сбалансированной зажимной конструкции, которая ограничивает движение во всех возможных направлениях, не деформируя заготовку. Часто используют анализ методом конечных элементов (FEA) для определения потенциальных узлов вибрации в сложных титановых компонентах, а затем разрабатывают решения для зажимных приспособлений, которые специально направлены на эти области.
Минимизация консольных эффектов
Одной из наиболее распространенных ошибок при закреплении титана является выход излишнего незакрепленного материала за пределы точек зажима. Такие консольные элементы становятся естественными усилителями вибрации при обработке. Для борьбы с этим:
- расположите зажимы как можно ближе к зонам резания
- для расширения возможностей используйте дополнительные опорные приспособления
- рассмотрите возможность обработки с нескольких установок, чтобы не тянуться на большие расстояния
- внедряйте промежуточные точки опоры даже в тех местах, которые не будут подвергаться непосредственной обработке
Минимизируя консольные эффекты, вы значительно снижаете способность заготовки отклоняться и вибрировать во время обработки.
Специализированные крепежные решения для титана
Сложный характер обработки титана часто требует выхода за рамки традиционных подходов к зажимным приспособлениям. Специализированные решения по креплению, разработанные с учетом уникальных свойств титана, позволяют добиться значительно лучших результатов.
Вакуумные столы и приспособления.
Вакуумные системы могут быть эффективны для удержания тонких деталей из титанового листа, но требуют особых условий:
- высокий уровень вакуума: Жесткость титана требует более высокого вакуумного давления для обеспечения достаточной силы удержания
- повышенная плотность вакуумных портов: Больше портов на квадратный метр, чем при использовании алюминия
- шероховатые опорные поверхности: Создание контролируемой текстуры на поверхностях приспособлений для увеличения коэффициента трения
- дополнительные механические упоры: Добавление физических барьеров для предотвращения бокового движения
- анализ распределения вакуума: Обеспечение равномерного вакуумного давления по всему компоненту
При правильном применении вакуумная фиксация может стать идеальным решением для тонких титановых деталей, где механический зажим может привести к деформации.
Преимущества гидравлического крепления
Гидравлические зажимные системы обладают рядом существенных преимуществ при обработке титана:
- точный, повторяемый контроль давления зажима
- равномерное распределение усилий по заготовке
- возможность быстрой замены для производственных условий
- возможность доступа к труднодоступным местам
- компенсация теплового расширения при обработке
Постоянное, контролируемое давление, обеспечиваемое гидравлическими системами, помогает предотвратить деформацию заготовки, которая может возникнуть при ручном способе зажима, когда каждый зажим может быть затянут с разным моментом.
Принципы проектирования индивидуальных зажимных устройств
Для сложных титановых компонентов нестандартные приспособления часто являются идеальным решением. При разработке индивидуальных заготовок для титановых проектов часто придерживаются следующих основных принципов:
выбор материала
Сам материал крепления играет решающую роль в гашении вибраций:
- чугунные основания и элементы: Обеспечивают превосходное гашение вибраций, но могут быть тяжелыми и требуют много времени для модификации
- алюминиевые крепления со стальными вставками: Обеспечивают хорошую амортизацию в местах контакта, сохраняя при этом общую легкость конструкции
- демпфирующие слои из полимерных композитов: Может быть встроен в стратегические точки для поглощения вибрации
- вязкоупругие материалы: Создание многослойных приспособлений, преобразующих энергию вибрации в тепло
Подбор материалов зажимных приспособлений в соответствии со специфическими вибрационными характеристиками титанового компонента может значительно улучшить результаты обработки.
Основные требования к оправкам и держателям инструмента.
максимально короткие выступы для инструментов
Одной из наиболее эффективных мер по обеспечению стабильности при обработке титана является минимизация вылета инструмента. Физика проста: амплитуда вибрации экспоненциально возрастает с увеличением длины выдвижения инструмента.
Для обработки титана:
- ограничьте вылет инструмента до абсолютного минимума, необходимого для обеспечения запаса
- используйте хвостовик наибольшего диаметра, возможного для данной операции
- рассмотрите возможность использования угловых головок или специализированных инструментов, чтобы добраться до элементов без удлинения инструментов
- рассчитывайте и проверяйте жесткость инструмента перед выполнением критических операций
При обработке титана в аэрокосмической промышленности наблюдали увеличение стойкости инструмента на 200-300% просто за счет уменьшения вылетов на 25-30%, даже без изменения каких-либо других параметров.
Выбор оправок и держателей
Держатель - еще одно критическое звено в цепи стабильности:
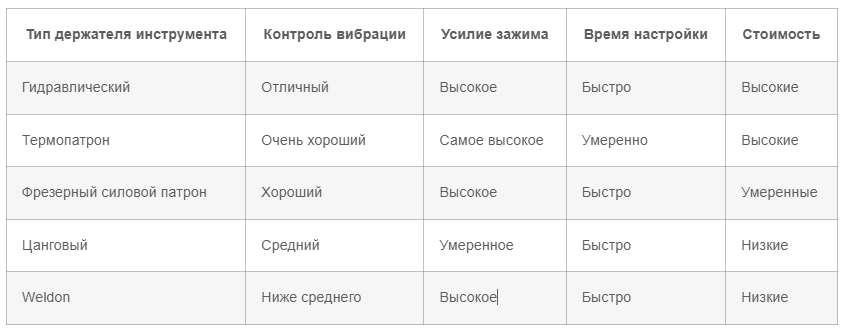
При обработке титана инвестиции в высококлассные системы крепления инструмента приносят значительные дивиденды в виде снижения вибрации, улучшения качества обработки поверхности и значительного увеличения срока службы инструмента.
Выбор и настройка оборудования
Станок сам по себе является основой системы стабилизации. Выбирая станки для работы с титаном, определите приоритеты:
- жесткость превыше скорости: Машины с более тяжелым литьем и более прочной конструкцией
- конструкция шпинделя: Более высокий крутящий момент на низких оборотах, характерных для титана
- демпфирующие способности: В конструкции некоторых машин предусмотрены специальные системы демпфирования
- системы обратной связи: Станки с более чувствительной обратной связью лучше адаптируются к силе резания титана
- термическая стабильность: Станки с улучшенной терморегуляцией сохраняют точность при длительных операциях с титаном
Авиационные зарубежные компании часто выбирают специальные машины для работы с титаном, оптимизируя их именно для этих сложных задач, а не пытаются заставить работать с титаном машины общего назначения.
Мониторинг и адаптивное управление в процессе производства
Современные концепции зажимных приспособлений выходят за рамки физической фиксации и включают в себя мониторинг процесса и адаптивные системы управления:
- датчики вибрации: Устанавливается непосредственно на держатели для обнаружения проблемных частот
- мониторинг силы: Измеряет силу резания в режиме реального времени для выявления потенциальных проблем
- акустический мониторинг: Прислушивается к характерным звукам начинающейся вибрации.
Адаптивные системы управления: Автоматическая регулировка параметров для поддержания стабильности
Эти передовые системы создают замкнутый цикл, в котором процесс обработки непрерывно оптимизируется на основе фактических условий, а не заранее заданных параметров.
Практические стратегии реализации
Претворение этих принципов в практические решения для цехов требует методичного подхода:
- начните с анализа: Понимание специфических тенденций к вибрации каждого титанового компонента
- проектируйте целостно: Рассмотрите всю систему от основания станка до режущей кромки
- тестируйте постепенно: Проверьте эффективность зажимных приспособлений до начала производства
- постоянный мониторинг: Внедрение систем для обнаружения проблем со стабильностью до того, как они приведут к ущербу
- доработка итеративно: Используйте данные, полученные в ходе каждого цикла производства, для улучшения будущих подходов к зажимным приспособлениям
Такой систематический подход превращает обработку титана из непредсказуемой задачи в контролируемый, надежный процесс.
Устраняя уникальную гибкость и склонность титана к вибрациям с помощью комплексных стратегий закрепления, производители могут добиться стабильности, необходимой для успешной обработки титана. Инвестиции в правильную оснастку, которые часто игнорируются, часто приносят наибольшую отдачу в плане качества, стабильности и общей экономичности обработки при работе с этим требовательным, но полезным материалом.
Проблема создания отверстий в титане
Сверление отверстий в титане может показаться простым делом, но это далеко не так. Когда сверло начинает резать титан, сразу же проявляются три особенности: склонность материала к упрочнению, его плохая теплопроводность и химическая реакция с материалами режущего инструмента.
Особые сложности при сверлении титана включают:
- быстрое упрочнение: По мере того как сверло режет, титан непосредственно под и вокруг зоны резания упрочняется, увеличивая сопротивление с каждым оборотом.
- концентрация тепла: Теплопроводность титана примерно на 1/7 меньше, чем у алюминия, и на 1/4 меньше, чем у стали. Это означает, что тепло остается сконцентрированным на режущей кромке, а не рассеивается по заготовке.
- проблемы эвакуации стружки: Титановая стружка, как правило, тонкая и вязкая, ее трудно сломать, и она склонна к пакетированию.
- химическое сродство: При повышенных температурах титан легко соединяется с материалами режущего инструмента, что приводит к образованию кромки и ускоренному износу инструмента.
- податливость титана заставляет его пружинить после прохождения режущей кромки, создавая трение о края сверла.
Эти факторы в совокупности создают условия для сверления, гораздо более неблагоприятные, чем при работе с большинством других металлов. Без надлежащей техники и оснастки сверла могут выйти из строя после выполнения всего нескольких отверстий.

Специализированные конструкции сверл для титана
Для успешного сверления титана требуются специально разработанные сверла с функциями, специально предназначенными для решения уникальных задач, связанных с этим материалом:
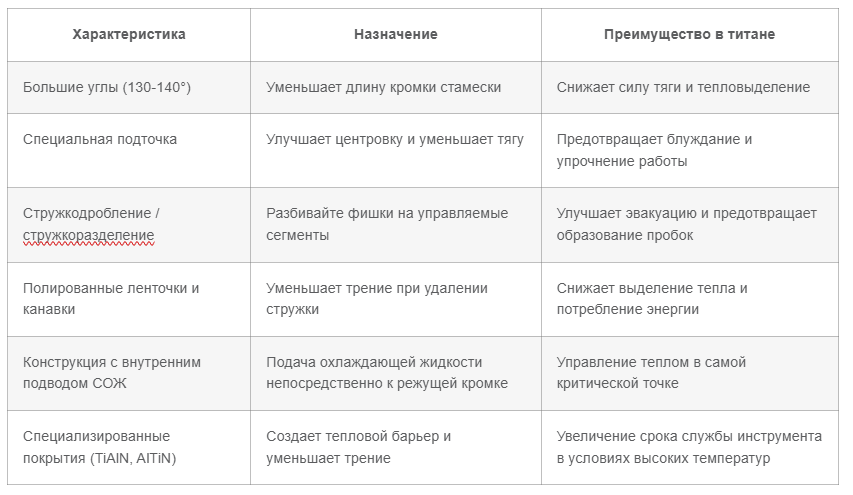
Эти специализированные свойства превращают обычный режущий инструмент в инструмент, способный противостоять сложным свойствам титана. Использование сверл, предназначенных для обработки титана, позволяет повысить качество отверстий и срок службы инструмента на 200-300% по сравнению с инструментами общего назначения, даже если все остальные параметры остаются неизменными.
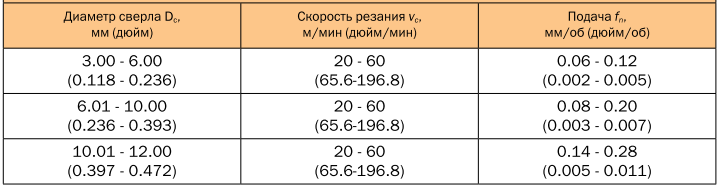
Для титана при сверлении часто рекомендуют "подача быстрая, скорость медленная" . Причина более высоких подач проста: если позволить сверлу задерживаться на титане, это приведет к упрочнению без эффективного резания, создавая самоподдерживающийся цикл повышения твердости и температуры. Поддерживая агрессивную подачу, сверло непрерывно захватывает свежий материал, прежде чем может произойти значительное упрочнение.
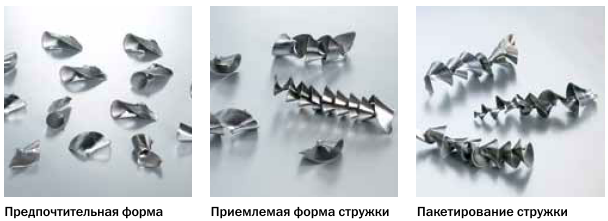
Недостаточный контроль над стружкообразованием может привести к поломке сверла и низкому качеству обработанной поверхности
- если не удается достичь удовлетворительного стружкообразования (формирования короткой спиральной стружки), то необходимо увеличить подачу
- если увеличение подачи не помогло, то необходимо использовать прерывистый цикл сверления с периодическим отводом
сверла
Режимы резания для монолитных твердосплавных сверл с внутренней подачей СОЖ
Проблемы резьбы в титане
Традиционные методы нарезания резьбы часто не работают в титане из-за нескольких факторов:
- пакетирование стружки: Стружка титана забивается, вызывая заедание метчика
- давление инструмента: Высокое давление, необходимое для формирования резьбы, вызывает заклинивание метчика
- усиление работы: Каждый зуб, входящий в зацепление, еще больше упрочняет материал
- скопление тепла: Ограниченное охлаждение задействованных зубьев метчика
- склонность титана к образованию нароста и прилипанию к поверхностям инструментов
- упругость материала: Склонность титана пружинить, создает предпосылки закусывания инструмента
Эти факторы создают ситуацию, когда традиционные подходы к нарезанию резьбы имеют неприемлемо высокий процент отказов, особенно в производственных средах, где очень важна согласованность.
Средне- и высоколегированные двухфазные (a+b)-сплавы практически не поддаются холодной деформации из-за высокого сопротивления деформации, интенсивного деформационного упрочнения и склонности к растрескиванию и разрывам. Даже малолегированные сплавы имеют пластичность при холодной прокатке в 2–3 раза меньшую, чем нержавеющие стали. Для титановых сплавов характерно повышенное значение отношения предела текучести к модулю упругости и, как следствие этого, большая упругая отдача (пружинение)
деформируемого металла. Вместе с тем даже незначительный подогрев (до 200–300 о С) существенно снижает сопротивление деформации (для некоторых сплавов на 40–50 %), повышает пластичность, резко уменьшает пружинение металла.
Фрезерование резьбы по сравнению с нарезанием
Для большинства титановых сплавов фрезерование резьбы имеет значительные преимущества перед нарезанием:
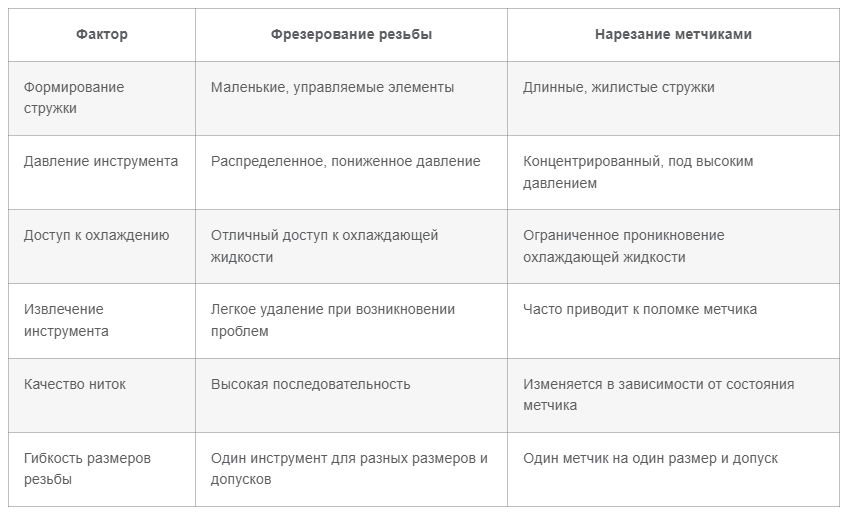
Круговое интерполяционное движение при фрезеровании резьбы создает режущее действие, которое в корне соответствует свойствам титана. Инструмент в каждый момент времени захватывает меньшую часть резьбы, снижая давление, нагрев и упрочнение, обеспечивая лучший доступ охлаждающей жидкости.
Многие авиационные компании почти полностью перешли на фрезерование резьбы для титановых деталей, что позволило сократить количество отказов, связанных с резьбой, более чем на 90% по сравнению с традиционными методами нарезания резьбы.
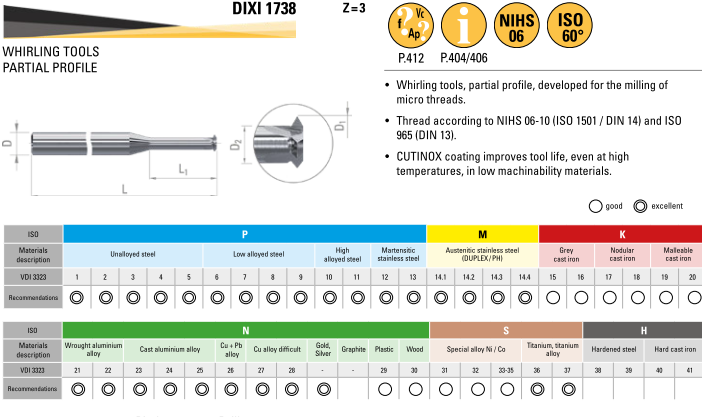
Нужно заметит что резьбофрезы есть для размеров резьб от S0.3 или M0.5 - зачастую для таких размеров резьб резьбофрезерование самый подходящий метод для получения резьб.
Хотя фрезерование резьбы обычно предпочтительнее, в некоторых случаях все же требуется нарезание резьбы метчиками.
В этих случаях рекомендуется сверлить отверстия увеличенного размера, в сравнении чем аналогичные отверстия под нарезания резьб в стальных деталях.
Это позволяет:
- уменьшает трение и тепловыделение
- снижает требования к крутящему моменту на метчике
- улучшает доступ охлаждающей жидкости к режущим кромкам
Применение комплектных метчиков из кобальтированных быстрорежущих сталей HSS-E как без покрытия, так и с покрытием для снижения налипания (трения).

Для малоразмерных резьб М1,2-М3 это наиболее подходящий вариант, если говорить о нарезании резьбы метчиками, но он уступает резьбофрезерованию.
Для резьб большего размера (более чем М2-М4) часто применяют метчики с шахматным расположением зуба на калибрующей части, что тоже значительно снижает крутящий момент.

Накатывание резьбы по сравнению с нарезанием резьбы.
В некоторых ограниченных областях применения титана можно использовать не нарезку, а формование резьбы (накатывание):
- в основном метод применим для создании резьбы в тонких листовых заготовках, a-титане или чистом титане.
- требуются отверстия увеличенные в размере (на 2-5% относительно размеров для стали) под накатывание резьб, с высокой точностью и повторяемостью
- получается более прочная резьба благодаря холодной обработке
- полностью устраняет проблемы, связанные со стружкообразованием
Этот подход не подходит для большинства высокопрочных титановых сплавов, но может быть эффективен в специфических областях применения с коммерчески чистым титаном или тонкими участками Ti-6Al-4V.
Для накатки резьб требуется специальная СОЖ или масла с присадками для работы в условиях очень высоких нагрузок и повышенных температур.
Рекомендуется применять раскатники со специальными покрытиями для снижения коэффициента трения (и налипания титана). Также стоит обратить внимание на форму раскатника в сечении и на канавки для подвода СОЖ.

Стратегии использования охлаждающей жидкости для регулирования теплоотдачи.
Вы когда-нибудь задумывались, почему одни титановые детали получаются безупречными, а другие деформируются или ломаются? Секрет кроется не в самом режущем инструменте, а в том, чего Вы не видите – в невидимой борьбе с теплом, происходящей на режущей кромке каждую миллисекунду.
Эффективное применение охлаждающей жидкости — это незаметный, но важный фактор успеха в обработке титана. При правильном применении стратегическое охлаждение не только предотвращает термические повреждения, но и преобразует весь процесс резки, продлевая срок службы инструмента до 300% и обеспечивая более высокую скорость съема материала.

При обработке титана управление тепловым режимом не просто важно — оно абсолютно необходимо. Теплопроводность титана составляет приблизительно 7 Вт/м·К, что примерно в 15 раз меньше, чем у алюминия, и в 4 раза меньше, чем у стали. Такая низкая теплопроводность означает, что тепло, выделяемое в процессе резания, концентрируется на границе раздела инструмент-заготовка, а не рассеивается в материале.
Без надлежащих мер охлаждения эта концентрированная теплота создает целый ряд проблем:
- ускоренный износ инструмента из-за термического размягчения режущих кромок.
- химические реакции между титаном и инструментальными материалами при повышенных температурах
- тепловое расширение влияет на точность размеров
- упрочнение материала вследствие чрезмерного нагрева
- плохое качество обработки поверхности из-за образования наростов на кромке.
Разница между адекватным и превосходным охлаждением может означать разницу между 10 деталями на одном инструменте и 150+ деталями на одном инструменте.
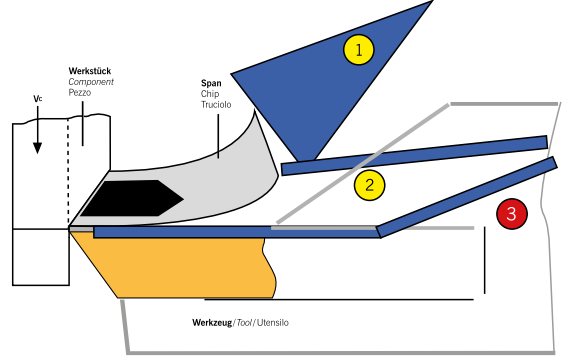
Понимание процесса выделения тепла при резке титана
Для разработки эффективных стратегий охлаждения необходимо сначала точно понять, где и как генерируется тепло во время обработки титана. В процессе резки существует три основных источника тепла:
- первичная зона деформации (плоскость сдвига, где образуется скол)
- зона вторичной деформации (где стружка скользит по поверхности инструмента)
- третичная зона деформации (место трения боковой поверхности инструмента о свеже обработанную поверхность)
Из-за высокой прочности титана на сдвиг и низкой теплопроводности примерно 80% тепла, выделяемого при механической обработке, концентрируется в этих зонах. Примечательно, что температура резания может превышать 800 °C во время типичных операций фрезерования титана, а скачки температуры достигают еще более высоких уровней во время кратковременных перерывов в охлаждении.
Системы подачи охлаждающей жидкости под высоким давлением
Одним из наиболее эффективных методов охлаждения при обработке титана является подача охлаждающей жидкости под высоким давлением. Этот подход использует специальные насосы и форсунки для точного направления потоков охлаждающей жидкости к критически важным зонам резания.
Давление, под которым подается охлаждающая жидкость, существенно влияет на ее эффективность при обработке титана:
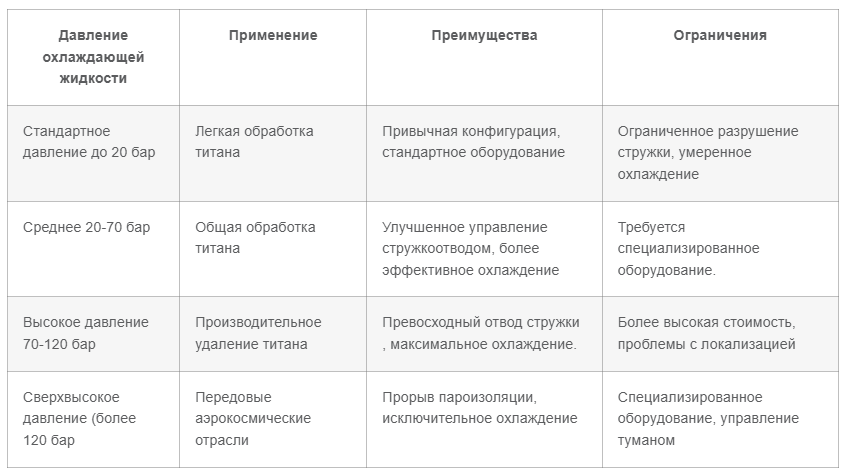
Давление в диапазоне 100-150 бар обеспечивает оптимальный баланс для большинства операций обработки титана. Этот диапазон достаточен для преодоления паробарьера, который может образовываться на границе резания, и при этом остается приемлемым в типичных производственных условиях.
Конструкция и расположение сопла
Эффективность охлаждающей жидкости высокого давления зависит не только от давления, но и от точной конструкции и расположения сопла. Ключевые факторы, которые следует учитывать, включают:
- диаметр сопла: обычно 0,5-1,0 мм для применений под высоким давлением.
- количество форсунок: Несколько целевых потоков часто превосходят по эффективности один поток.
- точка прицеливания: непосредственно в зоне соприкосновения режущей кромки и заготовки, а не просто в общей области.
- расстояние: Как можно ближе, не мешая удалению стружки.
- угол: 15-30° к направлению резки для оптимального проникновения.
Цель состоит в создании ламинарного потока непосредственно в зону резания, а не турбулентного потока, который может неэффективно проникать внутрь. Наилучшие результаты часто достигаются при использовании специальных форсунок, одновременно воздействующих как на переднюю, так и на боковую поверхность резания.
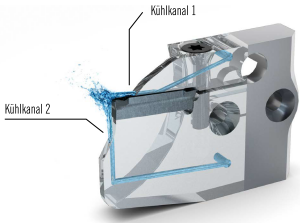
Технология подачи охлаждающей жидкости через инструмент
Пожалуй, наиболее эффективной стратегией охлаждения при обработке титана является подача охлаждающей жидкости через инструмент. Этот подход направляет охлаждающую жидкость под высоким давлением через внутренние каналы режущего инструмента, доставляя ее именно туда, где она больше всего необходима – непосредственно к режущим кромкам.
Подача охлаждающей жидкости через инструмент имеет ряд существенных преимуществ при обработке титана:
- обеспечивает подачу охлаждающей жидкости точно в зону резания, чего невозможно достичь с помощью внешних сопел.
- обеспечивает равномерное охлаждение независимо от глубины резания или геометрии заготовки.
- сочетает охлаждение с отводом стружки, предотвращая повторное попадание стружки под режущую кромку.
- сохраняет эффективность охлаждения даже при обработке глубоких пазов.
- снижает тепловой удар, который может возникнуть при неравномерном охлаждении.
- позволяет сократить время цикла на 30-40%, одновременно увеличив срок службы инструмента на аналогичную величину.
Первоначальные инвестиции в оснастку, способную к охлаждению через инструмент, и модификации оборудования обычно окупаются в течение нескольких недель при крупномасштабном производстве титановых изделий.
Для успешной реализации системы охлаждения через инструмент необходимо учитывать несколько ключевых факторов:
- согласование давления охлаждающей жидкости : Внутренние каналы в режущих инструментах создают противодавление, которое необходимо учитывать. Как правило, станок должен обеспечивать давление на 20-30% выше, чем требуемое давление на режущей кромке.
- требования к фильтрации : Для охлаждения инструмента через отверстие необходима превосходная фильтрация (обычно 10 микрон или лучше), чтобы предотвратить засорение мелких внутренних каналов.
- выбор инструмента : Не все инструменты предназначены для подачи охлаждающей жидкости через весь инструмент. Те, которые предназначены, должны иметь внутренние каналы соответствующего размера, пропорциональные диаметру резания.
- состав охлаждающей жидкости : Для применений, связанных с обработкой под высоким давлением через инструмент, обычно предпочтительны более эффективные составы охлаждающих жидкостей с улучшенными смазывающими и пеногасящими свойствами.
Криогенные методы охлаждения
Для особо сложных задач обработки титана криогенное охлаждение обеспечивает исключительные возможности терморегулирования. Этот метод использует жидкий азот (LN2) или диоксид углерода (CO2) для существенного снижения температуры в зоне резания.
Жидкий азот против углекислого газа
Обе криогенные среды обладают значительными преимуществами, но имеют разные характеристики:
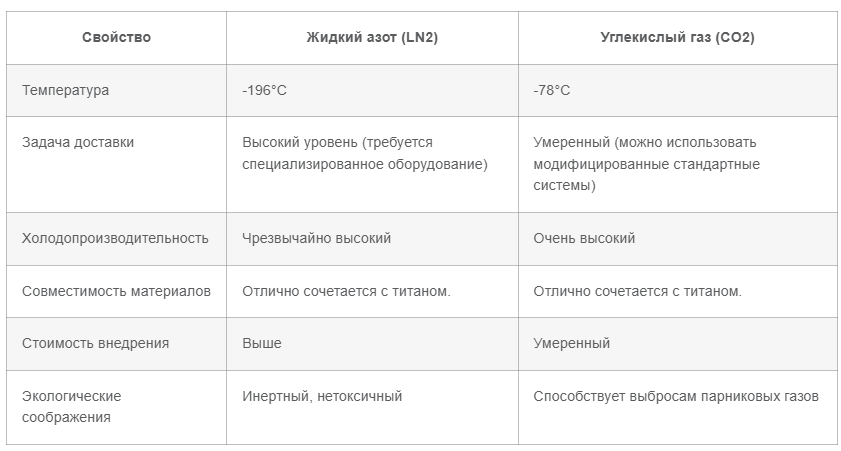
Хотя жидкий азот обеспечивает более эффективное охлаждение, углекислый газ часто представляет собой более практичный вариант для многих производственных сред.
Криогенные охлаждающие жидкости могут подаваться несколькими способами:
- внешняя струйная подача : направленные криогенные потоки, аналогичные потокам обычного хладагента.
- проходная подача через инструмент : модифицированный инструмент, обеспечивающий подачу криогенной среды через инструмент.
- гибридные системы : сочетание криогенного охлаждения с минимальным количеством смазки (MQL).
Наиболее эффективный подход обычно сочетает криогенное охлаждение с минимальным использованием традиционной смазки, обеспечивая как снижение температуры, характерное для криогенных систем, так и преимущества традиционных охлаждающих жидкостей с точки зрения смазывающих свойств.
Минимальное количество смазки (MQL) в процессе обработки титана
Хотя в обработке титана доминируют методы с использованием больших объемов охлаждающей жидкости, метод минимального количества смазки (MQL) представляет собой все более жизнеспособную альтернативу для определенных применений. Этот подход использует очень малые количества смазки (обычно 5-80 мл/час), подаваемые в виде аэрозоля сжатым воздухом.
Когда MQL работает для титана
Метод MQL может быть эффективен при обработке титана в определенных условиях:
- низкоскоростные операции финишной обработки, при которых тепловыделение менее выражено.
- применение методов резки с малой глубиной резания и минимальной скоростью удаления материала.
- при сочетании с криогенным охлаждением в гибридных системах
В тех случаях, когда экологические соображения или соображения по очистке окружающей среды преобладают над потребностями в максимальной производительности.
Ключ к успешному внедрению технологии MQL для титана заключается в выборе соответствующих смазочных материалов, специально разработанных с учетом уникальных свойств титана. Эти составы обычно включают противозадирные присадки и усилители граничной смазки, которые образуют защитные слои при высоких температурах.
Состав охлаждающей жидкости для обработки титана
Помимо способа подачи, химический состав самой охлаждающей жидкости существенно влияет на эффективность обработки титана. Не все охлаждающие жидкости одинаково эффективны при работе с уникальными свойствами титана.
Оптимальные составы охлаждающих жидкостей для обработки титана обычно включают в себя:
- более высокое содержание масла (8-12% для полусинтетических эмульсий)
- противозадирные присадки, сохраняющие стабильность при высоких температурах и давлениях.
- компоненты, предотвращающие приваривание титана к поверхностям инструментов.
- ингибиторы коррозии, защищающие как компоненты машин, так и готовые детали.
- биостабильные составы, устойчивые к деградации в условиях высокого давления.
Специальные для обработки титана охлаждающие жидкости превосходят стандартные составы на 40-80% по результатам испытаний на срок службы инструмента.
Для преобразования теоретических подходов к охлаждению в практические решения для производственных площадок необходимо уделить внимание нескольким ключевым факторам внедрения:
- поддержание оптимального уровня охлаждающей жидкости : Регулярная проверка и контроль концентрации охлаждающей жидкости, уровня pH и содержания примесей необходимы для обеспечения стабильной работы системы.
- объем потока : Высокое давление должно соответствовать соответствующему объему. При обработке титана оптимальные результаты часто достигаются при расходе 30-60 литров в минуту на одно сопло.
-контроль температуры : Поддержание постоянной температуры охлаждающей жидкости предотвращает температурные колебания, которые могут повлиять на точность размеров.
- системы герметизации : Для предотвращения опасностей на рабочем месте и обеспечения доставки охлаждающей жидкости к месту назначения требуется эффективная герметизация при работе с охлаждающей жидкостью под высоким давлением.
- фильтрация : Титановая стружка может быть чрезвычайно абразивной; эффективная фильтрация (обычно 20 микрон или лучше) предотвращает рециркуляцию вредных частиц.
Учитывая эти практические аспекты наряду с техническими аспектами подачи охлаждающей жидкости, производители могут разработать надежные стратегии охлаждения, которые неизменно обеспечивают исключительные результаты при обработке титана.
-------------------------------------------------------------------------------------------
Справочная информация по термообработке титана.
Термическая обработка титановых сплавов — это высокотехнологичный процесс структурного изменения металла путем направленного термического воздействия. Основой термообработки титана является его способность к аллотропическому (полиморфному) превращению: при температуре около 882 °C низкотемпературная гексагональная плотноупакованная решетка (α-фаза) перестраивается в объемно-центрированную кубическую (β-фазу). Введение легирующих элементов (алюминия, ванадия, молибдена) изменяет эту температуру, создавая широчайшие возможности для управления свойствами сплава.
Ключевая особенность термической обработки титана заключается в его высочайшей химической активности при нагреве. Начиная с 400 °C титан интенсивно поглощает кислород, азот и водород из атмосферы. Это приводит к образованию на поверхности хрупкого газонасыщенного (альфированного) слоя и к водородной хрупкости всего объема детали. Именно поэтому качественная промышленная термообработка ответственных титановых деталей проводится исключительно в глубоком вакууме или среде нейтральных инертных газов высокой чистоты.
Цели и применение
Термическое воздействие на титан позволяет решить ряд критических инженерных задач, обеспечивая эксплуатационную надежность деталей в экстремальных условиях:
Радикальное повышение прочности: Специальные режимы закалки и старения позволяют увеличить предел прочности (σв) двухфазных сплавов до 1200–1400 МПа, что сопоставимо с высокопрочными сталями, но при вдвое меньшем весе.
Снятие остаточных напряжений (стабилизация): Обязательная процедура после сварки, штамповки или интенсивной механической обработки. Предотвращает коробление деталей и растрескивание сварных швов.
Повышение вязкости разрушения (трещиностойкости): Формирование оптимальной глобулярной или пластинчатой макроструктуры для деталей, работающих при циклических нагрузках.
Улучшение обрабатываемости резанием: Отжиг снижает твердость заготовок, облегчая последующее фрезерование и токарную обработку вязкого титана.
Область применения: Изготовление лопаток компрессоров авиационных газотурбинных двигателей, силовых элементов шасси самолетов, корпусов глубоководных аппаратов, медицинских имплантатов и химических реакторов, работающих в агрессивных кислотных средах.
Виды термической обработки
В зависимости от требуемого структурного состояния, титановые сплавы подвергают различным видам термического воздействия:
1. Отжиг (Annealing)
Самый массовый вид обработки. Неполный (дорекристаллизационный) отжиг применяется для снятия напряжений при 450–650 °C. Полный отжиг (нагрев высоко в α+β-области с медленным охлаждением) формирует стабильную равновесную структуру, обеспечивая оптимальное сочетание пластичности и прочности.
2. Изотермический отжиг
Нагрев до температуры выше полиморфного превращения, быстрое охлаждение до 600–700 °C, длительная выдержка при этой температуре и последующее охлаждение на воздухе. Обеспечивает максимальную термическую стабильность структуры для деталей, работающих при высоких температурах (детали авиадвигателей).
3. Закалка (Quenching)
Нагрев до верхних границ α+β-области или в β-область с последующим резким охлаждением (в воде). В результате высокотемпературная β-фаза не успевает перестроиться в стабильную α-фазу, образуя пересыщенные метастабильные твердые растворы (мартенситоподобные фазы α' и α''). Закаленный титан относительно мягок.
4. Старение (Aging)
Проводится строго после закалки. Нагрев до 450–550 °C провоцирует распад метастабильных фаз с выделением дисперсных (ультрамелких) частиц вторичной α-фазы. Именно этот процесс дисперсионного твердения приводит к радикальному скачку твердости и прочности сплава.
Температурные режимы обработки
Температуры обработки привязываются не к абсолютным значениям, а к температуре полиморфного превращения (Тп.п.) конкретной плавки сплава, которая обычно лежит в диапазоне 880–1000 °C.
Нагрев для снятия напряжений: 400–600 °C (ниже температуры рекристаллизации).
Обычный отжиг: На 50–150 °C ниже Тп.п. (обычно 700–850 °C).
Закалка α+β сплавов: Строго на 30–50 °C ниже Тп.п. Нагрев выше этой точки приведет к резкому росту зерна (β-хрупкость), из-за чего деталь потеряет пластичность навсегда.
Старение: 450–550 °C с выдержкой от 2 до 16 часов.
Материалы, для которых подходит обработка
Реакция на термообработку зависит от класса титанового сплава:
α-сплавы (ВТ1-0, ВТ5, ВТ5-1): Содержат только α-стабилизаторы (алюминий). Не претерпевают фазовых превращений при охлаждении. Их невозможно упрочнить закалкой. Для них применяется только отжиг.
α+β-сплавы (ВТ6 / Ti-6Al-4V, ВТ14, ВТ16): Самая популярная группа. Содержат элементы обеих групп. Отлично поддаются всем видам термической обработки, включая закалку со старением.
Псевдо-β-сплавы (ВТ15, ВТ22): Сильно легированы молибденом, ванадием и хромом. Обладают максимальной способностью к термическому упрочнению (прочность возрастает почти в 2 раза после старения).
Упрочняющая термическая обработка заготовок изделия
Полный цикл упрочняющей обработки (Solution Treating and Aging - STA) включает закалку в воду и последующее искусственное старение. В отличие от стали, которая становится твердой сразу после закалки в воду, титановые заготовки после водной закалки остаются относительно мягкими и пластичными.
Это дает колоссальное технологическое преимущество: свежезакаленную титановую деталь можно подвергнуть холодной штамповке, гибке или правке. Свою феноменальную твердость и заданную геометрию деталь приобретет лишь на финальном этапе в печи старения, когда внутри ее структуры выпадут упрочняющие дисперсные частицы α-фазы.
Использование материалов сайта возможно только с письменного разрешения администрации сайта и активной гиперссылкой на источник.
Свяжитесь с нами
Оставьте свое сообщение и мы свяжемся с вами, чтобы предложить лучшие условия сотрудничества!
Звоните: (812) 407-37-03
Пишите: order@carbidetool.ru
ООО «ТУЛЭКС» ИНН 7838092179, г. Санкт-Петербург, улица Аэродромная, д. 8, литер А, офис 418