Центр
Твердосплавного
Инструмента
- 8 (812) 407-37-03
- 197348, г. Санкт-Петербург, улица Аэродромная, д. 8, литер А, офис 418
- order@carbidetool.ru
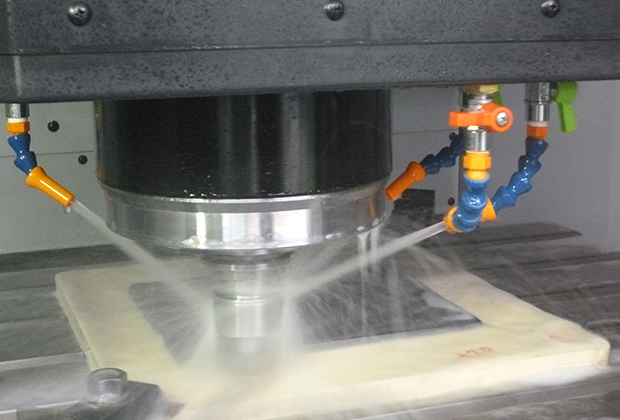
Обработка вольфрама резанием (токарная обработка, сверление, фрезерование)
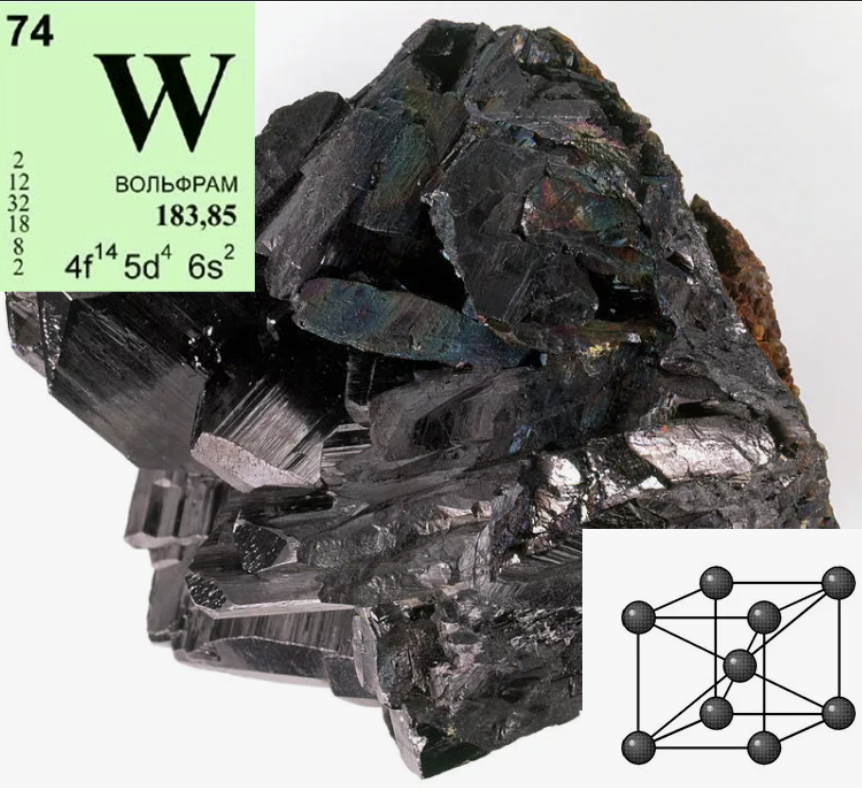
Вольфрам – тугоплавкий тяжёлый металл светло-серого цвета; tпл около 3420 °C, tкип около 5680 °C; при 293 К плотность 19350 кг/м3. Выделяют α-модификацию вольфрама (имеет объёмноцентрированную кубическую кристаллическую решётку) и β-Модификация вольфрама с кубической решёткой. Вольфрам парамагнитен, удельная магнитная восприимчивость 4,0·10–9 м3/кг.
Механические свойства вольфрама сильно зависят от способа его получения, чистоты и предшествующей механической и термической обработки. Технический вольфрам хрупок при нормальной температуре, при 200–500 °C переходит в пластичное состояние; высокочистый монокристаллический вольфрам пластичен при температурах до –196 °C. Для спечённого слитка вольфрама твёрдость по Бринеллю 2000–2300 МПа; для проволоки модуль упругости 380–410 ГПа. Коэффициент сжимаемости у вольфрама ниже, чем у всех других металлов. По длительности сохранения прочности при 800–1300 °C W значительно превосходит Mo, Ta и Nb.
Вольфрам очень прочный, тяжелый, плотный, тугоплавкий и невосприимчивый ко множеству воздействий.
Чистый вольфрам применяется в электротехнике, радиоэлектронике, рентгенотехнике (для изготовления нитей накаливания электроламп, электродов рентгеновских трубок, нагревателей высокотемпературных печей, катодов генераторных ламп, сеток, подогревателей катодов и пр.).
Вольфрам в чистом виде используется очень редко из-за трудностей с металлообработкой. Обычно в сплав добавляют легирующие вещества, которые улучшают пластичность и другие свойства. Добавляют молибден, оксиды рения, лантана, иттрия и тория, алюминий и т.д. Кроме того, существуют вольфрамовые сплавы, которые также сохраняют большинство положительных свойств чистого вольфрама и при этом получают дополнительные преимущества других металлов (например ферровольфрам).
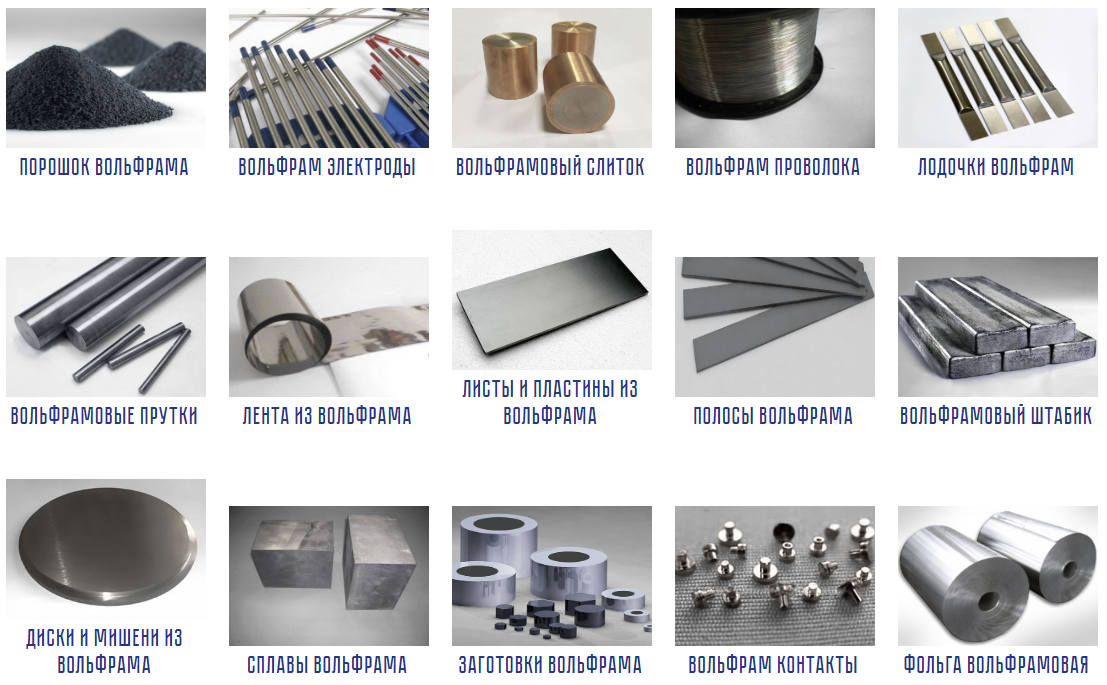
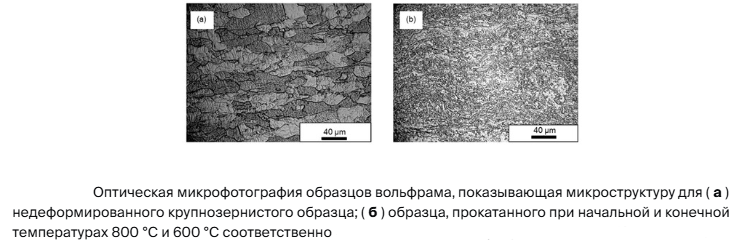
Методы получения заготовок из вольфрама в частности определяют его макроструктуру. Различные полосы, проволока, прутки, листы имеют волоконнообразную структуру. Такая анизотропная структура определяет некоторые особенности механической обработки резанием.
Сплавы W отличаются прочностью, твердостью и высоким сопротивлением к высоким температурам.
Характеристики труднообрабатываемых металлов разнообразны, но обычно включают чрезмерный износ режущего инструмента/короткий срок службы инструмента, низкую скорость съема материала, высокие силы резания, экстремальное накопление тепла в зоне резания, плохое образование стружки и плохое качество поверхности
Опыты связанные с обработкой резанием заготовок вольфрама проводились многими исследователями.
Было отмечено, что токарная и фрезерная обработка может осуществляться при использовании инструментов оснащенных твердосплавными пластинами. Исследования проводились с применением пластин из твердых сплавов марок ВК6-ОМ и ВК10-ОМ. По результатам исследований отмечалось быстрое изнашивание режущей кромки инструментов (в среднем стойкость составляла 2-4 минуты).
Обработка проводилась как при малых скоростях (до 20 м/мин), при этом образовывалась стружка в виде мелких частиц и отмечалась низкая шероховатость обработанной поверхности и повышенный износ инструмента.
Было так же отмечено, о возможности использования резцов из быстрорежущей стали Р18, при низких скоростях резания (менее 10 м/мин), при этом резцы имели передний угол 20 градусов и задний 15 градусов.
При скоростях обработки 40-60 м/мин и подачах не более 0,3-0,4 мм/об наблюдалась наилучшая износоустойчивость режущего инструмента.
При более высоких скоростях резания начинала образовываться сливная стружка, что связано с нагревом материала в зоне резания и увеличением его пластичности. Температура в зоне резания на более высоких скоростях увеличивалась до 600-700 градусов. Стойкость твердосплавного инструмента при этом резко снижалась.
Жесткость СПИД при обработке вольфрамовых заготовок имеет важно значение.
Абразивный износ является преобладающим механизмом износа инструмента при токарной обработке, а химический износ и другие виды износа оказывают минимальное влияние. Среди других использованных инструментов, включая керамику SiAlON (с покрытием из TiC и без него), инструменты из армированной нитевидными кристаллами глиноземной керамики показали наилучшие результаты обработки с точки зрения устойчивости к абразивному износу, особенно при низких скоростях резания (~40 м/мин). Авторы также отметили отсутствие образования наростов на режущей кромке, что объясняется хрупкостью материала и образованием осколков.
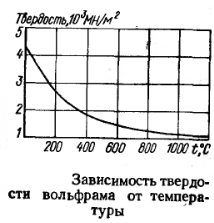
Изменение твердости вольфрама от температуры нагрева показано на рисунке ниже. Так же было выявлено, что оптимальной температурой нагрева вольфрама от внешнего источника тепла (например газовой горелкой) является 350-420 градусов Цельсия. При более высоких температурах подогрева в вольфраме возникают структурные изменения.
Токарная и фрезерная обработка вольфрама, проводимая с применением твердосплавных инструментов, позволяла обеспечить точность не выше 0,02-0,05 мм, и шероховатость поверхности 4-5 класса. Более высокую точность обработки, по мнению исследователей, следует получать с применением шлифования или электрофизических методов обработки.
Углубленные зарубежные исследования криогенной токарной обработки вольфрама с использованием режущих инструментов из поликристаллического алмаза PCD показало влияние угла заточки и температуры охлаждения на шероховатость поверхности. Чем более отрицательным является угол заточки, тем выше шероховатость поверхности независимо от температуры предварительного охлаждения. Значение шероховатости поверхности также были выше при более низкой температуре независимо от угла заточки. Этот эффект, объясняемый хрупким разрушением, обусловлен недостаточной пластичностью металла при низких температурах.
По сравнению с методом обработки с предварительным нагревом, криогенная обработка, посредством контролируемого хрупкого разрушения, обеспечивает гораздо лучшее качество поверхности с точки зрения количества пористости. Это исследование также показало, что предварительный нагрев материала вреден для срока службы инструмента.
Влияние скорости резания на шероховатость поверхности также было исследовано в трех режимах. Было установлено, что шероховатость поверхности уменьшается с увеличением скорости резания. Резкое снижение шероховатости при скоростях свыше 300 м/мин привело авторов к гипотезе о том, что в этих областях был превышен предел хрупко-вязкого перехода.
Наблюдения за износом кромки инструмента показало, что влияние скорости резания не является монотонным. При скоростях до 200 м/мин быстрый износ инструмента был объяснен истиранием из-за образования нестабильного нароста на режущей кромке и конкуренцией между хрупким и пластичным режимами деформации. Снижение износа инструмента, характерно для размазывания. Наконец, повышенное термическое напряжение было названо причиной дальнейшего увеличения износа. Это исследование показало, что качество поверхности вольфрама можно контролировать путем тщательного учета параметров обработки, включая скорость резания, передний угол и температуру предварительного охлаждения.
Фрезерная обработка вольфрама имеет ряд особенностей, связанных с прерывистым процессом резания и в связи с этим с переменными тепловыми и силовыми нагрузками. В исследовании при торцевом фрезеровании с использованием фрез с пластинами из сплава ВК8, отмечено, что лучшая стойкость инструмента фиксировалась в диапазоне скоростей резания 25-30 м/мин, при подаче на зуб 0,1 мм. При этом передний угол режущей части изменялся от 0 до +5 градусов, задний угол 5 градусов. При переднем угле 5 градусов стойкость инструмента была лучше, но отмечалось увеличение сколов на обрабатываемой поверхности. На тонких заготовка часто наблюдается образование трещин и сколы.
Применение современных твердосплавных ультрамелкозернистых инструментов с различными износостойкими покрытиями позволяет вести обработку вольфрамовых заготовок на более высоких скоростях, но уступает по производительности инструментам оснащенным алмазными вставками PCD.
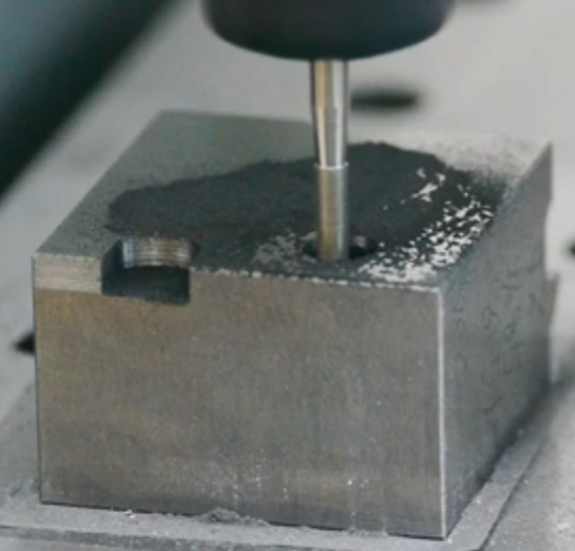
Как отмечалось ранее, предварительный подогрев заготовки значительно упрощает процесс обработки как твердосплавным инструментом, так и быстрорежущим. Так предварительный нагрев до 150-200 градусов позволяет сверлить вольфрам сверлами из Р18.
При использовании твердосплавных сверл, нагрев нужно увеличивать до 400-450 градусов, и проводить обработку при скорости резания 2-10 м/мин и подаче 0,03-0,08 мм/об в зависимости от размеров инструмента и глубины резания. Нужно так же отметить необходимость удаления стружки из зоны резания, при повторном попадании которой возникают сколы режущей части инструмента или его поломка. При выходе сверла из вольфрама часто наблюдаются рваные заусенцы и расходящиеся трещины вдоль волокон вольфрама.
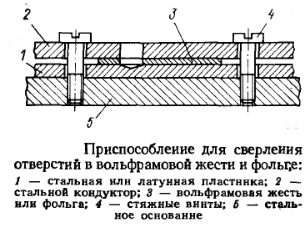
Сверление тонких заготовок вольфрама рекомендовано производить пакетом с применением дополнительных накладок из малоуглеродистой стали толщиной 3-5 мм, или латуни.
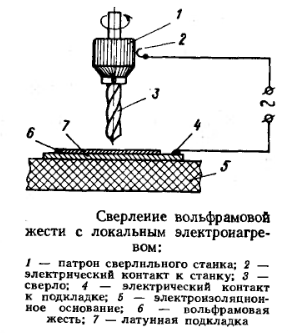
Отверстия малого диаметра в тонком листовом вольфраме можно получать и способом локального электроподогрева, с источником напряжения 2-10 В. При соприкосновении сверла и заготовки вольфрама, из-за резистивного нагрева, температура в зоне соприкосновения повышается и его пластичность увеличивается. Значение тока подбирается экспериментально, с контролем температуры в зоне резания в пределах 150-250 градусов.
Нужно так же отметить о возможности резания ножницами (не имеющими зазора) тонкого вольфрамового листа (жести) предварительно нагретого до 400-600 градусов. Отрезка производится с припуском, который затем сошлифовывается. Рубить или откусывать вольфрамовую проволоку или прутки нужной длины недопустимо, резку необходимо производить только абразивным инструментом.
Применение режущих инструментов с пластинами CBN или керамических вставок позволяет производить токарную и фрезерную обработку вольфрамовых заготовок на более высоких режимах резания. При этом режимы резания подбираются исходя из оптимальной температуры в зоне резания. Т.к инструменты, оснащенные вставками из CBN или керамики,
способны сохранять длительное время свои режущие способности при высокой температуре, и температура в зоне резания до 400-450 градусов не является для них лимитирующим фактором, но способствует существенному снижению сил резания. Обработка как правило производится на сухую, с применение обдувом сжатым воздухом.
Исследования зарубежных авторов так же отмечают, что предварительный нагрев материала выше температуры перехода от хрупкого к твердому состоянию (DBTT) улучшает пластичность. Аналогичная тенденция наблюдалась и в отношении влияния температуры на твердость вольфрама. Испытание на микроиндентацию твердости было проведено Гибсоном с использованием нагрузки 200 г в диапазоне температур от 23 °C до 700 °C. Резкое падение твердости наблюдается до 300 °C, выше которого скорость изменения значительно снижается. Аналогичное наблюдение в изменении твердости было сделано Писаренко . Таким образом, предварительный нагрев вольфрама приводит не только к улучшению пластичности, но и к снижению твердости и прочности, которые, как было установлено, препятствуют обрабатываемости.
Предварительный нагрев может быть проведен контролируемым образом с использованием подходящим образом сфокусированного, быстрого и высокоэнергетического источника тепла. Лазер и плазма являются наиболее популярными источниками такого ограничивающего нагрева, который ограничивает зону термического воздействия и термическую деформацию материала. Тепловые свойства вольфрама, особенно его высокая теплопроводность, низкая удельная теплоемкость и низкий коэффициент расширения, благоприятствуют такому подходу предварительного нагрева. Однако рекристаллизация и склонность вольфрама к окислению рассматриваются как проблемы. Введение температуры предварительного нагрева в сочетании с процессами генерации тепла во время обработки может привести к тому, что температура достигнет или превысит порог рекристаллизации. Для предотвращения рекристаллизации во время формования вольфрама обычно практикуют постепенное снижение температуры процесса. Аналогичный подход может быть использован и при этом методе предварительного нагрева, а также при контроле температуры процесса.
Сродство вольфрама к кислороду с образованием оксидов при высоких температурах было исследовано и объяснено Гульбрансеном и Вайсонгом и Сифуэнтесом . В этих исследованиях четко показана относительно низкая устойчивость вольфрама к окислению, в которых температура была признана наиболее важным фактором, влияющим на окисление. Хотя металл стабилен в сухих и влажных атмосферных условиях при умеренных температурах, окисление начинает происходить примерно при 400 °C. Скорость окисления быстро возрастает с температурой, а сублимация слоя оксида WO3 происходит выше 900 °C. Эта чувствительность к окислению ограничивает высокотемпературное применение вольфрама защитными атмосферными условиями или вакуумом и должна учитываться в любых будущих исследованиях термообработки. Кроме того, существует значительный разрыв в геометрии режущего инструмента и параметрах резания для различных традиционных процессов обработки.
Хотя нагрев вблизи или выше температуры хрупкости вольфрама, как ожидается, решит проблему хрупкости вольфрама, способствуя обработке материала в его пластичном режиме, следует также учитывать механизмы термического и химического износа инструмента. Механизм износа инструмента был объяснен в исследовании Олссона, где криогенное охлаждение жидким азотом обеспечило наилучший срок службы инструмента по сравнению с обработкой с помощью индукции. Более высокая скорость диффузионного износа при последнем подходе свидетельствует о влиянии тепла. Необходимы дальнейшие исследования для понимания режимов и механизмов износа инструмента при обработке вольфрама.
Более затруднительно проходит обработка заготовок из карбидов вольфрама.
Карбид вольфрама WC-Co, известный своей высокой прочностью, твердостью и износостойкостью.
Благодаря развитию технологий обработки и разработке современных режущих инструментов, процессы резания, включая токарную обработку и фрезерование, стали альтернативой для производства пресс-форм из карбида вольфрама, предлагая большую гибкость и сопоставимую эффективность производства. Для оценки влияния резания на качество поверхности исследователи провели исследования в этой области.
Учитывая присущую твердость и хрупкость карбида вольфрама, его обрабатываемость становится сложной задачей.
Были проведены эксперименты по токарной обработке WC-25Co. Они обнаружили, что качество поверхности WC-25Co очень чувствительно к параметрам обработки. При параметрах обработки 55 м/мин скорости резания, 0,1 мм/об подачи и глубине резания 0,19 мм достигнутая минимальная шероховатость поверхности составила 0,08 мкм. Результаты показали, что при скорости резания 600 об/мин и подаче 1 мкм и 5 мкм были получены пластичные поверхности резания, а шероховатость поверхности Ra достигла 0,2 мкм.
Эксперименты по фрезерованию карбида вольфрама с использованием концевых фрез с алмазным покрытием показали, что при подаче 5 мкм/z шероховатость поверхности Ra после фрезерования и полировки достигла 0,03–0,07 мкм.
Скорость резания, ключевой фактор в обработке, играет значительную роль в влиянии на режущие характеристики карбида вольфрама, она оказывает наибольшее влияние на шероховатость поверхности, составляя до 77 %. (выполняя токарную обработку внутреннего диаметра карбида вольфрама удалось получить шероховатость поверхности сопоставимую с той, которая обычно достигается шлифованием, что указывает на то, что токарная обработка может быть жизнеспособной альтернативой. Для предотвращения преждевременного поломки инструмента скорость резания не должна опускаться ниже 10 м/мин.
Испытания фрезерования карбида вольфрама с использованием инструментов из поликристаллического алмаза (PCD), показали, что при скоростях резания ниже 56 м/мин обработанные поверхности демонстрировали хрупкие характеристики разрушения, в то время как увеличение скорости резания улучшало качество поверхности. Однако при скоростях резания, превышающих 376 м/мин, происходило обширное отслаивание материала.
Эксперименты по фрезерованию карбида вольфрама WC-15Co с использованием инструментов PCD показало, что скорости резания ниже 100 м/мин и выше 500 м/мин приводят к быстрому износу инструмента, что снижает качество поверхности. При скорости резания от 200 до 400 м/мин шероховатость поверхности уменьшалась с увеличением скорости резания.
Морфология стружки и условия удаления материала при обработке карбида вольфрама напрямую отражают состояние обработки. Эффективный анализ стружки позволяет глубже понять механизмы удаления материала и способствует улучшению качества обработки.
Использование материалов сайта возможно только с письменного разрешения администрации сайта и активной гиперссылкой на источник.
Свяжитесь с нами
Оставьте свое сообщение и мы свяжемся с вами, чтобы предложить лучшие условия сотрудничества!
Звоните: (812) 407-37-03
Пишите: order@carbidetool.ru
ООО «ТУЛЭКС» ИНН 7838092179, г. Санкт-Петербург, улица Аэродромная, д. 8, литер А, офис 418