Центр
Твердосплавного
Инструмента
- 8 (812) 407-37-03
- 197348, г. Санкт-Петербург, улица Аэродромная, д. 8, литер А, офис 418
- order@carbidetool.ru
Обработка деталей с применением плунжерных фрез и фрез для больших подач.
Зачастую обработка глубоких карманов, полостей традиционным боковым фрезерованием создает массу проблем. Это и не высокая производительность, и сопутствующие вибрации инструмента, и низкая стойкость инструмента, и т.д. В определенных случаях работа боковым фрезерованием становится совершенно экономически невыгодным вариантом обработки.
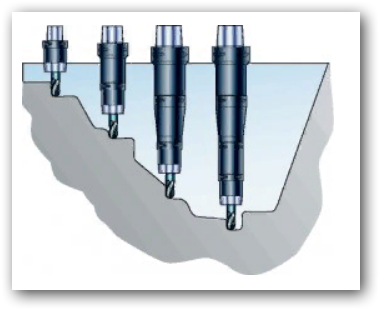
На сегодня для ведения черновой обработки глубоких полостей на фрезерном оборудовании в основном применяют фрезы для больших подач и плунжерные фрезы. Конечно возможно вести обработку с применением бокового фрезерования, при этом желательно начинать с минимального вылета инструмента (оснастки) и постепенно увеличивать вылет (применяя инструменты (оснастку) большего вылета с каждым разом), тем самым увеличивая глубину обработки, и на глубинах более 5-6хD зачастую работа без применения виброгасящих оправок становится или затруднительной или совершенно невозможной.
По производительности плунжерных фрез и фрез для больших подач и сегодня не умолкают споры... что же эффективнее?... На первом видео в конце статьи можно видеть такие дебаты.
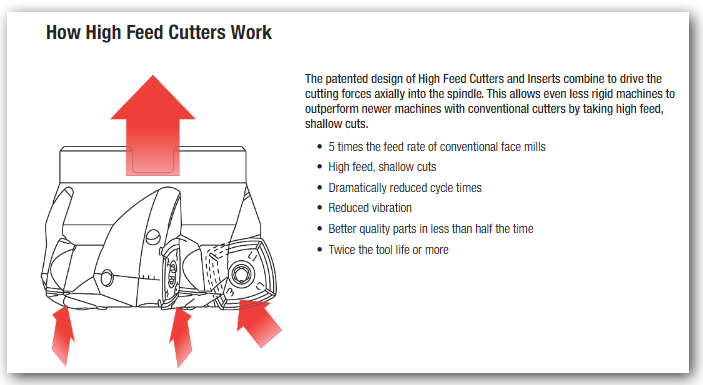
Фрезы для больших подач имеют малый угол в плане, при этом основная составляющая сил резания направлена по оси инструмента (до 70-90% в зависимости от принятых режимов резания), что существенно снижает боковую нагрузку и уменьшает склонность к возникновению вибраций в процессе обработки. При небольшой глубине обработки подача может достигать до 4 мм на зуб. Даже среди монолитных твердосплавных фрез есть фрезы для больших подач, начиная от диаметра 3 мм.
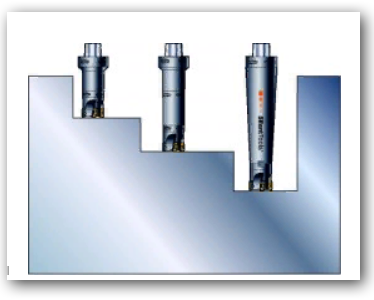
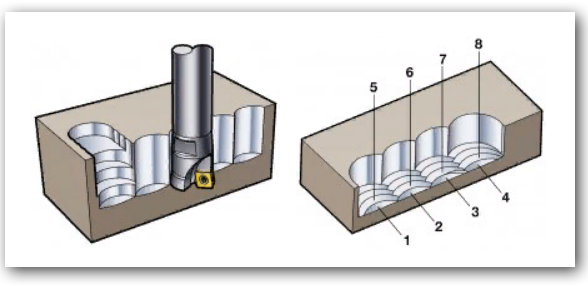
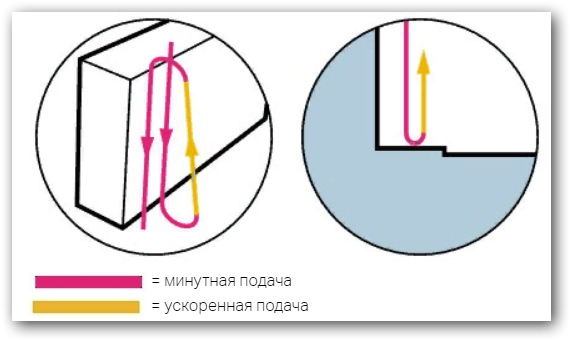
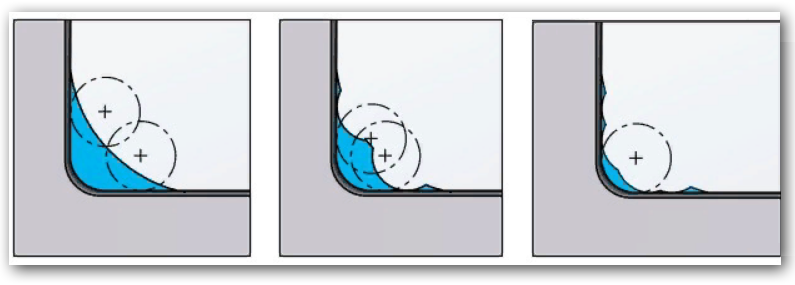
Плунжерное фрезерование ведется торцевой частью инструмента, и аналогично предыдущему методу, позволяет вести обработку при которой основная доля сил резания направлена по оси инструмента (оснастки). Плунжерное фрезерование очень эффективно при обработке глубоких углов и пазов.
Это заметно снижает вибрации системы, уровень потребляемой мощности и шума, повышает стойкость инструмента. Данный метод можно сравнить с растачиванием при прерывистом резании.
Условия применения плунжерного фрезерования:
* При вылете инструмента больше чем 4 x D фрезы;
* При не жесткой системе;
* При ограниченности станка по мощности и крутящему моменту;
* При жестких требованиях по форме и взаимному расположению в углах;
* При обработке труднообрабатываемых материалов.
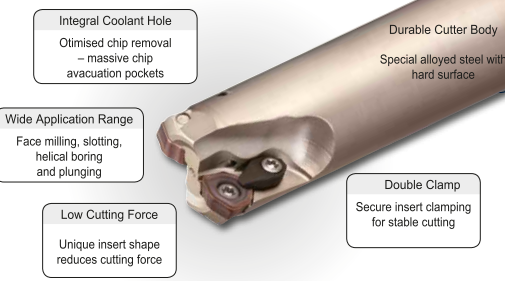
Основные особенности фрез, применяемых при плунжерном фрезеровании:
* Большой объем стружечной канавки.
* Внутренние каналы для подвода СОЖ или сжатого воздуха, который
вымывает/выдувает стружку.
* Тангенциальное крепление пластин на торцевой части фрезы для
увеличения жесткости пластины и уменьшения изгибающих напряжений.
* Баланс между перераспределением результирующей силы вдоль оси
фрезы и отсутствием трения вспомогательной режущей кромки по
обработанной поверхности.
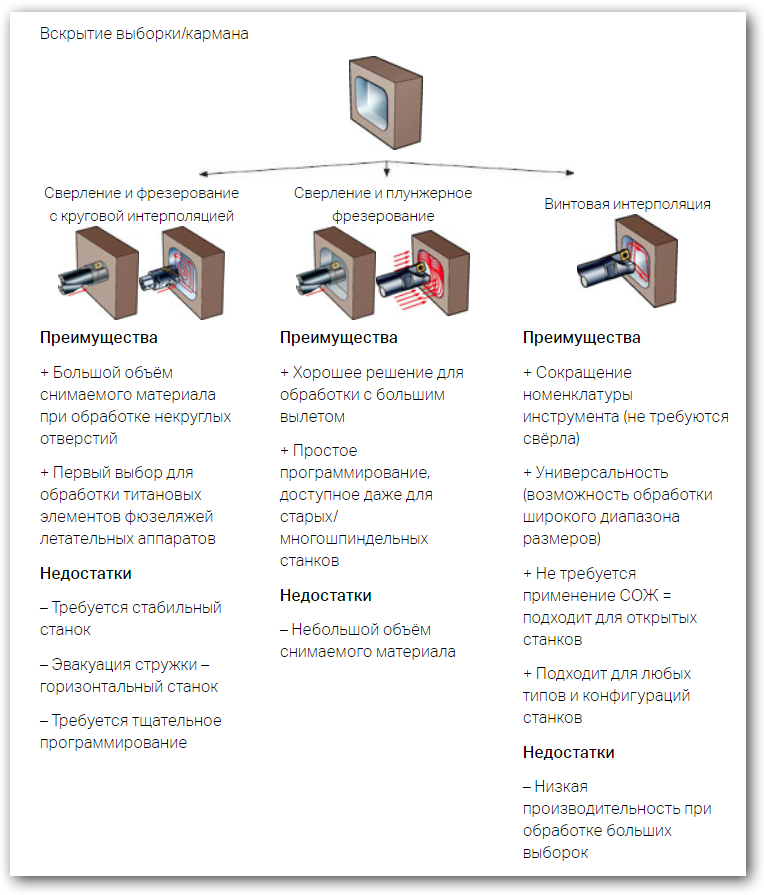
Основные области применения - обработка:
* Пазов;
* Выборок/карманов;
* Уступов/открытых профилей;
* Углов.
Стоит заметить, что во многих каталогах фрезы для больших подач возможны для использования и как плунжерные фрезы. Но это далеко не всегда эффективно, особенно при небольших диаметрах фрез и больших вылетах.
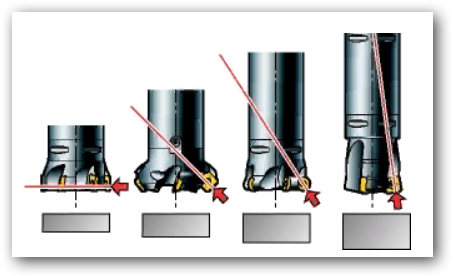
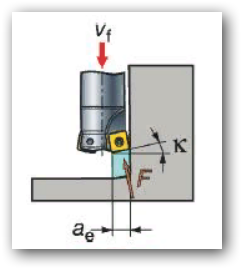
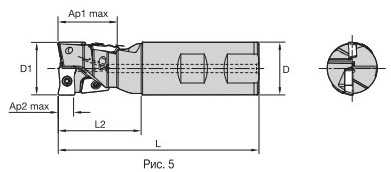
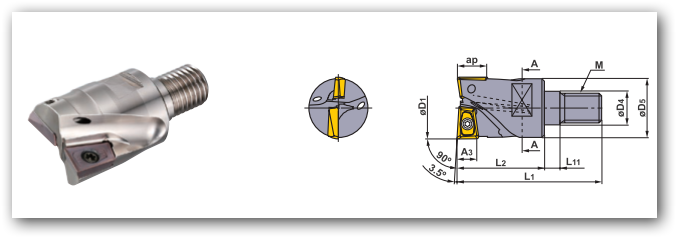
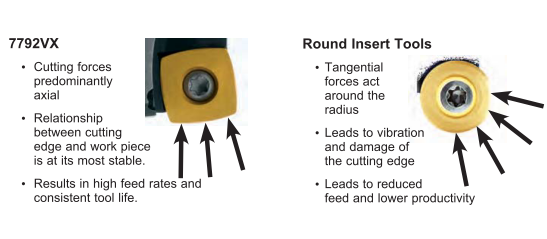
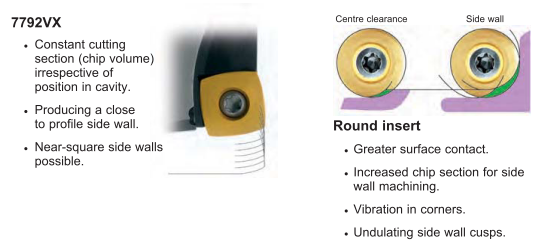
К примеру, вот такая конструкция с квадратными пластинами (или подобные ей с иными пластинами) при диаметре фрезы 25 мм и вылете более 4xD при работе в качестве плунжерной фрезы работает довольно грубо, ее сильно отжимает из-за значимого угла в плане K, зачастую боковая поверхность получается с конусностью, часто процесс обработки сопровождается вибрацией. Для диаметров фрез большего размера и при небольших вылетах такие негативные моменты проявляются в меньшей степени.
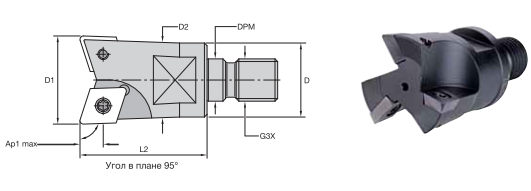
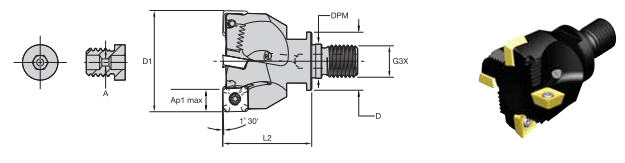
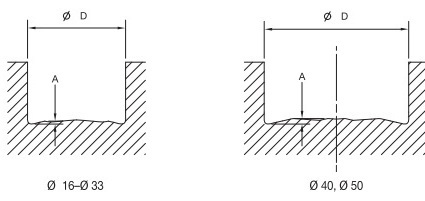
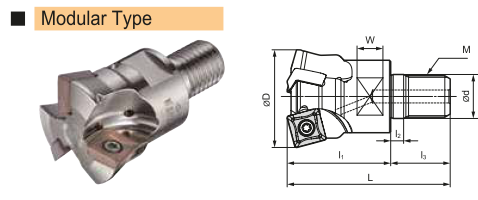
Наиболее удачная конструкция плунжерной фрезы имеет либо нулевой угол K, либо отрицательный (т.е. с поднутрением к центру инструмента). К примеру как вот такие конструкции.
Отрицательный угол в плане при определенном перекрытии компенсирует боковую составляющую силы резания, такие фрезы работают более устойчиво.
Многие конструкции сверл со сменными пластинами могут быть использованы для плунжерной обработки.
И для фрез для больших подач, тоже не все конструкции являются удачными.
Например, вот такая конструкция фрез (они встречаются у многих...Walter, Arno, Seco, Sumitomo и др.). Фактически с квадратными пластинами не показали хорошей стабильной мягкой работы, особенно на титане, нержавейках и жаропрочных материалах. Хотя конструктивно такие пластины могут применяться сразу на 3-х типах фрез - плунжерные, фасочные и для обработки уступов 90 градусов. Но в погоне за универсальностью фреза потеряла свои качественные характеристики.

Наиболее удачная конструкция получилась у Stellram (Kennametal). И далее она повторялась в каталогах других производителей.
Квадратная пластина с закругленными боковыми сторонами, различные варианты стружколомов обеспечивают мягкую работу фрезы практически на любых материалах.
Следует заметить, что многие производители изготавливают фрезы для больших подач с 2-х сторонними пластинами (геометрией). Экономически это более выгодно, но на многих материалах, при больших L/D такие конструкции работают с большими силами резания.
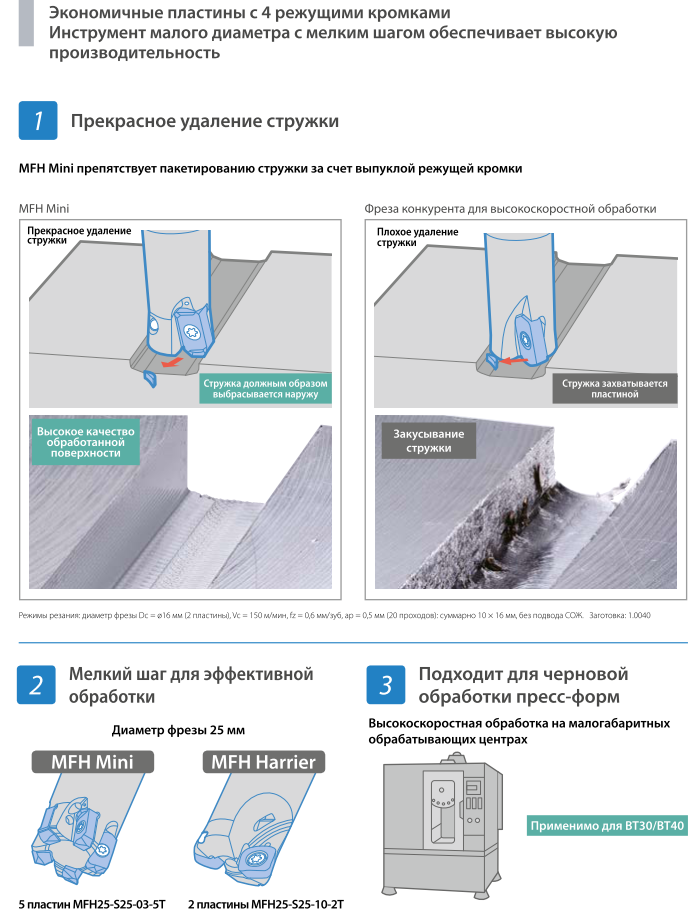
Существуют и фрезы для больших подач с мелкоразмерными пластинами, иногда на диаметре 20-25 мм встречается до 4-х пластин.
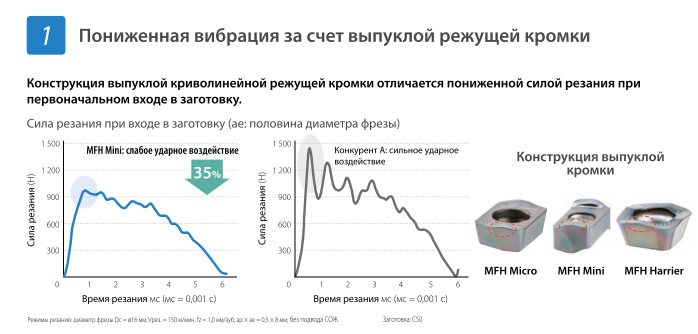
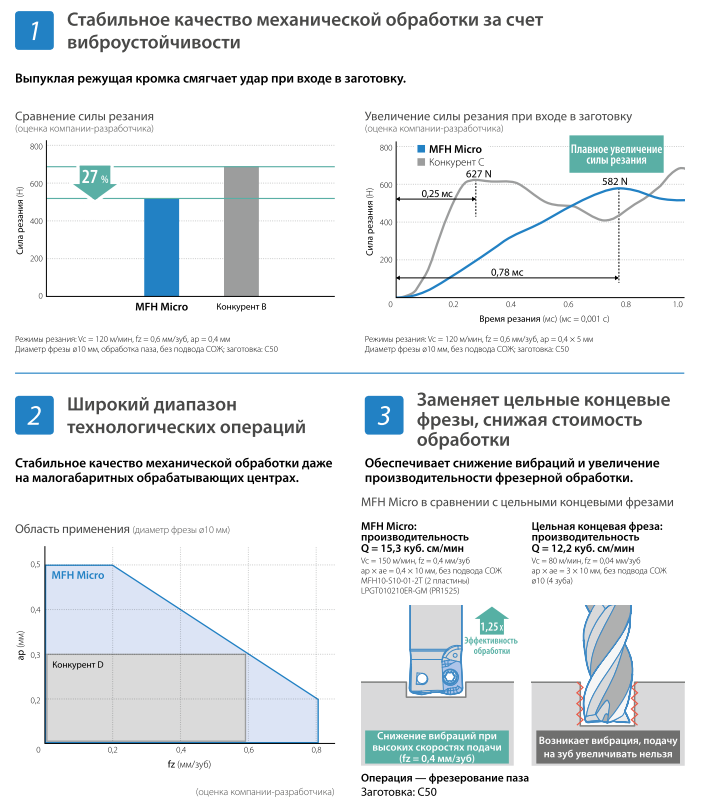
Есть и серии Микро (корпуса с 8 мм), в которых начиная с диаметра 10 мм уже устанавливается 2 пластины, на 12 мм - 3 пластины, на 16 мм - 4 пластины. В отличии от обычных фрез такая конструкция обеспечивает снижение вибрации и более высокую производительность.


С усовершенствованием материалов керамических пластин, их геометрий, крепления - все больше находят применение фрезы для больших подач при скоростной черновой обработке жаропрочных никелевых и кобальтовых материалов.




Видео по теме
Plunge Milling: High Volume Roughing on Your Machine, Part Two
Обработка видео...
Плунжерное фрезерование от Seco
Обработка видео...
Плунжерное фрезерование
Обработка видео...
JLCPCB OR PCBWAY ? NOW COME HERE - PCBBUY !
Обработка видео...
Fresas Porta Insertos High Feed - Dijet
Обработка видео...
High Feed 6 Demonstration | SECO TOOLS
Обработка видео...
ATI Stellram demos milling cutters
Обработка видео...
Highfeed 2 - Small diameter high feed tools
Обработка видео...
OCM | TITANE Ti6Al4V | TA6V ébauche avec fraise DIJET Quick MiniMiLL
Обработка видео...
Фрезерование с большим вылетом от Dijet. Обработка уступа.
Обработка видео...
Kyocera MFH-Micro 10mm Dia. High Feed Milling Demo C45 Steel 19.07.2016
Обработка видео...
MFH-Raptor Micro High Feed Milling
Обработка видео...
High Feed 2 Demonstration | SECO TOOLS
Обработка видео...
Использование материалов сайта возможно только с письменного разрешения администрации сайта и активной гиперссылкой на источник.
Свяжитесь с нами
Оставьте свое сообщение и мы свяжемся с вами, чтобы предложить лучшие условия сотрудничества!
Звоните: (812) 407-37-03
Пишите: order@carbidetool.ru
ООО «ТУЛЭКС» ИНН 7838092179, г. Санкт-Петербург, улица Аэродромная, д. 8, литер А, офис 418